用于车辆的进气口过滤器及其制造方法
文献发布时间:2023-06-19 09:30:39
技术领域
本公开涉及用于车辆的进气口过滤器,更具体地,涉及由具有护层-芯结构的形状截面复合纤维(shaped cross-section composite fiber,有形截面复合纤维)制备的进气口过滤器以及进气口过滤器的制造方法。
背景技术
近来,汽车工业已朝着开发更可靠和智能的汽车以及更高的能源效率和环境保护的方向发展。因此,已经加大了开发智能汽车、环保汽车和轻质材料的努力。
通常在汽车中使用的进气口过滤器是由粘胶人造丝和棉线制造的。因此,可能需要很高的成本来制造现有的进气口过滤器。当将粘胶人造丝制造为纤维来制备进气滤嘴时,由于使用二硫化碳和苛性钠,可能不利地排放环境有害的物质。进气口过滤器中使用的粘合剂在丢弃时也会不利地散发环境有害性物质。
因此,需要一种具有简单化结构的环境友好型进气口过滤器,其中由于材料改进而降低了成本、重量和制造进气口过滤器的工艺步骤数。
在本公开的背景部分中公开的信息仅用于增强对本公开背景的理解,并且不应该视为对该信息形成本领域技术人员已经知晓的现有技术的承认或任何形式的暗示。
发明内容
本公开的一个目的是提供一种用于进气口过滤器的形状截面复合纤维,其组成包括聚丙烯。
本公开还提供了一种包括用于进气口过滤器的形状截面复合纤维的进气口过滤器。
本公开还提供了一种制造进气口过滤器的方法,进气口过滤器的组成包括聚丙烯。
为了实现上述目的,根据本公开的一个方面,用于进气口过滤器的形状截面复合纤维可以包括包含重整聚丙烯树脂(reformed polypropylene resin)的护层(sheath,护皮);和包含聚丙烯树脂的芯,其中护层和芯结合以提供护层-芯结构。
护层的含量可以处于40wt%~60wt%的范围内,且芯的含量可以处于40wt%~60wt%的范围内。
重整聚丙烯树脂的共聚单体可以是选自由丙烯、乙烯、丁烯和它们的组合组成的组中的一种。
重整聚丙烯树脂可以是选自由无规共聚物、无规三元共聚物和它们的组合组成的组中的一种。
护层可以还包含过氧化物。
重整聚丙烯树脂可以具有130℃至135℃的熔点和17g/10min~23g/10min的熔体流动速率。
聚丙烯树脂可以具有160℃至163℃的熔点和13g/10min~19g/10min的熔体流动速率。
形状截面复合纤维可以具有1至5旦尼尔的细度值。
形状截面复合纤维的形状截面可以具有选自由圆形结构、椭圆形结构、矩形结构、凹凸结构、中空结构、由并排连接(成直线连接)的圆形或矩形组成的结构和它们的组合组成的组中的结构。
芯具有的横截面形状可以与形状截面复合纤维的形状截面的横截面形状相同或不同。
根据本公开的另一个方面,进气口过滤器可以包括无纺布层,无纺布层包括精细层、中间层和主体层。精细层、中间层和主体层每一个都可以包括用于进气口过滤器的形状截面复合纤维,其中形状截面复合纤维包括:包含重整聚丙烯树脂的护层;和包含聚丙烯树脂的芯,其中芯和护层结合以形成护层-芯结构。
精细层中的聚丙烯纤维相对于用于进气口过滤器的形状截面复合纤维的比率可以处于0.33至0.81的范围内。精细层中的聚丙烯纤维和形状截面复合纤维可以具有10μm至30μm的直径以及20g/m
中间层中的聚丙烯纤维相对于用于进气口过滤器的形状截面复合纤维的比率可以处于0.42至0.81的范围内。中间层中的聚丙烯纤维和形状截面复合纤维可以具有20μm至50μm的直径以及10g/m
主体层中的聚丙烯纤维相对于用于进气口过滤器的形状截面复合纤维的比率可以处于0.11至0.18的范围内。主体层中的聚丙烯纤维和形状截面复合纤维可以具有30μm至80μm的直径以及10g/m
进气口过滤器可以具有82%至89%的捕捉效率,2.6mmAq至3.1mmAq的压力损失,47.80mmAq至48.20mmAq的空气阻尼,98.40%至98.70%的初始效率,99.50%至99.65%的最终效率,170至188g的容污能力。
根据本公开的另一方面,制造进气口过滤器的方法可以包括:通过梳理(carding)制备包括精细层、中间层和主体层的无纺布层;通过对无纺布层进行针刺以制备复合无纺布;对复合无纺布进行热处理;卷绕热处理后的复合无纺布。
可以进行针刺使得无纺布层的针刺次数为10次/cm
热处理可以在100℃至170℃的温度下进行10至30秒的时间长度。
可以在5M/min至30M/min的速度进行卷绕。
根据本公开的进气口过滤器包括用于进气口过滤器的形状截面复合纤维,形状截面复合纤维由聚丙烯单种材料制备。进气口过滤器能够通过简化材料而降低成本和重量,同时保持与传统进气口过滤器相同的性能,并且能够通过提高拒水性而阻止水分进入发动机,使之防止进气压力升高并提高发动机耐力和性能。改进了进气口过滤器的可重复利用性,因为与传统的进气口过滤器不同,过滤材料是一种环保材料,如聚丙烯,而不含对环境有害的物质,如粘胶人造丝或粘合剂。
另外,根据本公开的进气口过滤器制造方法通过使用聚丙烯单种材料作为过滤材料而在最佳工艺条件下制备进气口过滤器,而无需进行单独的粘合剂加工。因此,这有可以提供一种由于减少了组件数量和加工处理步骤所致经济竞争力提高而同时保持了与传统进气口过滤器相同的性能的进气口过滤器。
本公开的效果不限于上述那些。应当理解的是,本公开的效果应该包括从以下描述可推导的所有效果。
附图说明
当结合附图时,由下文的详细描述将更清楚地理解本公开的上述和其他目的、特征和优点,其中:
图1是示例性示出了具有用于进气口过滤器的护层-芯结构的形状截面复合纤维的图。
图2A至图2H是示例性示出了用于进气口过滤器的形状截面复合纤维的各种构造的图。
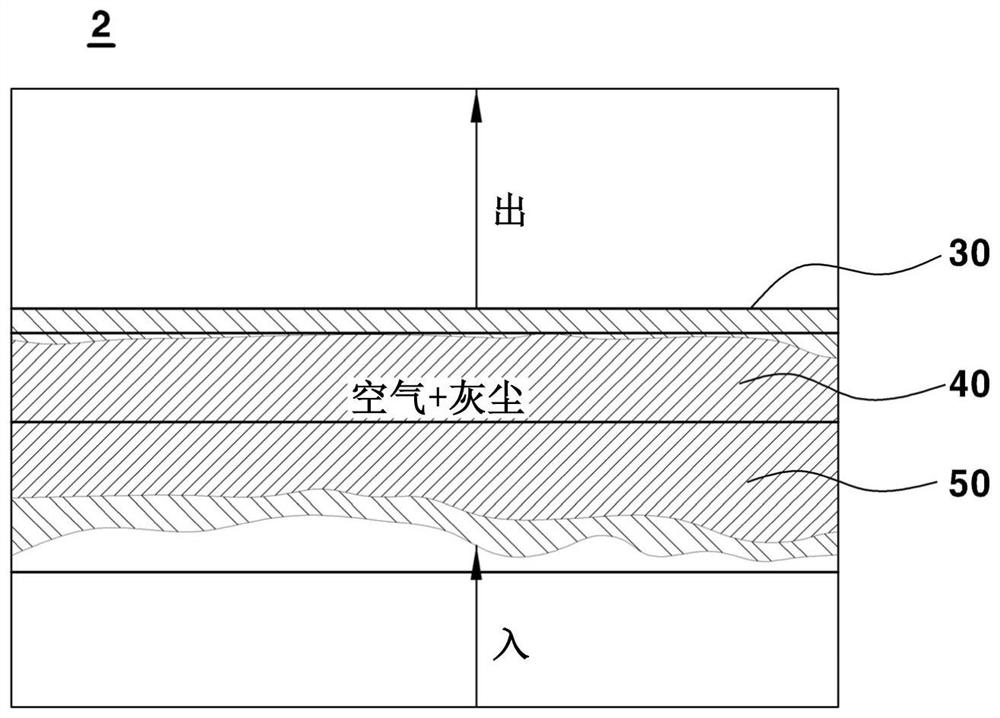
图3是示例性示出了无纺布层的结构的图;以及
图4是示出了根据本公开的实施方式的制造进气口过滤器的方法的流程图。
具体实施方式
应当理解的是,本文所使用的术语“车辆”或“载具”或其他类似术语通常包括机动车辆,如包括运动型多用途车(SUV)的乘用车,公共汽车,卡车,各种商用车,包括各种舟楫(boat)和船舶(ship)的水上载具,飞行器等,并包括混合动力车,电动汽车,插电式混合动力电动汽车,氢动力汽车和其他替代燃料汽车(例如,除石油以外的资源衍生的燃料)。正如本文所指出,混合动力车辆是具有两种或以上种动力源的车辆,例如,汽油动力和电动动力车辆。
本文所使用的术语仅出于描述具体实施方式的目的,并非旨在限制本公开。如本文所用的,单数形式“一”、“一个”和“该”除非上下文另外明确指出,也旨在包括复数形式。应该进一步理解的是,当在本说明书中使用术语“包括”和/或“包含”时,其指定了特征、整数、步骤、操作、元件和/或组件的存在,但并非排除存在或添加一个或多个其他特征、整数、步骤、操作、元件、组件和/或其组。正如本文所用,术语“和/或”包括一个或多个相关联的所列条目的任何和所有组合。在整个说明书中,除非明确地相反地描述,否则词语“包括”和诸如“包含”或“含有”的变体将被理解为暗示包括所陈述的要素,而并不排除任何其他要素。另外,本说明书中描述的术语“单元”,“-器”,“-仪”和“模块”是指用于加工处理至少一个功能和操作的单元,并且能够由硬件组件或软件组件和它们的组合进行实施。
此外,本公开的控制逻辑可以实现为包含由处理器、控制器等执行的可执行程序指令的计算机可读介质上的非暂时性计算机可读介质。计算机可读介质的实例包括,但不限于,ROM,RAM,光盘(CD)-ROM,磁带,软盘,闪存驱动器,智能卡和光学数据存储器件。计算机可读介质还能够分布在网络连接计算机系统中,使得计算机可读介质以分布式方式(例如,由远程信息处理服务器或控制器局域网(CAN))进行存储和执行。
当结合附图时,根据以下详细描述,将更加清楚地理解本公开的以上和其他目的、特征和优点。然而,应当理解的是,本公开不限于以下实施方式,而是可以以各种其他形式实施。本文阐述的实施方式提供用于举例说明性目的,以将本公开的概念充分传达给技术领域中的普通技术人员。
本说明书中用于表示成分、反应条件、聚合物组成的量和它们的组合的所有数字、数值和/或表达式应该理解为近似值,其中在获得此类数字时,测量的各种不确定性实质上是由其他因素引起的,值和/或表达式被反映出来,并因此在所有情况下均通过术语“约”进行修饰。因此,本文的数值范围应该理解为是连续的,并且除非相反地指出,包括该范围内从最小值到最大值的所有值。此外,除非相反指出,否则指示整数的范围应该理解为包括该范围内从最小值到最大值的所有整数。
根据本公开一个实施方式的用于进气口过滤器的形状截面复合纤维包括包含重整聚丙烯树脂的护层,护层的量按重量计处于40%至60%的范围内;和包含聚丙烯的芯,芯的量按重量计处于40%至60%的范围内。护层可以还包含过氧化物。
在下文中应该理解的是,用于进气口过滤器的复合纤维的各组分的含量以基于进气口过滤器的复合纤维的总重量的重量百分比,即,通过设定进气口过滤器的复合纤维的总重量为100%表示。当要改变基础时,将清楚地指出新基础,而使本领域技术人员将能够确定组成,以此基础指出各含量。
用于进气口过滤器的形状截面复合纤维
(1)护层
根据本公开一个实施方式的用于进气口过滤器的形状截面复合纤维1包括护层10。护层10的重量可以比常规纤维减少30%或以上,并且由于其熔点不同于复合纤维芯的熔点,因此能够用作粘合剂纤维。护层的结构没有特别限制,只要护层围绕复合纤维的芯即可,如图1所示。
根据本公开的护层可以由通过重整(reforming)单种材料而生产的树脂制备。例如,护层可以是通过重整聚丙烯、聚乙烯或聚丁烯生产的树脂。护层可以包含与常规纤维相比能够将重量减轻30%或以上并由于优异疏水性而提供了优异阻水功能的重整聚丙烯树脂。
根据本公开的护层的重整聚丙烯树脂可以是低熔(LM)聚丙烯树脂、通过复合长玻璃纤维形成的聚丙烯树脂、亲水性聚丙烯树脂等。重整聚丙烯树脂可以是与聚丙烯相比能够将熔点降低20℃以上的LM聚丙烯树脂,从而获得粘合剂纤维功能。
根据本公开的重整聚丙烯树脂可以是选自无规共聚物、无规三元共聚物或其组合中的一种。重整聚丙烯树脂可以是无规三元共聚物,从而提供其分子结构经过有效重整的LM聚丙烯树脂。
根据本公开的重整聚丙烯树脂可以包含无规共聚物或无规三元共聚物,并且因此可以通过使用丙烯、乙烯和丁烯作为共聚单体进行制备。
在根据本公开的护层中,可以进一步添加用于改进纺丝可加工性的材料,并且可以进一步添加能够有效控制熔体流动速率的过氧化物。
根据本公开的过氧化物可以以50ppm至350ppm的小用量添加。如果过氧化物量小于50ppm,则与芯中的树脂相比,熔体流动粘度可能会提高,从而使形状横截面在护层围绕芯时可能出现缺陷。如果过氧化物量大于350ppm,则可流动性可能过高,从而在拉丝时导致问题。
根据本公开添加至护层中的过氧化物可能由于过氧化物裂化剂而引起过氧化性降解,从而有效控制熔体流动速率。
根据本公开的护层的重整聚丙烯树脂的熔点处于130℃至135℃的范围内,并且熔体流动速率(MFR)处于17g/10min至23g/10min的范围内。如果熔体流动速率小于17g/10min,则形状横截面在护层围绕芯时可能出现缺陷。如果熔体流动速率大于23g/10min,则可流动性可能过高,从而在拉丝时导致问题。
根据本公开的护层可以具有处于40wt%至60wt%的范围内的重量。如果护层的重量小于40wt%,则在护层由无纺布形成时,由于附着力降低,无纺布的性能可能降低。如果护层的重量大于60wt%,则由于芯的重量百分数降低,纱线性能可能降低。
即,根据本发明的护层由于其熔点与包含根据本发明的重整聚丙烯树脂的芯的熔点相差20℃或以上,而同时由于向其中添加了过氧化物而改进了流动性,由此获得了优异的可加工性,则能够用作粘合剂纤维。
(2)芯
芯20包括在根据本公开实施方式的用于进气口过滤器的形状截面复合纤维1中,配置芯20使得其重量能够比常规纤维重量减少30%或以上。正如图1所示,只要芯位于复合纤维的中心部分中,则芯的结构没有特别限制。
根据本公开的芯可以是通过聚合单种单体而生产的均聚物树脂。例如,芯可以是由聚丙烯、聚乙烯或聚丁烯制备的树脂。芯可以包含与常规纤维相比能够将重量减轻30%或以上并由于优异疏水性而提供优异阻水功能的聚丙烯树脂。
根据本公开的芯的聚丙烯树脂可以具有在160℃至163℃范围内的熔点和在13g/10min至19g/10min范围内的熔体流动速率(MFR)。如果熔体流动速率小于13g/10min,则由于芯和护层之间的流动性差异,拉丝可能出现不利缺陷。如果熔体流动速率超过19g/10min,则流动性可能过高,而使护层围绕芯的横截面形状可能出现缺陷。
根据本公开的芯的重量可以处于40wt%至60wt%的范围内。如果重量小于40wt%,则由于芯的重量百分数降低,纱线性能可能降低。如果重量大于60wt%,则当芯由无纺布形成时,由于附着力降低,无纺布的性能可能降低。
(3)用于进气口过滤器的具有芯-护层结构的形状截面复合纤维
在根据本发明用于进气口过滤器的形状截面复合纤维中,形状截面的横截面比B/A可以为1.5或以上。如果截面比小于1.5,则可能无法保持高密度无纺布的特性,由此不能提供进气口过滤器功能。就这一点而言,根据本发明的形状横截面的结构可以是选自但不限于如图2A所示的圆形结构、图2B所示的椭圆形结构、图2C所示的矩形结构、图2D所示的凹凸结构、图2E所示的中空结构、图2F至图2H中所示分别由并排连接(成直线连接)的圆构成的结构、或它们的组合中的一种。例如,具有凹凸结构的形状横截面由于其表面积增加而能够有利地改进过滤效率。与其他结构相比,具有中空结构的形状横截面具有更轻重量效果。具体而言,根据本公开的形状截面可以具有椭圆形结构或凹凸结构。另外,根据本公开用于进气口过滤器的复合纤维的形状横截面的形状可以与如图2F和图2G所示的芯的横截面形状相同,或不同于图2H所示的芯的横截面形状。因此,包括具有根据本发明用于进气口过滤器的护层-芯结构的形状截面复合纤维的进气口过滤器由于形状截面的形状特征而具有优异的捕捉效能。
另外,用于进气口过滤器的包括形状横截面的形状截面复合纤维的细度可以处于1至5旦尼尔范围内。如果细度小于1旦尼尔,则由于在梳理时的滚动而可能不利地损害可加工性。
另外,根据本公开实施方式的用于进气口过滤器的形状截面复合纤维包括处于纤维的中心部分中的芯和围绕芯的护层。即,本公开的特征在于,护层能够用作粘合剂,同时芯能够用于维持形状并调节纤维之间的间隔。即,在包括具有复合纤维的无纺布层的进气口过滤器中,能够经由芯而固定无纺布形状。之后,由于护层的较低熔点,则通过根据本发明的进气口过滤器制造方法的热处理而再次牢固地固定无纺布形状,而无需进行热处理粘合过程。此外,由于护层和芯仅由聚丙烯制备,则与常规复合纤维相比,形状截面复合纤维的重量减少了30%或以上,并且形状截面复合纤维的憎水性极佳。
进气口过滤器
根据本公开一个实施方式的进气口过滤器可以包括根据本公开的用于进气口过滤器的形状截面复合纤维,并且可以具有由三层具有不同功能和不同组成比的层构成的三层结构。三层结构可以由无纺布层构成,包括精细层、中间层和主体层。
(1)精细层(fine layer)
根据本公开的精细层30具有的组合物具有优异的过滤效能和优异的透气性,同时由于高的挠曲耐久性而具有优异的形状保持功能。精细层没有特别限制,只要精细层位于三层结构的最上层中,如图3所示。基于上述功能,通过调节例如根据本公开的用于进气口过滤器的聚丙烯纤维和形状截面复合纤维的比率可以提供根据本公开的精细层。用于进气口过滤器的形状截面复合纤维的比率为精细层总重量的55wt%至75wt%。聚丙烯纤维相对于用于进气口过滤器的形状截面复合纤维的比率可以处于0.33至0.81的范围内。如果聚丙烯纤维的比率小于55wt%,则除尘性能的效率可能不利地降低。如果聚丙烯纤维的比率大于75wt%,则可能不利地降低空气阻尼和捕捉的尘量。除了用于进气口过滤器的形状截面复合纤维的重量百分比之外,聚丙烯纤维和根据本公开的用于进气口过滤器的形状截面复合纤维可以具有处于10μm至30μm的范围内的直径以及处于20g/m
因此,在根据本发明的精细层中,聚丙烯纤维相对于用于进气口过滤器的形状截面复合纤维的比率可以处于0.33至0.81的范围内。聚丙烯纤维和形状截面复合纤维的直径可以处于10μm至30μm的范围内,并且聚丙烯纤维和形状截面复合纤维的表面密度可以处于20g/m
(2)中间层(middle layer)
根据本公开的中间层40具有的组合物具有优异的透气阻尼(透气抵抗性,airpermeation restriction)、优异的最终效率和优异的集尘性能。中间层没有特别限制,只要中间层位于三层结构的中间层中,如图3所示。基于上述功能,通过调节例如聚丙烯纤维和根据本公开用于进气口过滤器的形状截面复合纤维的比率可以提供根据本公开的中间层。用于进气口过滤器的形状截面复合纤维的比率为中间层总重量的45wt%至55wt%。聚丙烯纤维相对于用于进气口过滤器的形状截面复合纤维的比率可以处于0.42至0.81的范围内。如果聚丙烯纤维的比率小于45wt%,则除尘性能的效率可能不利地降低。除了用于进气口过滤器的形状截面复合纤维的重量百分比之外,聚丙烯纤维和根据本公开用于进气口过滤器的形状截面复合纤维的直径可以处于20μm至50μm的范围内,且表面密度处于10g/m
因此,在根据本发明的中间层中,聚丙烯纤维相对于用于进气口过滤器的形状截面复合纤维的比率可以处于0.42至0.81的范围内。聚丙烯纤维和形状截面复合纤维的直径可以处于20μm至50μm的范围内,并且聚丙烯纤维和形状截面复合纤维的表面密度可以处于10g/m
(3)主体层(bulk layer)
根据本公开的主体层50具有的组合物具有优异的透气阻尼和优异的集尘性能的组成。主体层没有特别限制,只要主体层位于三层结构的下层中,如图3所示。基于上述功能,通过调节例如根据本发明的用于进气口过滤器的聚丙烯纤维和形状截面复合纤维的比率就可以提供根据本发明的主体层。用于进气口过滤器的形状截面复合纤维的比率为主体层总重量的10wt%至15wt%。聚丙烯纤维相对于用于进气口过滤器的形状截面复合纤维的比率可以处于0.11至0.18的范围内。如果聚丙烯纤维的比率小于10wt%或大于15wt%,则除尘性能的效率会不利地降低。除了用于进气口过滤器的形状截面复合纤维的重量百分比之外,聚丙烯纤维和根据本发明用于进气口过滤器的形状截面复合纤维可以具有处于30μm至80μm的范围内的直径以及处于10g/m
因此,在根据本发明的主体层中,聚丙烯纤维相对于用于进气口过滤器的形状截面复合纤维的比率可以处于0.11至0.18的范围内。聚丙烯纤维和形状截面复合纤维的直径可以处于30μm至80μm的范围内,并且聚丙烯纤维和形状截面复合纤维的表面密度可以处于10g/m
(4)进气口过滤器
包括根据本公开的具有上述三层结构的无纺布层的进气口过滤器可以由于重力、惯性、拦截和扩散效应而有效地捕捉杂质。因此,根据本公开的进气口过滤器使用聚丙烯作为过滤介质而提高了拒水性,从而提高了阻水效果。进气口过滤器的特征在于灰尘由于湿气而附着于过滤器上,从而阻塞气隙,由此增加了进气压力。因此,根据本公开的进气口过滤器可以具有82%至89%的捕捉效率、2.6mmAq至3.1mmAq的压力损失、47.80mmAq至48.20mmAq的空气阻尼、98.40%至98.70%的初始效率、99.50%至99.65%的最终效率、170至188g的容污能力(DHC)。另外,根据本公开的进气口过滤器的厚度可以为2.0mm至3.5mm,而尤其是3mm。如果厚度小于2.0mm,则可能存在缺陷,如空气阻尼增加和捕尘量降低。如果厚度大于3.5mm,则会不利地降低除尘效率。
制造进气口过滤器的方法
图4是图示说明根据本公开的实施方式的制造进气口过滤器的方法的流程图。参照图4,方法可以包括:步骤S10,通过梳理而制造包括精细层、中间层和主体层的无纺布层;步骤S20,通过对无纺布层进行针刺制造复合无纺布;步骤S30,对复合无纺布进行热处理;和步骤S40,卷绕热处理后的复合无纺布。
通过梳理而制造无纺布层的步骤S10是通过梳理而制造具有包括精细层、中间层和主体层的三层结构的无纺布层的步骤。通过使用三个或以上的梳理装置,通过改变纤维含量和重量,根据本公开的梳理能够制造由具有不同密度的三层或以上层构成的无纺布层。无纺布层的精细层、中间层和主体层的纤维含量和重量与前文描述的相同。
对无纺布层进行针刺的步骤S20是通过对包括精细层、中间层和主体层的无纺布层进行针刺而制造复合无纺布的步骤。在本文中,根据针刺的次数和针刺的深度,可以改变复合无纺布的特性和物理性质。根据本公开的针刺可以进行控制而使针刺入无纺布的深度处于2mm至15mm的范围内,并且针刺无纺布的次数处于10至100次/cm
对复合无纺布进行热处理的步骤S30是对通过针刺制备的复合无纺布进行热处理,从而使得用于复合无纺布的进气口过滤器的形状截面复合纤维的护层发生熔融,从而使复合无纺布更绷紧。特征在于,复合无纺布的特性和物理性能可以根据本发明的热处理或合适的温度和合适的时间长度而改变。具体而言,在使用聚丙烯作为过滤介质的本公开中,护层和芯之间的熔点之间没有显著差异,而因此应当更精确地控制温度和时间条件。因此,可以控制根据本公开的热处理使得温度处于100℃至170℃的范围内,且时间处于10至30秒的范围内。如果温度低于100℃,则形状可靠性可能不利地降低。如果温度高于170℃,则纤维可能发生不利溶解,而因此可能无法形成无纺布。另外,热处理时间短于10秒,可能会不利地降低形状可靠性。如果热处理时间超过30秒,则纤维可能发生不利溶解,而因此可能无法形成无纺布。
卷绕热处理后的复合无纺布的步骤S40是通过卷绕热处理后的复合无纺布而制造具有市场品质的复合无纺布的步骤。即,在卷绕时,应该根据复合无纺布的制造速度适当控制卷绕速度,从而制造出外观具有市场品质的复合无纺布。因此,根据本公开的卷绕速度可以控制在5M/min至30M/min的范围内。如果卷绕速度低于5M/min,则纤维可能发生不利溶解,并且因此可能无法形成无纺布。如果卷绕速度超过30M/min,则形状可靠性可能会不利地降低。
在下文中,本公开将参考以下实施例进行更详细的描述。以下实施例提供仅用于举例说明性目的,以便更好理解,并且本公开的范围并不限于此。
实施例1
用于进气口过滤器的复合纤维:制造包含在无纺布层中的用于进气口过滤器的形状截面复合纤维。具体地,通过使丙烯、丁烯和乙烯作为共聚单体进行反应来制造低熔点(LM)聚丙烯树脂,即无规三元共聚物。通过将150ppm的过氧化物添加到LM聚丙烯树脂中来制备护层。然后,通过使用护层围绕包含聚丙烯树脂(即,均聚物)的芯,制备由50wt%的护层和50wt%的芯构成的用于进气口过滤器的复合纤维。本文中,用于进气口过滤器的复合纤维的形状截面是椭圆形的,并且复合纤维的细度为1.5丹尼尔。
S10:在梳理中使用三个或以上的梳理装置分别制备无纺布层的三层结构的精细层、中间层和主体层。
具体地,在通过梳理制造的精细层中,用于进气口过滤器的形状截面复合纤维的比率为精细层总重量的65wt%,聚丙烯纤维相对于进气口过滤器的形状截面复合纤维的比率为0.53,纤维的直径为10μm至25μm,并且纤维的表面密度为80g/m
S20:将通过梳理制造的分别包括精细层、中间层和主体层的无纺布层相互堆叠,并在针深度为5mm至12mm并且针刺次数为20至80次的特定针刺条件下通过针刺将无纺布层结合在一起,从而制备复合无纺布。
S30和S40:将如上述制备的复合无纺布的薄板在145℃下热处理20至60秒,从而增加复合无纺布的薄板的物理结合性。然后,以10M/min至30M/min的速度卷绕热处理后的复合无纺布,从而制备进气口过滤器。
实施例2至3
按照与实施例1相同的方法制备进气口过滤器,区别在于用于进气口过滤器的复合纤维的形状横截面具有凹凸结构。
实施例4
按照与实施例1相同的方法制备进气口过滤器,区别在于使用通过使用丙烯和乙烯作为共聚单体反应得到的LM聚丙烯树脂(即,无规共聚物)制备用于进气口过滤器的复合纤维。
实施例5
按照与实施例4相同的方法制备进气口过滤器,区别在于用于进气口过滤器的复合纤维的形状截面具有凹凸结构。
实施例6
按照与实施例1相同的方法制备进气口过滤器,区别在于通过将精细层的用于进气口过滤器的形状截面复合纤维的比率控制为精细层总重量的60wt%来制备进气口过滤器。
实施例7
按照与实施例1相同的方法制备进气口过滤器,区别在于通过将精细层的用于进气口过滤器的形状截面复合纤维的比率控制为精细层总重量的70wt%来制备进气口过滤器。
实施例8
按照与实施例1相同的方法制备进气口过滤器,区别在于通过将精细层的用于进气口过滤器的形状截面复合纤维的比率控制为精细层总重量的55wt%来制备进气口过滤器。
比较实施例1
按照与实施例1相同的方法制备进气口过滤器,区别在于使用包含聚丙烯树脂(即,均聚物)的护层制备用于进气口过滤器的复合纤维(形状截面为圆形)。
比较实施例2
按照与实施例1相同的方法制备进气口过滤器,区别在于使用通过使丙烯和乙烯作为共聚单体反应得到的LM聚丙烯树脂(即,无规共聚物)制备用于进气口过滤器的复合纤维。
比较实施例3
按照与实施例1相同的方法制备进气口过滤器,区别在于使用通过使用丙烯和乙烯作为共聚单体反应得到的LM聚丙烯树脂(即,无规共聚物)制备用于进气口过滤器的复合纤维(形状截面为圆形)。
比较实施例4
按照与实施例1相同的方法制备进气口过滤器,区别在于通过将精细层的用于进气口过滤器的形状截面复合纤维的比率控制为精细层总重量的50wt%,在135℃的热处理温度下制备进气口过滤器。
比较实施例5
按照与实施例1相同的方法制备进气口过滤器,区别在于通过将精细层的用于进气口过滤器的形状截面复合纤维的比率控制为精细层总重量的40wt%,在135℃的热处理温度下制备进气口过滤器。
比较实施例6
按照与实施例1相同的方法制备进气口过滤器,区别在于通过将精细层的用于进气口过滤器的形状截面复合纤维的比率控制为精细层总重量的35wt%,在130℃的热处理温度下制备进气口过滤器。
比较实施例7
按照与实施例1相同的方法制备进气口过滤器,区别在于通过将精细层的用于进气口过滤器的形状截面复合纤维的比率控制为精细层总重量的30wt%,在130℃的热处理温度下制备进气口过滤器。
比较实施例8
比较实施例8是AC-3421进气口过滤器,其是传统的进气口过滤器。
实验实施例1
根据用于进气口过滤器的复合纤维的护层和形状截面的连接类型测定进气口过滤器的性能
进气口过滤器的性能,即,捕捉效率和压力损失,通过改变复合纤维的护层和形状横截面的连接类型而进行测量,并且结果如表1和表2中所示。
表1
表2
当制造和测量根据上述实施例的进气口过滤器时,在用于进气口过滤器的复合纤维制造成具有圆形横截面,其形状横截面不能满足横截面比率1.5的情况下,则理解为未能制备包括复合纤维的无纺布。
另外,无纺布能够通过将用于进气口过滤器的复合纤维的形状截面形成为具有凹-凸结构制备。当制造进气口过滤器时,相比于使用无规共聚物的进气口过滤器,使用无规三元共聚物完成护层的结合的进气口过滤器具有更高的捕捉效率和更高的压力损失性能。
另外,应该理解的是,制备复合纤维使其具有椭圆形结构的形状横截面的进气口过滤器比复合纤维的形状横截面具有凹-凸结构的进气口过滤器具有更好的性能。
实验实施例2:根据精细层相对于复合纤维的比率测量进气口过滤器的性能
通过改变进气口过滤器用形状截面复合纤维相对于精细层总重量的重量百分比(wt%)测量进气口过滤器的性能。根据测试标准KS R ISO 5011:2008,在5.2m
表3
表4
通过改变精细层的用于进气口过滤器的复合纤维的比率制备根据上述实施例的进气口过滤器,并测量了进气口过滤器的性能。根据实施例1和实施例6至8制备的进气口过滤器具有等于或高于目标标准的性能。具体地,应当理解的是,根据实施例1制备的进气口过滤器具有与根据比较实施例8的传统进气口过滤器基本相同的过滤器性能。
相对而言,应该理解的是,根据比较实施例4至7制备的进气口过滤器具有42.23mmAq至47.52mmAq的过滤器阻尼,其低于常规进气口过滤器的过滤器阻尼,初始效率低于98.4%,最终效率低于99.5%,且容污能力小于标准180g。因此,应当理解的是,根据比较实施例4至7制备的进气口过滤器的性能差于实施例1和实施例6至8的进气口过滤器。
因此,应该理解的是,当通过将精细层的用于进气口过滤器的复合纤维的比率设定为55%至75%的范围来制备进气口过滤器时,如实施例1和实施例6至8的情况,过滤器性能等于或高于目标标准。
如前文的描述,根据本公开的实施方式的进气口过滤器能够在最佳条件,如合适比率的聚丙烯,即,用作过滤器介质的单种材料,以及热处理条件下制备。因此,根据本公开的进气口过滤器能够具有与传统进气口过滤器相同的性能,而同时由于组分和材料减少以及处理步骤数量减少而降低了成本和重量。
尽管已经出于举例说明性目的而描述了本公开的示例性实施方式,但本领域技术人员应该理解的是,在不脱离如所附权利要求书中公开的本公开的范围和精神的情况下,有可能进行各种修改、添加和替换。在所有方面,本文公开的前述实施方式应该解释为是举例说明性的而非限制性的。
- 用于车辆的进气口过滤器及其制造方法
- 用于制造静电无纺进气口过滤器的方法及其制造的产品