3D打印机
文献发布时间:2023-06-19 11:27:38
技术领域
本发明涉及打印设备技术领域,具体为一种3d打印机。
背景技术
3D打印机(3D Printers)简称(3DP)是一位名为恩里科·迪尼(Enrico Dini)的发明家设计的一种神奇的打印机,不仅可以“打印”一幢完整的建筑,甚至可以在航天飞船中给宇航员打印任何所需的物品的形状。但是3D打印出来的是物体的模型,不能打印出物体的功能。
现阶段存在的3D打印机多使用塑料、金属、陶瓷以及橡胶类物质等材料作为打印介质,这些材料在具体使用过程中先在熔融箱内融化成液体状,之后在通过喷头在磁性热板上进行堆叠塑性,但由于材料的热膨胀原理,液态材料在低温环境下凝固后其体积会缩小,从而降低成品的精度,甚至会造成成品变形等。
同时,熔融材料从喷头流出时体积变化后与磁性热板的距离改变从而造成滴落位置偏差,引起材料之间接触疏松而导致成品件倒塌。
加热腔内的温度变化,使得熔融材料从喷头流出体积变化与打印装置横向移动速率不匹配导致打印材料堆叠不均匀,从而造成打印件凹凸不平。
由于熔融材料在磁性热板上冷却速度过慢,会使之前已固化的部分温度升高甚至发生变形,还会对之后的材料的冷却定型过程造成影响。
发明内容
本发明的目的是提供一种3d打印机,解决了现有技术中3d打印机打印材料热膨胀之后冷却体积收缩,冷却速度过慢造成成品件变形,熔融材料流出体积变化而导致成品件倒塌等问题。
为了实现上述目的,本发明采用了如下技术方案:.一种3D打印机,包括底架,所述底架的顶部设有多组竖架,任意两个所述竖架之间设有顶架,所述顶架之间通过Y轴控制器设有横梁,所述横梁的外表面通过X轴控制器滑动连接有打印装置,所述顶架的一侧通过Z轴控制器设有底板,其特征在于:
所述打印装置包括助推器,所述助推器的内部滑动连接有原料管,所述助推器的底部设有加热腔,所述加热腔的底部连通有流动腔,所述流动腔的内部设有温度传感器用以检测其内部温度,所述流动腔的底部具备弹性均匀阵列设有多个通孔,所述流动腔的底部中轴线处设有耐热弹性杆,所述耐热弹性杆的底部设有耐热磁球,所述流动腔的底部设有喷头,所述喷头的底部设有电磁铁,所述电磁铁的磁性与耐热磁球的磁性相同,所述电磁铁的内部连通有负温度系数热敏电阻器,所述喷头的一侧设有侧风扇,所述侧风扇的出风口正对喷头底部,所述侧风扇线路与电磁铁串联;
所述底板的顶部均匀阵列设有多个弹簧杆,所述弹簧杆的顶部设有磁性热板,所述所述磁性热板的磁性与电磁铁的磁性相同,所述磁性热板的顶部设有温度传感器用以检测磁性热板顶部的温度梯度。
优选的:所述Y轴控制器包括第一步进电机,,所述第一步进电机与某一竖架固定连接,所述第一步进电机的输出端设有第一传送带,所述第一传送带的端部均设有传送带张紧器,两个对称分布的所述顶架底部设有滑轨,两个所述滑轨内滑动连接有横梁,所述横梁的底部设有传动轮,所述第一传送带绕过传送轮通过限位开关与横梁一端固定连接。
优选的:所述X轴控制器包括第二步进电机,所述第二步进电机与横梁固定连接,所述第二步进电机的输出端设有第二传送带,所述第二传送带的端部设有传送带张紧器,所述第二传送带绕过传送轮通过限位开关与打印装置固定连接。
优选的:所述Z轴控制器包括第三步进电机,所述第三步进电机与某一顶架固定连接,所述第三步进电机的输出端设有丝杆,所述丝杆的外表面设有螺母套,所述螺母套的一侧通过限位开关与底板固定连接
优选的:所述第三步进电机的两侧对称设有多个限位块,所述限位块的一侧与顶架固定连接,所述限位块的内部开设有通孔,所述通孔内设有限位杆,所述限位杆的外表面设有滑套,所述滑套一侧与底板固定连接。
优选的:某一所述底架的顶部设有侧板,所述侧板的一侧设有原料箱,所述原料箱的内部缠绕有原料管,所述原料管的另一端与打印装置滑动连接。
优选的:所述助推器的内部设有两个转轴,所述转轴的外表面设有挤压齿轮,一个所述转轴的另一端设有驱动电机,所述原料管与两个挤压齿轮滑动连接。
优选的:所述磁性热板内部可设计成网状结构,所述磁性热板的内部设有加热丝。
优选的:所述底架的一侧设有数控操作屏,所述温度传感器检测数值汇总至数控操作屏,所述数控操作屏电性控制各电器元件。
优选的:所述喷头的外表面设有喷头罩,所述喷头的一侧设有冷却风扇。
本发明至少具备以下有益效果:
1.通过设置打印装置、第一驱动电机、第二驱动电机和第三驱动电机等部件的相互配合,共同解决了对打印装置在XYZ的精准控制问题,第一驱动电机配合第一传送带带动横梁在Y 轴上高精度移动,第二驱动电机配合第二传送带带动打印装置在X轴上高精度移动,第三驱动电机配合丝杆带动底板在Z轴上高精度移动,同时打印装置内熔融材料并沿喷头流出。该装置结构紧凑,装置完善且联动性强,预热功能和加热功能控制性强,打印装置的移动精度高,可以适应各种3D打印材料的加热融化凝固过程,3D打印加工效果好,加工精度高。
2.通过设置电磁铁、耐热磁球、磁性热板和温度传感器等部件的相互配合,共同解决了打印材料由于热膨胀原理导致熔融材料冷却后体积的变化导致装置损坏的问题。热膨胀原理主要是指外压强不变的情况下,熔融材料温度越大时,其体积越大,冷却后其体积差值越大,因此在实际打印过程中,需要在打印过程中放大打印,使得其冷却后体积缩小至原设计尺寸形状大小。该过程通过对热膨胀原理的逆向运用,使得其冷却后得到所需尺寸,提高打印效果。
3.通过设置电磁铁、耐热磁球、磁性热板和温度传感器等部件的相互配合,解决了逐层打印时熔融材料冷却体积缩小值不同的问题。当对打印件不同层进行打印时,由于加热腔的温度与磁性热板之间存在温度差,因此相同熔融材料冷却后体积的变化值不同,因此通过控制电磁铁通电电压的大小,间接控制电磁铁磁性大小,从而改变对耐热磁球的相斥力,改变喷头流出熔融材料大小,并通过控制第三驱动电机的转动速率以及磁性热板受到电磁铁的斥力值,控制磁性热板与喷头间的间隙使其与熔融材料体积变化值相匹配。使得打印材料不会对打印过程造成干扰,保证喷头的顺畅运行,最后还能在逐层打印中实现不断对流动腔和喷头的除堵作用,保证其畅通性,提高装置的打印效果,保证打印效率。
4.通过设置电磁铁、耐热磁球、磁性热板和温度传感器等部件的相互配合,解决了同层打印时加热腔温度变化导致打印件同层凹凸不平的问题。在同层打印时由于加热腔温度升高导致其内部熔融材料体积增大,此时根据电磁铁内具备的负温度系数热敏电阻器,温度越高电阻越小,电压不变导致电磁铁磁性增大,喷头开口增大,同时电磁铁对磁性热板相斥带动起向下移动用以对熔融材料的高度进行补偿,同时第一步进电机和第二步进电机转动速率增大,依次带动打印装置的移动速率与熔融材料的横向体积变化值相匹配,因此避免因温度升高导致熔融材料体积变化从而造成在打印件横向上的凹凸不平的情况发生,提高打印件的打印质量,保证打印效果。
5.通过设置侧风扇和内部的液氮箱等部件相互配合,共同解决了对打印位置的快速冷却问题,侧风扇的出风口正对喷头底部,并配合液氮箱可以对打印位置进行快速冷却,同时在进行逐层打印时,温差增大,电磁铁两端电压增大,侧风扇与电磁铁电路串联,因此侧风扇的电流增大,功率增大,出来的风力增大,因此借助液氮箱可以对温差增大的情况进行更加快速的冷却效果;在进行同层打印时,由于加热腔温度升高,温差增大,因此电磁铁电阻减小,电流增大,侧风扇功率增大,配合液氮箱可以对该位置进行定点快速高效冷却,避免其高温状态对周围的打印材料产生影响,甚至造成损坏。
附图说明
为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
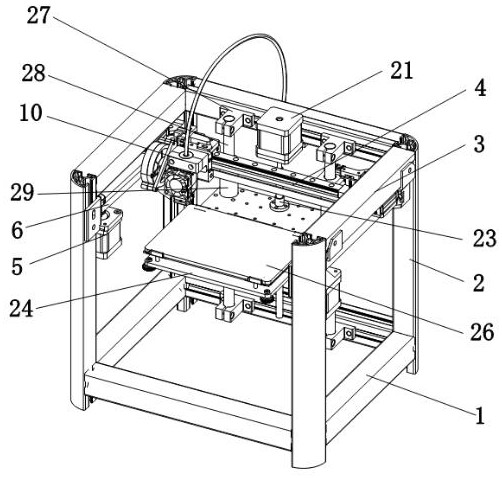
图1为本发明结构示意图;
图2为本发明正视示意图;
图3为本发明侧视示意图;
图4为本发明3D打印装置结构示意图;
图5为本发明助推器内部剖视示意图;
图6为本发明打印装置部分正视剖视图;
图7为本发明第二实施例需求打印形状A;
图8为本发明第二实施例实际打印形状B;
图9为本发明第二实施例实际打印冷却后形状C;
图10为本发明第二实施例放大打印后形状D;
图11为本发明第二实施例放大打印冷却后形状E。
图中:1、底架;2、竖架;3、顶架;4、横梁;5、第一步进电机;6、第一传送带;7、第二步进电机;8、第二传送带;9、传动轮;10、打印装置;11、助推器;12、原料管;13、加热腔;14、冷却风扇;15、喷头;16、喷头罩;17、侧风扇;18、驱动电机;19、挤压齿轮;20、转轴;21、第三步进电机;22、丝杆;23、螺母套;24、底板;25、弹簧杆;26、磁性热板;27、限位块;28、限位杆;29、滑套;30、原料箱;31、滑轨;32、流动腔;33、耐热弹性杆;34、耐热磁球。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
参照图1-5,本发明提供一种3D打印机,包括底架1,底架1的顶部设有多组竖架2,任意两个竖架2之间设有顶架3,顶架3之间通过Y轴控制器设有横梁4,Y轴控制器包括第一步进电机5,第一步进电机5与某一竖架2固定连接,第一步进电机5的输出端设有第一传送带6,第一传送带6的端部均设有传送带张紧器,两个对称分布的顶架3底部设有滑轨 31,两个滑轨31内滑动连接有横梁4,横梁4的底部设有传动轮9,第一传送带6绕过传送轮9通过限位开关与横梁4一端固定连接,因此通过第一步进电机5可以精准带动横梁4在 Y轴方向移动,提高控制精度,横梁4的外表面通过X轴控制器滑动连接有打印装置10,X 轴控制器包括第二步进电机7,第二步进电机7与横梁4固定连接,第二步进电机7的输出端设有第二传送带8,第二传送带8的端部设有传送带张紧器,第二传送带8绕过传送轮9 通过限位开关与打印装置10固定连接,因此通过第二步进电机7可以精准带动打印装置10 在X轴方向移动,提高控制精度,传送带张紧器的主要主要是为了保证第一传送带6和第二传送带8时刻处于张紧状态,这样在第一传送带6和第二传送带8工作时不会因为松散的状态造成其不能带动X轴控制器和X轴控制器移动,从而使其具有很好的进给精度,顶架3的一侧通过Z轴控制器设有底板24,Z轴控制器包括第三步进电机21,第三步进电机21与某一顶架3固定连接,第三步进电机21的输出端设有丝杆22,丝杆22的外表面设有螺母套23,螺母套23的一侧通过限位开关与底板24固定连接,第三步进电机21的两侧对称设有多个限位块27,限位块27的一侧与顶架3固定连接,限位块27的内部开设有通孔,通孔内设有限位杆28,限位杆28的外表面设有滑套29,滑套29一侧与底板24固定连接,借助限位杆28 可以对底板24的移动起到很好的支撑保护作用,避免其发生倾斜,因此通过第三步进电机 21可以精准带动底板24在Z轴方向移动,提高控制精度,通过三个步进电机,可以实现打印装置10在空间内XYZ轴方向精准移动,且由于Z轴方向需要承载底板24和成品件,以及在高度上进给量要求精度较高,因此使用丝杆螺母结构,这样可以更好的做到对精度的调节,避免因此打印装置10的移动问题影响3D打印精度。
打印装置10包括助推器11,助推器11的内部滑动连接有原料管12,助推器11的底部设有加热腔13,加热腔13的底部连通有流动腔32,流动腔32的底部具备弹性均匀阵列设有多个通孔,流动腔32的底部设有喷头15,喷头15的外表面设有喷头罩16,喷头15的一侧设有冷却风扇14,冷却风扇14主要对喷头15外表面进行降温,防止其温度过高对装置其他部件造成影响,某一底架1的顶部设有侧板,侧板的一侧设有原料箱30,原料箱30的内部缠绕有原料管12,原料管12的另一端与打印装置10滑动连接,助推器11的内部设有两个转轴20,转轴20的外表面设有挤压齿轮19,一个转轴20的另一端设有驱动电机18,原料管12与两个挤压齿轮19滑动连接,原料箱30内部的原料管12进入打印装置10内部的助推器11内部,助推器11内部的驱动电机18转动可以带动两个挤压齿轮19转动从而实现原料管12向下进给,从而进入加热腔13内部,加热腔13内部借助高温将原料管12内的材料融化,熔融材料进入流动腔32内并借助底部通孔落入喷头15内,最终由喷头15流出,该过程中可以控制打印材料的进给量和熔融程度,从而使材料融化最终由喷头15流出,装置简单快捷,控制精度高,控制范围广,第一传送带6和第二传送带8多用齿带,这样具备更好的限位摩擦力,同时第一传送带6和第二传送带8的齿距越小,丝杆22的螺距越小,打印装置 10的移动位置越精确,3D打印件的加工精度越高。
底板24的顶部均匀阵列设有多个弹簧杆25,弹簧杆25的顶部设有磁性热板26,弹簧杆 25起到很好的缓冲保护作用,防止装置数据出现误差时底板24上升导致磁性热板26与喷头 15挤压造成部件损坏,磁性热板26的内部设有加热丝,加热丝的主要作用是起到对磁性热板26的加热作用,防止熔融后的最底层打印材料在磁性热板26上因此冷却造成翘边现象,磁性热板26内部可设计成网状结构,网状结构便于取下3D打印后的成品件,避免因为底部熔融的打印材料与磁性热板26粘合过于紧密导致不方便取下,最终用工具时造成对成品件的损坏,底架1的一侧设有数控操作屏,数控操作屏电性控制各电器元件,将3D打印需要的三维图借助U盘等输入数控操作屏,装置会自动计算打印装置10最佳行进路线,并控制各电器元件的开关时间和速率以及加热腔13的加热温度,从而获得最佳的打印成品件。
使用时,先打开机器开关,并操作数控操作屏控制开启磁性热板26,使其在未加工时及进行预热,达到打印材料所需的预热温度,此时可将带有3D打印图形的U盘插入数控操作屏,选择要打印图案并开启装置,数控操作屏内的控制中心会根据图案本身核算出打印装置10的行进路线以及各元器件的运行情况,于此同时,第一步进电机5启动带动第一传送带6转动从而控制横梁4在Y轴方向上的移动,第二步进电机7启动带动第二传送带8转动从而控制打印装置10在X轴方向上的移动,第三步进电机21启动带动丝杆22转动,从而带动底板 24向上移动并与喷头15触碰,经过底边24上多点触碰从而获取底板24的平整度,起到初步检测的功能。
预热和检测完成后开始打印工作,具体为:开启加热腔13内的加热部件,使得加热腔 13温度逐步升高,达到一定温度后驱动电机18转动带动挤压齿轮19转动,从而挤压带动原料管12不断向下一定,使得原料管12进入加热腔13内部,加热腔13内部的高温环境使得原料管12不断融化,最终熔融后的材料沿底部通孔进入喷头15内部并不断流出,配合喷头15内熔融材料的流出过程,第一步进电机5、第二步进电机7和第三步进电机21同步控制打印装置10和磁性热板26在装置内XYZ轴方向上的运动,以保证喷头15的打印点位于最佳位置,通过降低第一传送带6和第二传送带8的齿距以及丝杆22的螺距,可以提高打印装置 10的移动精度,从而提高打印精度。该装置结构紧凑,装置完善且联动性强,预热功能和加热功能控制性强,打印装置10的移动精度高,可以适应各种3D打印材料的加热融化凝固过程,3D打印加工效果好,加工精度高。
基于第一实施例提供的一种3D打印机,可以完成3D打印工作,获取所需打印件,但是在实际使用过程中,由于打印材料具备热膨胀现象,即在外压强不变的情况下,熔融材料温度越大时,其冷却后的体积变化量越大,因此从喷头15流出的熔融材料在磁性热板26顶部冷却凝固后体积会发生收缩,从而造成打印件形状的变化,甚至打印件收缩程度过大会造成损坏,从而大大降低成品率,为解决该问题,结合图6-11,该一种3D打印机还包括:流动腔32的内部设有温度传感器用以检测其内部温度,通过其内部温度间接测算出打印材料的热膨胀体积增大值,流动腔32的底部具备弹性均匀阵列设有多个通孔,流动腔32底部具备弹性,因此打印材料落至流动腔32底部后对其进行挤压,流动腔32的底部中轴线处设有耐热弹性杆33,耐热弹性杆33的底部设有耐热磁球34,喷头15的底部设有电磁铁,电磁铁的磁性与耐热磁球34的磁性相同,因此通过控制电磁铁的电压,即可控制电磁铁内部通电电流,从而可以对电磁铁磁性大小进行控制,电磁铁通过自身磁性对耐热磁球34进行排斥,使得耐热磁球34挤压耐热弹性杆33并向上移动,增大喷头15的开口大小,使得更多的熔融材料可以沿喷头15流出,同时,由于耐热磁球34受到相斥磁力,使得其对流动腔32底部的压力减小,流动腔32底部借助自身的弹性晃动回弹,从而对通孔内的打印材料进行一次振动去堵,保证流动腔32熔融材料的流动性,防止其发生堵塞,磁性热板26的顶部设有温度传感器用以检测磁性热板26顶部的温度梯度,通过磁性热板26对顶部的温度检测,从而计算出打印材料在各层的冷却温度差,依次计算出打印材料体积变化值,从而通过改变电磁铁的电压值进行控制。
使用时,由于打印材料在高温融化后具备热膨胀现象,即在外界压强一定的情况下,材料的温度越高,其体积变化越大,因此如图7所示,当所需3D打印的形状为A时,如果直接按照A图形所示的形状B将熔融材料打印出来,则打印材料在外界温度降低后冷却导致体积变小,最终获得冷却后实际形状C,该图形形状与所需的A相比体积变化较大,不能满足正常客户需求,甚至体积变化过大时会导致内部结构不稳发生断裂倒塌现象;因此根据热膨胀现象原理,采用逆向思维,及将熔融材料放大打印的形状改为D,则在外界压强与温度不变的情况下,其打印材料冷却后体积减小的程度一致,因此最终会获得冷却后实际形状E,该冷却后实际形状E与所需的形状A基本体积一致,且冷却后的材料具备更好的强度和韧性,可以适应各种环境且不发生损坏,打印效果好。
有了以上的原理支撑,结合装置内的现有部件只需稍加改动,即可完美实现以上所述原理。具体为:首先装置内的数控操作屏内部的计算系统会通过多次试验和数据反馈,以及根据材料自身不同的性质,获取原料管12内部的打印材料在不同温度差情况下对应的体积变化值,此值可通过前期多次试验获取,也可根据3D打印过程中的实时反馈获取,具体不在赘述,同时借助流动腔32内部的温度传感器检测其内部温度,磁性热板26顶部的温度传感器检测到的磁性热板26顶部的温度梯度值,获取磁性热板26同层温度值与流动腔32内部的温差值,借助该温差值核算出打印材料热膨胀对应的体积减小值,以此反向控制,只需增大熔融材料的流出体积,则材料冷却后的实际体积就与所需体积相符了,因此此时只需增大喷头15底部的电压,使得其通过电流随之增大,借助其电磁铁电流的增大,其电磁铁端部的磁性随之增大,因为耐热磁球34的磁性与电磁铁相同,因此电磁铁会带动耐热磁球34向上移动,从而增大耐热磁球34与喷头15的间隙,使得沿喷头15流出的熔融材料的体积增大,最终该打印材料冷却后得到的体积即为所需的材料体积。
随着第三步进电机21带动底板24向下移动,打印材料在磁性热板26顶部的层数增高,其在该层的温度值大小也会发生变化,流动腔32内温度传感器检测到的温度值与磁性热板 26顶部的温度传感器检测到的在该层的温度值的差值发生变化,具体为该差值增大,差值增大同步就需要增大从喷头15流出的熔融材料的体积,有上述可知需要增大电磁铁两端的电压值以增大其磁性,从而增大耐热磁球34与喷头15之间的间隙实现熔融材料流出的体积。
与此同时,当成品件某一层完成打印后需要对下一次进行打印,喷头15的高度未发生变化,而底板24在下降过程中借助第三步进电机21带动下降,由于磁性热板26的顶部存在温差,因此沿喷头15流出的熔融材料的体积不同,体积不同对应的流下的熔融材料的高度不同,如果第三步进电机21仍然带动底板24沿之前的下降高度进行下降,则会发生喷头15和成品件之间的间隙与流下的熔融材料的高度相比过小,从而导致熔融材料对喷头15流液不畅而造成堵塞,造成重大安全事故,为避免该情况发生,某一层完成打印并对下一次进行打印时,第三步进电机21带动丝杆22转动的圈数较之前会多一些,从而带动底板24同步下降的更多高度,该下降的高度差与沿喷头15流出的熔融材料的高度差相匹配即可,因此磁性热板26 的顶部温度传感器检测到的是实时的温度梯度,因此不同层数的温度差提前即可在中控系统中核算出来,并直接控制第三步进电机21的转动圈数即可,在对3D打印成品件进行逐层打印的过程中,由于电磁铁两端的电压也在不断发生变化,同步带动电磁铁的磁力值也在不断发生变化,由于磁性热板26的磁性与电磁铁磁性相同,因此电磁铁的磁力值的变化值也会对磁性热板26的斥力增大,因此会带动磁性热板26挤压弹簧杆25向下运动,也会同步增大其与喷头15的间隙,因此在控制第三步进电机21的转动速率时,应将磁性热板26自身的下降高度核算进去,具体应为底板24的下降高度与磁性热板26的下降高度刚好等于熔融材料流出喷头15时的高度差。
同样的,该3D打印机对成品件进行逐层打印时,由于其电磁铁的磁力大小不断发生变化,因此电磁铁对耐热磁球34的斥力也在不断增大,因此耐热磁球34对耐热弹性杆33的拉力对应不断减小,因此耐热弹性杆33对流动腔32底部的弹性板的作用力也在不断发生变化,在实际打印过程中借助该变化值可以使得弹性板不断进行弹性振动,从而使得其顶部的熔融材料随之发生晃动,因此对弹性板内的通孔不断进行冲击作用,顺带对喷头15底部进行冲击,避免其内部的熔融材料发生堵塞,从而降低流出效率,影响打印效果。
该装置借助电磁铁很好的解决了打印材料热膨胀原理导致的打印成品的体积变化,根据不同的打印层数控制熔融材料不同的流出体积,从而保证其在冷却后可以达到所需的成品体积,同时还顺带补偿了打印材料流出体积变化对应的与磁性热板26的高度变化差值,使得打印材料不会对打印过程造成干扰,保证喷头15的顺畅运行,最后还能在逐层打印中实现不断对流动腔32和喷头15的除堵作用,保证其畅通性,提高装置的打印效果,保证打印效率。
基于第三实施例提供的一种3D打印机,在实际使用时如果喷头15在同一层进行打印时,由于加热腔13内部的温度发生变化时,打印材料的热膨胀程度会随之发生变化,因此其冷却后体积的变化也会变化,该变化会导致同一层打印材料粘合不牢固,甚至出现凹凸不平的现象,从而降低打印效果,为解决该问题,对一种3D打印机的具体分析如下:电磁铁的内部连通有负温度系数热敏电阻器,负温度系数热敏电阻又称NTC热敏电阻,是一类电阻值随温度增大而减小的一种传感器电阻。
当喷头15在磁性热板26同层进行打印时,加热腔13内的温度突然因某种故障导致内部温度升高,借助材料热膨胀原理,温度越高,冷却后体积减小差值越大,此时由于电磁铁内部具有负温度系数热敏电阻且电磁铁两端电压一定,因此其电磁铁内部的电流增大,其电磁铁的磁性随之增大,以此对耐热磁球34的斥力增大,从而耐热磁球34向上移动并增大与喷头15的间隙,最终使得流出喷头15的熔融材料的体积随之增大,根据热膨胀原理使得高温下的熔融材料冷却后达到所需的形状体积。
同时,由于在同层打印时滴落的熔融材料的体积增大,则其高度也会随之增大,喷头15 与原打印件的高度差不变,因此如果不对高度进行补偿的话,沿喷头15流出的熔融材料会对喷头15造成堵塞,此时磁性热板26的磁性与电磁铁相同,因此由于电磁铁的磁性增大,则电磁铁对磁性热板26施加向下的磁性斥力,使得其与喷头15的高度增大,依次来补偿熔融材料高度的增大量,使得熔融材料仍可以落至打印件上且不对喷头15造成堵塞,实现很好的工作状态,避免对喷头15造成损坏。
同时,由于在同层打印时滴落的熔融材料的体积增大,其在横向上的长度会随之发生变化,如果第一步进电机5或者第二步进电机7仍按照原本的传送速度带动打印装置10移动,则在同一平面上难免会发生堆积,最终冷却后造成成品件的凹凸不平,不免会影响产品质量。此时由于加热腔13内温度检测器检测到的其温度值升高,中控系统会根据温度变化值增大第一步进电机5和第二步进电机7的输出轴的转动速度,在相同时间内使得第一传送带6和第二传送带8转动更多距离,从而实现打印装置10在打印件同一层面上的长度补偿,使得打印装置10的移动距离的变化值刚好等于熔融材料长度的变化值,核心为单位时间内打印装置 10的移动距离刚好等于熔融材料流出喷头15后的长度值,因此避免因温度升高导致熔融材料体积变化从而造成在打印件横向上的凹凸不平的情况发生,提高打印件的打印质量,保证打印效果。
基于第四实施例提供的一种3D打印机,其在实际使用时熔融材料的快速冷却仍是一个非常需要解决的问题,因为熔融材料快速冷却后不会对后续的打印材料的冷却过程造成影响,同时打印件会具备很好的立体感,不会因为粘连过久导致打印材料倒塌等情况发生。为了解决该问题,结合图6,该一种3D打印机还包括:喷头15的另一侧设有侧风扇17,侧风扇17 的出风口正对喷头15底部,侧风扇17线路与电磁铁串联,侧风扇17的出风口处设有液氮箱,侧风扇17的作用主要对熔融材料落至打印件后进行风冷,并且借助风力带动液氮对熔融材料进行快速冷却,冷却快速且效果好,液氮也会对侧风扇17的风力做一定的阻碍,防止风力过大把打印件吹倒,同时由于侧风扇17的线路与电磁铁串联,因此电磁铁内的电流电压变化同样会带动侧风扇17内的风力大小的改变,并借助液氮实现对不同温度的熔融材料的不同冷却速度,以此做到定点定量快速冷却,适应不同温度,做到更好的冷却效果。
有第三实施例可知,当打印机完成一层打印开始对下一层进行打印时,电磁铁的通电电压会同步增大以增大电测铁的磁性,并配合第三步进电机21的转动圈数差值共同配合对熔融材料体积增大值的补偿,此时由于侧风扇17与电磁铁电路串联,因此电磁铁电路的电压增大会同步增大侧风扇17的工作功率,使其风冷效果更好,同时由于侧风扇17的出风口设有液氮箱,因此功率增大的侧风扇17产生的风力会带出更多的液氮蒸汽到达熔融材料处进行快速风冷。借助侧风扇17与电磁铁电路的配合,共同解决对3D打印机逐层打印时不同温差的熔融材料的快速冷却,使得装置更具备实时控制特性,打印件不同层数的材料冷却后具备不同的体积差值,对应的侧风扇17给予其不同的风力功率,冷却效率更高,且更加节省资源,避免造成能源浪费。
有第四实施例可知,当打印机对打印件的同一层进行打印时,由于加热腔13内部的加热温度发生变化,熔融材料热膨胀冷却后的体积缩小值也不相同,如若加热腔13内温度升高,则借助电磁铁内部设有的负温度系数热敏电阻器,其电阻减小电磁铁磁性增大,同时由于电磁铁电路与侧风扇17电路串联,整体电路电压不变,则侧风扇17位置的电流增大功率增大,因此侧风扇17吹出的冷风的功率增大,从而借助液氮箱可以对该位置进行定点的更好的冷却效果。在同一层的打印过程中侧风扇17仍可以对加热腔13内部的温度变化产生相对应的冷却效果,以实现定点高效冷却,避免其高温状态对周围的打印材料产生影响,甚至造成损坏。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
- 用在3D打印机中的3D打印机头、具有这种3D打印机头的3D打印机、用于操作这种3D打印机的方法以及使用这种3D打印机所生产的打印品
- 3D打印机构造箱系统、3D打印机、3D打印机系统、构造箱系统的用途和3D打印方法