一种用于金刚石刀具修正的装置及方法
文献发布时间:2023-06-19 11:30:53
技术领域
本发明涉及一种用于金刚石刀具修正的装置及方法,属于半导体材料加工设备技术领域。
背景技术
一般在制造半导体集成电路的时候,需要对硅晶片上形成的层间绝缘层(SiO
硅环几何形状、导气孔一般使用加工中心、打孔中心完成,现有的硅环倒角方法一般采取刀具偏移的方式来实现,即:采用圆柱形刀具在x轴和z轴的偏移量的变动来实现C倒角或R倒角。由于硅的莫氏硬度达到了7.3,加工中金刚石刀具的进刀量很小,如果进刀量过大容易造成边缘崩边和破损,会导致加工效率降低,倒角耗费很长的时间。由于刀具在x轴和z轴的移动量不一样,会导致刀具变形,刀具的寿命受到很大的影响,需要经常进行形状的修正。现有的刀具修正一般有两种方法,一是采用手工在平盘上加研磨砂对金刚石刀具底部进行修正,二是在加工中心上用修刀石和刀具进行对磨修正。
发明内容
基于以上现有技术,本发明的目的在于提供一种用于金刚石刀具修正的装置,该装置结构简单,成本低,能够高效地进行金刚石刀具修正。
本发明的另一目的在于提供一种采用所述装置进行金刚石刀具修正的方法。
为实现上述目的,本发明采用以下技术方案:
一种用于金刚石刀具修正的装置,该装置包括修刀砂轮、底座、驱动电机;修刀砂轮中间为中空、底部带安装卡扣,通过螺母直接固定在底座上,驱动电机驱动底座旋转同时带动修刀砂轮旋转。
一种采用所述装置进行金刚石刀具修正的方法,包括以下步骤:
(1)将修刀砂轮固定在底座上,使修刀砂轮完全湿润;
(2)在加工中心上确定坐标系位置,确定待修正刀具底到修刀砂轮表面的距离;
(3)打开驱动电机,底座带动修刀砂轮旋转,启动修刀程序,待修正刀具在修刀砂轮表面进行往复移动;
(4)刀具修正完成后,进行超声清洗,煮沸去除油污和表面碎渣。
在所述步骤(1)中,修刀砂轮的目数选择和待修正刀具的颗粒目数一致。一般根据实际使用情况的不同,砂轮目数选择范围为#80-#2000之间。
在所述步骤(3)中,底座的旋转速度为20-100RPM;刀具旋转速度为4500RPM。
修刀工装底座的旋转转速越低扭矩越大,在同样的条件下能够更多更快的去除待修正刀具底部的金刚石。待修正刀具的转速越高同样条件下能更快的去除磨损变形的底部金刚石部分。
本发明的优点在于:
通过本发明的装置及方法进行金刚石刀具修正,可以获得金刚石刀具表面的垂直度和平面度以及表面光洁度的大幅度提升改善。
附图说明
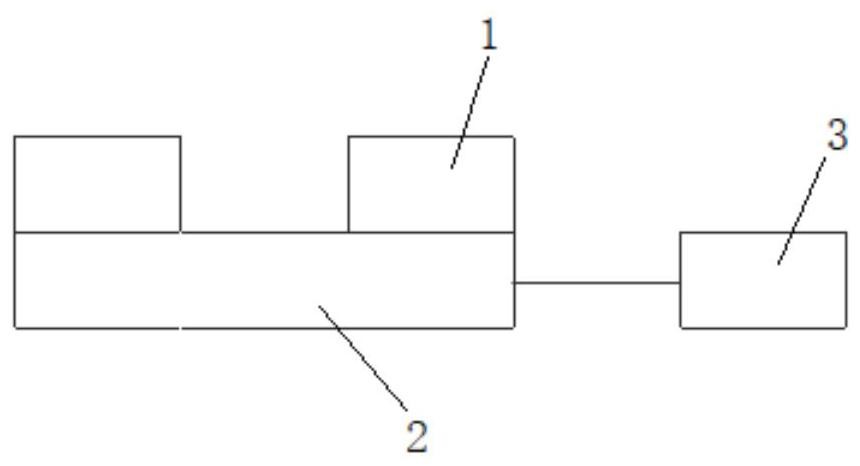
图1为本发明用于金刚石刀具修正的装置的结构示意图。
图2为修刀石的结构示意图。
具体实施方式
以下通过结合附图及实施例对本发明进行详细说明,但本发明并不仅限于此。
如图1所示,本发明用于金刚石刀具修正的装置,该装置包括修刀砂轮1、底座2、驱动电机3;修刀砂轮1中间为中空,底部带安装卡扣,通过螺母直接固定在底座2上,底座2通过螺栓固定在加工中心台面上;驱动电机3驱动底座2旋转同时带动修刀砂轮1旋转。该装置位置可以任意调节,修刀砂轮转速可以通过驱动电机3的设定进行调整,可以调整范围为20-100RPM;待修正刀具底部和修刀砂轮1的顶部接触对磨,同时修刀砂轮和待修正刀具都在旋转,这样可以有效提高刀具修正的效率,同时待修正刀具安装在主轴上,可以保证修正完刀具底部的平面度和垂直度。
实施例1
该实施例中,使用上述装置进行金刚石刀具修正的过程包括以下步骤:
(1)将修刀砂轮固定在底座上,通过喷嘴将修刀砂轮完全湿润;使用的液体为按照比例混合的水溶性切屑液,水溶性切屑液的冷却和润滑效果更好。
(2)在加工中心上确定坐标系位置,确定待修正刀具底到修刀砂轮表面的距离;根据一般的加工经验该距离定位0.1-0.2mm之间,因为金刚石刀具正常使用后的底部磨损量一般在0.1-0.2mm之间,这个距离和刀具的磨损量保持一致。
(3)打开驱动电机,底座带动修刀砂轮旋转,调整刀具的转速和进刀量,进行刀具的底部修正,具体参数如表1所示。
(4)刀具修正完成后,进行超声清洗,煮沸去除油污和表面碎渣。
使用边缘轮廓仪和粗糙度仪测量金刚石砂轮的底部边缘形貌,结果如表1所示。
表1
从结果中可以看出,使用本发明中的装置和方法,可以大幅度提高金刚石刀具表面的垂直度、平面度以及表面光洁度。
图2中的修正砂轮通过螺母固定在底座上方便拆卸,修正砂轮磨损后直接更换即可。
- 一种用于金刚石刀具修正的装置及方法
- 用于聚晶金刚石刀具的电火花砂轮复合刃磨装置及方法