用于制造薄玻璃的方法和装置以及薄玻璃带
文献发布时间:2023-06-19 11:39:06
技术领域
本发明总体上涉及使用热成型工艺来制造盘形玻璃元件。本发明尤其涉及非常薄的玻璃的制造。
背景技术
具有小于250μm的厚度的非常薄的玻璃的大面积制造仍然是特别的挑战,尤其是当对表面特性和最大厚度变化提出高要求时。
制造非常薄的玻璃的一种可行方案是将较厚的玻璃片减薄到所需的厚度。例如,可以通过蚀刻
但是,这种再加工是昂贵且费时的。
WO 2008/093153 A1描述了一种制造方法,在该制造方法中将空心的预成型件充气。然而,如许多应用所要求的那样,以这种方式生产的薄玻璃最初是中空圆柱形的并且不是扁平的。
发明内容
因此,本发明的目的在于简化非常薄的玻璃的制造,增加制造过程的稳定性,并且因此也在质量上改进薄玻璃。
该目的通过独立权利要求的主题来解决。本发明的有利的设计方案在分别的从属权利要求中给出。
相应地,本发明提供一种用于制造扁平的薄玻璃带的方法,在该方法中,玻璃被熔化并且从引导玻璃熔体的容器中排出并且在使用沿着该薄玻璃带的纵向方向作用的拉力的情况下从容器向下拉制成具有最大250μm的厚度的薄玻璃带,其中,该薄玻璃带在排出之后被冷却,直至其低于玻璃温度(Glastemperatur)T
与此相应地,也提出一种用于制造扁平的薄玻璃带的装置,该装置具有
-用于容纳玻璃熔体的容器,融化的玻璃从该容器中排出并且能够向下拉伸,以及
-设置有冷却装置,以用于受控地冷却从容器中排出的薄玻璃带。该装置还具有
-拉制装置,以用于对薄玻璃带施加拉制,并由此将薄玻璃带拉制到最大250μm的厚度,其中该拉制装置用于施加拉力,
-包括至少两对拉制辊,该拉制辊横向于拉制方向彼此间隔开地布置,以将薄玻璃带分别夹在两个拉制辊之间,其中拉制辊布置在冷却装置之后并且与喷嘴如此远地间隔开地布置,使得薄玻璃带与拉制辊的接触仅在玻璃的最高500℃的温度下进行。
在此,决定性的温度是拉制辊和玻璃带接触的位置处的温度。
此外,拉制辊对如此远地彼此间隔开,使得它们不位于玻璃带的质量面或质量范围中,而是在随后在工艺中被切断的面以外处工作,使得玻璃的质量面不被拉制辊接触。换句话说,拉制辊彼此相距设置得如此远,使得它们仅接触边缘侧的区域,该边缘侧的区域稍后作为滚边(Borten)被分离出来。
玻璃温度(还称为转变点)是玻璃从粘性区域转变到固体区域的温度。玻璃温度T
对于该方法或装置,可应用下拉法和溢流熔接法。在溢流熔接法中,容器构造为溢流槽,其中,玻璃熔体在上方排出,在两侧在溢流槽上方以两股玻璃流行进,并且这两股玻璃流在溢流槽下方汇合成玻璃带。然后将这种仍然热的且粘性的玻璃带拉制成薄玻璃带。在下拉法中,容器具有伸长的喷嘴,玻璃溶体从该喷嘴向下流走或排出。
利用这里所述的措施,特别是也可以可靠地并且以小的厚度波动拉制最薄的玻璃。因此,特别关注如下方法,在该方法中,拉制厚度为最高100μm、尤其最高70μm、优选最高50μm的薄玻璃带。也还可以制造厚度为30μm或厚度更小的更薄的玻璃。
拉制辊布置在容器下方,使得拉制辊对向下运动的薄玻璃带施加垂直拉制。
在非常薄的玻璃带的情况下,如通过该方法生产的那样,喷嘴和达到玻璃温度的位置之间的冷却路段可以保持较短。这有利于限制对玻璃带厚度的外部影响,如像沿着薄玻璃带传播的振动。根据一种改进方案,为此规定,在温度T
此外有利的是,玻璃从容器上脱离的点与拉制辊和薄玻璃带的接触点之间的间距处于2至4米的范围内。
优选的拉制速度在每分钟0.4米至每分钟50米之间。薄玻璃带越薄,带拉制得越快,使得根据一种实施方式,经加工的玻璃量保持大约恒定。拉制速度与玻璃厚度的匹配被证明在厚度波动的抑制方面也是特别有利的。因此,根据本发明的一种实施方式规定,以取决于薄玻璃带的厚度的速度拉制薄玻璃带,使得以米/分钟为单位表示的拉制速度与以微米为单位表示的玻璃厚度的乘积位于200和1000(即2*10
附图说明
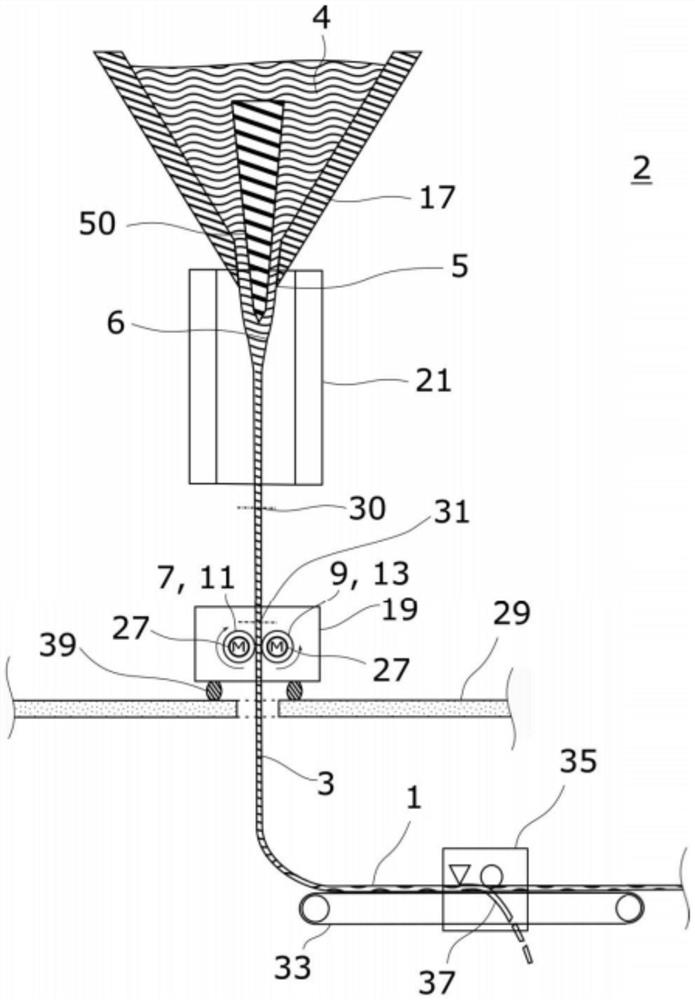
图1示意性地示出了用于以下拉法来制造薄玻璃带的装置。
图2示出了一种变型方案,在变型方案中,玻璃带以溢流熔接法被拉制。
图3示出了两个辊对在薄玻璃带上的布置。
图4示出了在其中绘制薄玻璃带的厚度波动的振幅作为拉制速度的波动的周期的函数的曲线图。
图5和图6示出了具有不同厚度变化的薄玻璃带。
图7示出了具有弹性体罩的拉制辊。
具体实施方式
图1示意性地示出了用于制造薄玻璃带1的装置2的一种优选的实施方式。用于制造扁平的薄玻璃带1的装置2包括用于容纳玻璃溶体4的容器17。熔融的玻璃从容器中排出并被向下拉伸。根据一种优选的实施方式,容器17在其下侧具有喷嘴5,玻璃溶体4从喷嘴中排出。
为了获得延展的薄玻璃带1,喷嘴5构造为伸长的或缝隙形的。图1以玻璃带的棱边的观察方向示出一种布置方式。因此,喷嘴5的纵向延伸范围在此垂直于附图平面并且因此在图中不可见。如果将玻璃从向下开口的喷嘴5中抽出,如在所示的示例中那样,则称为下拉法。
在下拉法的一种变型方案中,将剑状物50插入到喷嘴中,该剑状物从喷嘴5中伸出。在此,玻璃熔体在两侧沿着剑状物50流动,并且两个分流在剑状物的下端汇合。通过拉伸,在从剑状物50的端部起的区域中,玻璃带1的厚度减小如此之久,直至玻璃3在同时进行的冷却的过程中已经变得足够牢固并且不再变形。这个厚度减小的区域也被称为拉制拱顶部(Ziehzwiebel)6。为了以受控的方式冷却玻璃3,设置有冷却装置21。在此重要的是,冷却装置21不必进行主动冷却。相反,该冷却装置用于控制冷却过程,必要时甚至使其变慢。因此,冷却装置可以如在退火炉中的情况那样具有加热装置,以抵抗过快的冷却。在此有利的是,冷却不仅可以沿拉制方向、而且可以横向于拉制方向进行控制,这是因为玻璃带中的温度的横向梯度恰好一起引起厚度变化和保持的应力。因此,根据一种实施方式,在冷却装置21中安装加热-冷却模块,其在横向方向上具有100mm、更好50mm和优选25mm的最大延展范围。该加热-冷却模块可以单独操控,以能够影响温度分布。由此可以实现,在冷却过程中可以减小横向于玻璃带的温度梯度。为了控制这些梯度,根据一种改进方案,在冷却装置之后安装热敏相机,其能够测量横向于玻璃带的拉制方向的玻璃温度。因此,玻璃带中的温度梯度被设定为最大0.1K/cm。以这种方式,玻璃带在端部上获得良好的厚度恒定性和小的应力,并且能够在不断裂的情况下进一步得到加工。
当薄玻璃带1沿拉制方向远离喷嘴5运动时,薄玻璃带1的玻璃3因此被冷却下来,直至其在位置30处达到玻璃温度T
装置2还具有拉制装置19,以便将拉制施加到薄玻璃带1上。该拉力沿着薄玻璃带1延伸直至变形区或拉制拱顶部6,使得薄玻璃带1由此被拉制到最高250μm的厚度。尤其也能够拉制具有最高70μm的厚度或者甚至最高50μm的厚度的薄玻璃带1。以这种方式,与例如减薄蚀刻的玻璃不同,薄玻璃带1具有相应低粗糙度的火焰抛光的表面。玻璃表面的粗糙度尤其能够小于或等于5nm、优选小于或等于2nm、更优选最高为1nm或甚至为仅仅最高0.5nm。
为了施加拉力,该拉制装置19包括至少两对拉制辊7、9、11、13,它们横向于拉制方向彼此间隔开地布置。基于图1的图示,在观察玻璃棱边的情况下,辊垂直于附图平面间隔开,使得一对拉制辊11、13被另一对拉制辊7、9遮盖。如从该图示中可看出的那样,拉制辊7、9、11、13布置在冷却装置21之后并且与喷嘴5如此远地间隔开布置,使得薄玻璃带1与拉制辊7、9、11、13中的任一个的接触仅在玻璃的温度低于玻璃温度T
薄玻璃带1可以特别有利地在水平方向上偏转并且以水平的进给进一步加工。这通常是有利的,以便利用作用在玻璃上的重力而平稳且简单地支承在水平的支承装置33上,例如支承在运输辊上,或者如图所示支承在一个或多个运输带上。
进一步加工例如是利用滚边分离装置35分离在拉制薄玻璃带时产生的滚边37。滚边37表现为玻璃带1的增厚的边缘条。这些边缘条对于进一步加工通常是不希望的,例如因为滚边使得将薄玻璃带1卷绕成辊的弯曲变得困难。例如,可以通过划痕破裂将滚边37分离并收集在碎片料仓中。然后可以将滚边的玻璃再次输送给玻璃熔体并再次使用。如在所示的示例中那样,通常有利的是,在薄玻璃带1通过拉制装置19之后进行滚边的分离,或者,设置有在薄玻璃带1的运动方向上布置在拉制装置19之后的滚边分离装置35。如上所述,拉制辊7、9、11、13优选在边缘侧如此远地布置,使得拉制辊不接触玻璃带的质量面,而仅接触相应的边缘侧的带或滚边37,该带或滚边通过在运行方向上布置在拉制辊后方的滚边分离装置35分离。不限于所示的示例,两对拉制辊7、9、11、13横向于拉制方向如此远地间隔开地布置,使得它们仅在滚边37处、或更一般地在随后由滚边分离装置35从薄玻璃带1分离的区域处接触薄玻璃带1。
拉制辊转移到玻璃已经被固定的区域中已经证实为是特别有利的,以实现在玻璃带中的小的厚度变化。就此而言,这是令人惊讶的,因为辊靠近拉制拱顶部6本身的布置应当通过避免同步运转波动而能够良好地控制瞬时的拉制速度。然而,当在玻璃仍然可成型的位置处施加拉应力时,在拉制辊后面产生的拉应力仍然可能影响厚度或更一般性地影响玻璃质量。
因此规定,薄玻璃带1与拉制辊7、9、11、13的接触仅在玻璃的温度最高为或低于500℃的位置处进行。可以考虑,玻璃带在这个拉制辊上方也还与装置的部件接触,但是这种接触此时应该是如此微小,使得玻璃带的形状和表面基本上保持不受影响。例如,可以考虑简易的引导,以稳定水平的玻璃带位置。但是,这些不应施加显著的力。因此,应当在500℃及以下的玻璃温度下通过具有接触点的一对或多对拉制辊来施加传递到玻璃带上的至少90%的拉力。
通常特别优选的是,不限于所示出的示例,拉制辊在玻璃3的温度不仅低于T
将拉制辊7、9、11、13定位在该位置上使得可以使用与通常的耐火材料(如金属或尤其是陶瓷材料)不同的拉制辊的材料。金属的拉制辊可能损坏玻璃表面,并且由于低粘附而导致滑动粘滑运动,该运动作为薄玻璃带1中的厚度波动而重现。根据本发明的一种实施方式,拉制辊设有由弹性体材料制成的表面。该实施方式不必限于玻璃的最高100℃的温度,因为也已知耐高温的弹性体材料,如像氟弹性体或硅树脂。弹性体表面通常对玻璃具有良好的粘附性。此外,这些材料也可以衰减振动,这种振动可能由于向拉制拱顶部6的传播而导致厚度波动。在拉制辊在100℃或更低的温度下的接触点的另一优点还在于,在该温度下通常不仅低于玻璃温度,而且也低于玻璃的上和下冷却点(der obere und untere Kühlpunkt)。因此避免了在冷却过程期间在压紧拉制辊时在玻璃中引入应力并且使其收敛。通常,不限于具有在最高100℃的辊接触的实施方式,根据本发明的又一种实施方式规定,在拉制辊7、9、11、13接触薄玻璃带1的位置处,低于玻璃3的下冷却点的温度。
根据另一种实施方式,拉制装置19被支承在阻尼元件39上,以抑制振动通过拉制辊传递到薄玻璃带1上。根据另一种实施方式,该拉制装置19尤其是被实施得尽可能重。由此可以衰减恰好低频的、具有特别是低于1赫兹的频率的振动。这些振动对于厚度波动被证明是特别显著的。根据一种实施方式,至少300kg的质量被设置为该单元的重量。为此,用于拉制辊7、9、11、13的驱动器27可以如在示例中所示地集成在拉制装置19中。通过将拉制装置19安置在生产机构
通常,不限于所示的示例或前述实施方式,在改进方案中可以规定,可以通过与薄玻璃带接触的元件的机械阻尼,使得到薄玻璃带的振动的传递衰减至少10dB,该振动具有小于1赫兹的频率。
在本发明的一种优选的设计方案中,该拉制装置19如所示出的那样被安置在底部上。如图所示,底部也可以是地板29(Geschossdecke)。
图2示出了图1所示实施方式的变型方案。该变型方案的区别基本上在于薄玻璃带1的成型方法。在图1的示例中,如所述的那样,在下拉法中,通过容器17的向下打开的喷嘴5进行成型。在图2所示的示例中,用所谓的溢流熔接法对带进行成型。在此,容器17设计为在上方敞开的槽。玻璃熔体4连续地输送,使得玻璃熔体4最终经过上边缘18流出并且沿着容器外侧在两侧向下流动。在容器17的下端部上,两股分流在该拉制拱顶部中汇合,然后在由拉制辊施加的拉力的作用下被拉制成薄玻璃带1。在图2所示的实施方式中,薄玻璃带1也从垂直方向偏转到水平方向,其中,在此使用偏转辊34。然而,尤其是在如根据本公开内容制造的薄玻璃的情况下,可以发生偏转,其中,薄玻璃带在从垂直到水平的过渡区域中自由悬挂,如图1所示。该实施方式是特别有利的,以避免在水平的加工区域中的振动和运动传递到拉制区域上,尤其是传递到拉制拱顶部6上。与之相应地,在一种优选的实施方式中,不限于所示的特殊实施例地规定,薄玻璃带1从垂直状态自由悬挂地偏转并且水平地继续引导。此外,尤其是在薄玻璃带1的水平位置上进行会产生振动或运动的加工步骤。特别适合于此的加工步骤,也如图所示,是分离滚边。与之相应地,在本发明的改进方案中规定,薄玻璃带1优选从垂直方向自由悬挂地偏转并且水平继续引导,其中在薄玻璃带1的水平位置中从薄玻璃带1分离滚边37。
为了清楚起见,图3以透视图示出了辊对7、9和11、13在薄玻璃带1上的布置。薄玻璃带1通过由被驱动的拉制辊施加的拉力在带的纵向方向上在运动方向40上运动。这些拉制辊对横向于运动方向40、进而也横向于薄玻璃带1的纵向方向间隔开地布置。尤其地,拉制辊可以在纵向棱边23、25的区域中在通过拉制过程形成滚边37的位置上夹紧带。
由于材料在宏观尺度上不再具有实质的刚性,因此最薄的玻璃的拉制也变得困难。在这种关系下,当拉制辊与薄玻璃带的接触宽度42窄时,证明是非常有利的。接触宽度是拉力传递到薄玻璃带1上的宽度。在所示的示例中,这对应于辊7的宽度。该宽度不必与所有辊的宽度对应。例如,也可以使用不同的拉制辊对。如果拉制辊9的宽度大约为两倍宽,则接触宽度42仍然不会增大,因为拉力基本上仅在与两个相对置的拉制辊接触的区域中传递。
根据一种优选的实施方式,拉制辊7、9、11、13以如下方式构造和布置,使得一对拉制辊的接触宽度位于10mm至50mm的范围中,沿着该接触宽度将拉力传递到薄玻璃带1上。如果拉力利用一对相对置地布置的拉制辊7、9、11、13沿着接触宽度42在上述范围中传递到薄玻璃带1上,那么能够避免在玻璃带中的剪切应力。这些剪切应力否则可能由于玻璃带的低刚性而导致褶皱状的拱起。拉力的伴随而来的不均匀性可传播到拉制拱顶部6中,并在此导致薄玻璃带1中的厚度不均匀性。
对于拉制辊的直径而言,通常不限于实施例并且与上述接触宽度无关地在40mm至250mm的范围内的值是有利的。在此,直径优选为最高200mm。尤其优选的是在40mm到150mm的范围内的直径。
图4示出低频干扰的效果,尤其是振动形式的低频干扰对薄玻璃带的玻璃厚度的效果。在图4中,厚度响应被绘制为拉制速率的波动的周期的函数。响应的幅度以微米表示,并且表示由周期性变化引起的玻璃厚度的最大值和最小值之间的差。以分钟为单位表示周期。随着周期的增加,首先出现明显的上升,其在10秒至0.5分钟的周期持续时间之间达到一个平台。在此,响应并不显著依赖于周期持续时间。在更大的周期持续时间的情况下,响应再次上升并且收敛到一个值,该值表示在恒定提高2%的拉制速率的情况下的厚度变化(v
然而,这些长的周期持续时间典型地不再由振动触发,而是可以更早地通过过程控制引起。对于机械振动的阻尼而言,尤其重要的是厚度波动的第一次上升直至平台、即直至大约10秒的周期持续时间的范围。
由于在纵向方向上沿着薄玻璃带1传递的缓慢振动引起的厚度波动在薄玻璃中尤其有效。为了以短的周期抑制干扰性的厚度波动,在此有利的是,拉制速度与薄玻璃带1的玻璃厚度相匹配。在下面的表格中给出三个实施例,其中也给出拉制辊的间距:
对于这些实施例,在室温下具有线性的热膨胀系数为α=9·10
从借助示例可以看出,以米/分钟为单位表示的拉制速度与以微米为单位表示的玻璃厚度的乘积位于200和900之间。在这些示例中,该参量尤其恒定地取值600。
拉制装置19的拉制辊7、9、11、13可以被构造成沿着拉制方向或沿着薄玻璃带1的运动方向在其位置上可调节,使得拉制辊到拉制拱顶部6的间距,即到薄玻璃带1的热成型区域的间距可改变。在表的示例中,该间距在与拉制拱顶部的间距为2.2米至3米的范围内变化。具体地,如从表中可以看出的那样,在较小的玻璃厚度下选择较短的间距。该间距尤其可以与沿着带的温度变化曲线相匹配。从该表中可以看出,上冷却点和玻璃温度为100℃的位置31之间的间距缩短。因此,通常不限于特定的实施例规定,拉制辊的位置沿薄玻璃带的运动方向被调整,并因此与薄玻璃带1在冷却时达到预先给定的温度的位置相匹配。该位置例如可与转变点T
图5和图6以透视图示出了薄玻璃带1,其具有由工艺引起的厚度变化。图5以相应于图3的视图示出薄玻璃带1连同作用到带上的拉制辊。薄玻璃带1具有呈增厚部形式的两个厚度变化。增厚部的最大值横向于薄玻璃带1在从一个纵向棱边23到另一个纵向棱边25的方向上延伸。这导致在薄玻璃带1的纵向方向上的厚度变化45。这种厚度变化沿纵向方向特别是可能由上述低频振动或拉制速率的波动引起。
图6示出另一种情况。在该示意图中,以垂直于纵向方向的剖面透视地示出薄玻璃带1。在该图示中,滚边37能够被清楚地识别为相对于薄玻璃带1的中心的质量范围38增厚的边缘区域。肋状的增厚部沿带的纵向方向延伸。这种增厚部于是表现为沿薄玻璃带1的横向方向的厚度变化46。利用拉制辊的运动和布置,不仅可以良好地减少沿纵向方向的厚度变化45,而且可以良好地减少沿横向方向的厚度变化46。总体上,借助于该方法可以制造特别均匀的、无损坏的玻璃带。通常,在不限于特定的实施例的情况下,为此,本公开内容的另一方面提供了可利用本文描述的方法和/或装置制造的薄玻璃带1,该薄玻璃带具有保持不变的最高250μm的厚度的质量范围,并且具有形成薄玻璃带1的边缘的相对于质量范围38增厚的两个滚边37,其中滚边37不具有任何痕迹,特别是不具有拉制辊的压痕和/或不具有源自陶瓷拉制辊的磨损痕迹。因此,玻璃带1不受由拉制轧制引起的预损伤和残留。用于拉制玻璃带的陶瓷辊可以包含陶瓷纤维和层状硅酸盐,例如云母。因此,玻璃带的表面不含这些组分,特别是也不含层状硅酸盐的痕迹。其它残留可能通过耐热的粘结剂产生,通过该粘结剂将拉制辊的纤维保持在一起。这些残留可以包括以下材料中的一种或多种:高岭土、铝氧土、膨润土、刚玉、云母。
在冷区域中、尤其是利用软的、良好地附着在玻璃上的辊的拉制,使得能够以仅仅小的拉制速度受控地从喷嘴中抽出。这种低拉制速率还降低了脱离后玻璃带的横向收缩。这改善了质量范围37的宽度与滚边38的宽度的比率。然后,滚边的绝对宽度也相应地减小。为此,根据本发明的另一方面,通常规定可用本文所述的方法和装置生产的薄玻璃带1,而不限于上述无预先损坏的滚边的特征,该薄玻璃带具有最高250μm的保持不变的厚度的质量范围,并且具有形成薄玻璃带1的边缘的两个相对于质量范围38增厚的滚边37,其中下列特征中的至少一个适用于滚边37的尺寸和质量范围:
-滚边37的相加的宽度小于20cm,
-质量范围38的宽度与滚边的相加宽度的比例为至少1.5:1,优选为至少3:1。在此,根据一种优选的实施方式,薄玻璃带具有至少50cm的宽度,优选至少60cm的宽度。
特定的玻璃特别适合于本方法,以用于实现小的玻璃厚度和同时小的玻璃厚度变化。优选的玻璃种类包含下列以重量百分比表示的组分:
可选地,可以存在以0.4-0.8重量百分比的Sb
也可以加工无碱或低碱玻璃。这类玻璃的优选的一类含有下列以重量百分比计的组分:
根据另一种优选的实施方式,利用本方法或本装置制造薄玻璃带1,该薄玻璃带的组成包含以重量百分比计的下述组分:
此外,玻璃中可以含有0-1重量份%:P
如已经参照图1所述,拉制辊布置在这样的区域中,在该区域中玻璃已经至少部分地被冷却,这能够实现将弹性体材料用于拉制辊。图7示出了拉制轮7,其具有由弹性体材料制成的运行面7。弹性体当然也有如下的一定缺点,即它们具有随着拉力的升高而增大的滑动(Schlupf)。这可能导致拉制速度的变化,该变化又表现为厚度波动。为了保持这种效果很小,根据一种实施方式,拉制辊具有由刚性材料制成的芯72,在该芯上施加有由弹性体材料制成的罩71。罩的厚度优选不大于10mm,尤其是小于8mm。根据又一种实施方式,相对于拉制辊或运行面70的直径,罩71的厚度不大于该直径的1/8。例如,对于80毫米的辊直径,可设置具有5毫米厚度的罩71。
为了避免由于仍然烫的或者至少热的薄玻璃带1引起的弹性体材料的损坏或快速的降解,可以设置冷却装置73,以例如通过冷却装置73向运行面吹冷却流体束74来冷却运行面70。
从薄玻璃带上切出的薄玻璃元件可以有利地用于各种应用。一种应用是制造如在WO 2015/197597 A1中所述的薄膜电池。关于这种具有薄玻璃基板的电池的制造,本申请也完全作为本公开的主题。同样,玻璃可以单独使用或以复合材料的形式用于显示器,特别是柔性显示器。
附图标记列表
- 用于制造薄玻璃的方法和装置以及薄玻璃带
- 用于生产薄玻璃带的方法和设备以及根据这样的方法生产的薄玻璃带