一种胶印机剔废分仓机构及其控制方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及胶印机技术领域,尤其是一种胶印机剔废分仓机构。
背景技术
目前胶印机加装的在线检测装置,基本上利用插标标示,或在每张产品上喷码、或在废品上喷墨作记号,之后再从众多整垛成品堆里依插标标示、或喷码号码或喷墨记号挑出废品剔除,增加作业的时间及不便。
现有的胶印机也有加装胶印机剔废分仓机构,但此分仓大多是人工取样仓,通过检测设备检测后的产品在传送过程中,根据检测结果提供的信息,由剔废分仓装置剔除掉不符合要求的废品,进入人工取样仓,其通常可以储存的剔废品数量有限,而每次开始生产时,会有较大量的废品会直接排出,或是当出现连续剔废时,人工取样仓的储存量立告不足,为免此种情况造成生产停机,提供一种能解决上述问题的胶印机剔废分仓机构是十分必要的。
发明内容
本发明要解决的技术问题是:克服现有技术中之不足,提供一种胶印机剔废分仓机构及其控制方法。
本发明解决其技术问题所采用的技术方案是:一种胶印机剔废分仓机构,设置于胶印机主体的前方,包括废品引导装置、吸附传送机构和剔废品第二收集仓,所述废品引导装置的一端与胶印机主体内的收纸仓连接,所述废品引导装置的另一端与所述吸附传送机构连接,所述吸附传送机构由第一传送部和第二传送部组成,所述第一传送部的输出端设有人工取样仓,所述第二传送部的输入端设置在所述第一传送部输出端之前,所述第二传送部的输出端连接剔废品第二收集仓。
进一步地,所述废品引导装置包括若干第一挡纸杆和若干第二挡纸杆,所述第一挡纸杆设置在收纸仓上部,所述第二挡纸杆与第一挡纸杆交错设置。
进一步地,所述第一传送部包括引导压纸轮、第一吸风皮带、第一压纸轮和第一吸气轮,所述引导压纸轮设置在所述第一吸风皮带的后部上方,所述第一压纸轮设置在所述第一吸风皮带的前方,所述第一吸气轮设置于所述第一吸风皮带与第一压纸轮之间,且位于第一吸风皮带输出端的前下方;所述第二传送部包括第二吸风皮带、第二压纸轮、传输带和第二吸气轮,所述第二吸风皮带设置于第一吸风皮带输出端的前上方,所述第二压纸轮设置于所述第二吸风皮带输入端上方,所述第二吸风皮带由倾斜上升部和水平传输部组成,所述传输带设置于由倾斜上升部转为水平传输部的过渡处的上方,所述第二吸气轮设置于所述第二吸风皮带输出端的前下方。
进一步地,所述剔废品第二收集仓内设置升降盘,所述升降盘上设置有用于储存剔废品的栈板,所述栈板的上方四周围绕设置有第三挡纸板、后拍纸板和侧拍纸板,所述后拍纸板的下端设置有收纸托板。
进一步地,所述第二挡纸杆的底部安装微型轴承。
进一步地,所述第一吸风皮带输出端外侧设置有取样切换板,所述取样切换板平放时,剔废品从第一吸风皮带输出端流到人工取样仓,所述取样切换板转动倾斜至与第二吸风皮带倾斜上升部在同一平面或高出第二吸风皮带倾斜上升部时,剔废品流向第二吸风皮带,最终进入剔废品第二收集仓。
进一步地,所述人工取样仓上方设置有风扇,所述剔废品第二收集仓(3)上方设置有风扇。
一种上述胶印机剔废分仓机构的控制方法:
(一)、当胶印机的视觉图像检测系统检测出印刷品为正常印刷品时,第一挡纸杆位于原始竖直位进行挡纸,正常印刷品落入到胶印机的收纸仓中;
(二)、a、当视觉图像检测系统检测出印刷品为剔废品需要剔除时,PLC控制系统控制第一挡纸杆转动90°呈水平位、第二挡纸杆保持原始提升位,让剔废品通过;
b、所述废品引导装置上方设置有第一光电开关,当第一光电开关侦测到剔废品时,在剔废品到达第一吸风皮带后,PLC控制系统控制引导压纸轮下压,以确保剔废品被第一吸风皮带吸住并移动;
c、在剔废作业时,当视觉图像检测系统检测出下一张产品为正常印刷品时, PLC控制系统控制第二挡纸杆斜移至下降位挡住正常印刷品;
d、当第一光电开关侦测到第一吸风皮带上的剔废品的纸尾时,PLC控制系统控制第一挡纸杆回到原始竖直位、引导压纸轮上抬和第二挡纸杆斜移回到提升位。
一种上述胶印机剔废分仓机构的控制方法:
a、剔废品在第一吸风皮带排出时,PLC控制系统控制取样切换板转动倾斜至与第二吸风皮带倾斜上升部在同一平面或高出第二吸风皮带倾斜上升部,剔废品随着第一吸风皮带的转动传送至取样切换板上,使剔废品通过取样切换板往第二吸风皮带爬升,在剔废品到达第二吸风皮带后,PLC控制系统控制第二压纸轮下压,剔废品经过第二压纸轮后被吸附在第二吸风皮带上,爬升到倾斜上升部的高点位置时,由有动力的传输带协助转为水平移动;
b、当需要进行人工取样查看时,PLC控制系统控制取样切换板由原来的倾斜位向下转动至与第一吸风皮带表面平行的水平位;所述废品引导装置上方设置有第一光电开关,当第一光电开关侦测到第一吸风皮带上的剔废品的纸尾时,PLC控制系统控制第一吸气轮运行时间,剔废品通过第一吸气轮时,还会依惯性往前飞,再在第一压纸轮引导下,修正方向向下滑落,进入人工取样仓。
一种上述胶印机剔废分仓机构的控制方法:
a、所述第二吸风皮带的水平传输部的上方设置有第二光电开关,当第二光电开关侦测到第二吸风皮带上的剔废品的纸尾时,PLC控制系统控制第二吸气轮运行时间;
b、剔废品通过第二吸气轮时,会依惯性往前飞,再被剔废品第二收集仓上方的风扇风压往下压再次减速,再被第三挡纸板挡住;
c、剔废品继续被风扇风压下移过程中,剔废品两侧及后方受到侧拍纸板和后拍纸板的拍击定位下落到栈板上;
d、在栈板上的剔废品数量达到设定值而需要更换空的栈板时,PLC控制系统控制栈板下降之后收纸托板伸出,接住后续下落的剔废品,直到空的栈板更换完成,收纸托板退回原位。
本发明的有益效果是:本发明设计合理,操作简便,剔废品第二收集仓的设置有效解决胶印机剔废机构因大量废品排出或是出现连续剔废时,人工取样仓的储存量立告不足,造成的生产停机的问题;设置有废品引导装置可准确高效的控制剔废品的通过与阻隔;吸附传送机构的设置能高效稳定将剔废品按要求分仓传送;
本发明各部分高效配合,通过胶印机主体部分的视觉图像检测系统检测产品是否为废品,自动将废品排放到相应的仓里,自动化程度高,效率高,同时取样更安全、便利。
附图说明
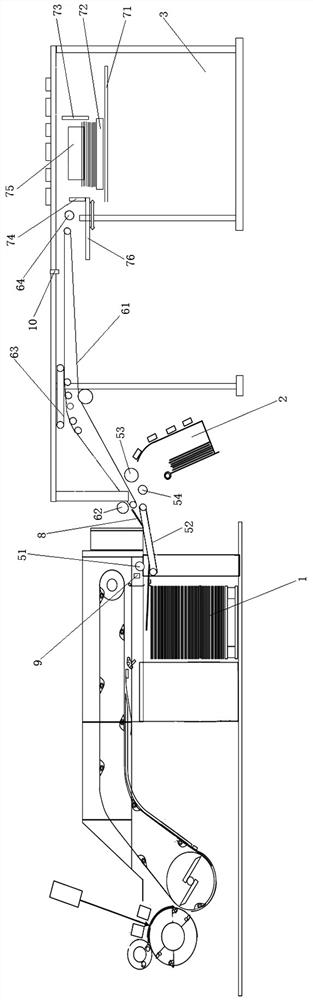
图1是本发明的优选实施例的总体结构示意图;
图2是本发明的优选实施例的废品引导装置的结构示意图;
图3是本发明的优选实施例的废品引导装置的立体图;
图4是本发明的优选实施例的废品引导装置的状态1示意图;
图5是本发明的优选实施例的废品引导装置的状态2示意图;
图6是本发明的优选实施例的废品引导装置的状态3示意图;
图7是本发明的优选实施例的废品引导装置的状态4示意图;
图8是本发明的优选实施例的取样切换板与第一吸风皮带、第二吸风皮带的结构示意图;
图9是本发明的优选实施例的取样切换板原始倾斜状态的示意图;
图10是本发明的优选实施例的取样切换板放平状态的示意图;
图中:1.收纸仓、2.人工取样仓、3.剔废品第二收集仓、41.第一挡纸杆、42.第二挡纸杆、43.微型轴承、51.引导压纸轮、52.第一吸风皮带、53.第一压纸轮、54.第一吸气轮、61.第二吸风皮带、62.第二压纸轮、63.传输带、64.第二吸气轮、71.升降盘、72.栈板、73.第三挡纸板、74.后拍纸板、75.侧拍纸板、76.收纸托板、8.取样切换板、9.第一光电开关、10.第二光电开关。
具体实施方式
现在结合附图和优选实施例对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
本文中方向的定义:纸张前进的方向为前方,如图1所示的一种胶印机剔废分仓机构,设置于胶印机主体的前方,包括废品引导装置、吸附传送机构和剔废品第二收集仓3,废品引导装置的一端与胶印机主体内的收纸仓1连接,所述废品引导装置的另一端与所述吸附传送机构连接,吸附传送机构由第一传送部和第二传送部组成,第一传送部的输出端设有人工取样仓2,第二传送部的输入端设置在第一传送部输出端之前,第二传送部的输出端连接剔废品第二收集仓3。
如图2和图3所示的废品引导装置包括4根第一挡纸杆41和2根第二挡纸杆42,所述第一挡纸杆41设置在收纸仓1上部右侧,与转动轴套设固定,可随着转动轴同步转动,从而达到挡纸和使纸张通过两种效果。第一挡纸杆41位于原始竖直位时可进行挡纸,第一挡纸杆41转动90°呈水平位时可让剔废品通过。所述第二挡纸杆42与第一挡纸杆41交错设置,所述第二挡纸杆42与伸缩气缸连接,在伸缩气缸的作用下,第二挡纸杆42由原始提升位斜移至下降位,来挡住纸张;或由下降位斜移至提升位,使纸张通过,所述第二挡纸杆42的底部安装微型轴承43,以避免蹭伤印刷表面。
第一挡纸杆41和第二挡纸杆42的配合状态有三种,分别是:
状态1:如图4所示的第一挡纸杆41处于原始竖直位,同时,第二挡纸杆42处于原始提升位,第一挡纸杆41对后方纸张进行阻挡。
状态2:如图5所示的第一挡纸杆41转动90°呈水平位,同时,第二挡纸杆42保持原始提升位,共同使剔废品通过。
状态3:如图6所示的第一挡纸杆41处于水平位状态,同时,第二挡纸杆42由提升位斜移至下降位,由第二挡纸杆42挡住后续的印刷品。
状态4:如图7所示的第一挡纸杆41处于原始竖直位,同时,第二挡纸杆42处于下降位,此为剔废品刚通过,第一挡纸杆41刚恢复竖直、第二挡纸杆42还未斜移回到提升位时的状态。
第一传送部包括引导压纸轮51、第一吸风皮带52、第一压纸轮53和第一吸气轮54,第一吸气轮54用作对剔废品进入人工取样仓2时的减速,所述引导压纸轮51设置在所述第一吸风皮带52的后部上方,所述第一压纸轮53设置在所述第一吸风皮带52的前方,所述第一吸气轮54设置于所述第一吸风皮带52与第一压纸轮53之间,且位于第一吸风皮带52输出端的前下方,第一吸风皮带52可将经废品引导装置排出的剔废品再度加速移开;所述第二传送部包括第二吸风皮带61、第二压纸轮62、传输带63和第二吸气轮64,第二吸气轮64用作对剔废品进入剔废品第二收集仓3时的减速,所述第二吸风皮带61设置于第一吸风皮带52输出端的前上方,第二压纸轮62设置于第二吸风皮带61输入端上方,第二吸风皮带61由倾斜上升部和水平传输部组成,传输带63设置于由倾斜上升部转为水平传输部的过渡处的上方,起到导正剔废品前沿使剔废品在转到水平后继续被第二吸风皮带61吸住、传送的作用,第二吸气轮64设置于第二吸风皮带61输出端的前端,压纸轮可起到剔废品前沿引导与吸风皮带密合吸住的作用。
所述剔废品第二收集仓3内设置升降盘71,所述升降盘71上设置有用于储存剔废品的栈板72,所述栈板72的上方四周围绕设置有第三挡纸板73、后拍纸板74和侧拍纸板75,所述后拍纸板74的下端设置有收纸托板76,第三挡纸板73用于将往前飞的剔废品挡住,后拍纸板74用于剔废品的纵向理纸,侧拍纸板75用于剔废品的横向理纸,栈板72用于剔废品的储存,升降盘71用于承托栈板72进行剔废品储存,随着数量增加而高度自动降低。
如图8所示的第一吸风皮带52两输出端外侧设置有取样切换板8,如图9所示,无需取样时,取样切换板8保持倾斜至与第二吸风皮带61倾斜上升部在同一平面或高出第二吸风皮带61倾斜上升部的原始倾斜位置,剔废品流向第二吸风皮带61,最终进入剔废品第二收集仓3;如图10所示,需要取样时,取样切换板8转至平放位置,取样切换板8与第一吸风皮带52在同一平面上或低于第一吸风皮带52表面,剔废品从第一吸风皮带52输出端流到人工取样仓2。
所述人工取样仓2上方设置有风扇,将抵达人工取样仓2的剔废品往下吹;所述剔废品第二收集仓3上方设置有风扇,将抵达剔废品第二收集仓3的剔废品往下吹。
一种胶印机剔废分仓机构的控制方法,如下:
(一)、当胶印机的视觉图像检测系统检测出印刷品为正常印刷品时,第一挡纸杆41位于原始竖直位进行挡纸,正常印刷品落入到胶印机的收纸仓1中;
(二)、a、当视觉图像检测系统检测出印刷品为剔废品需要剔除时,PLC控制系统控制第一挡纸杆41转动90°呈水平位、第二挡纸杆42保持原始提升位,让剔废品通过;
b、所述废品引导装置上方设置有第一光电开关9,当第一光电开关9侦测到剔废品时,在剔废品到达第一吸风皮带52后,PLC控制系统控制引导压纸轮51下压,以确保剔废品被第一吸风皮带52吸住并移动;
c、在剔废作业时,当视觉图像检测系统检测出下一张产品为正常印刷品时, PLC控制系统控制第二挡纸杆42斜移至下降位挡住正常印刷品;
d、当第一光电开关9侦测到第一吸风皮带52上的剔废品的纸尾时,PLC控制系统控制第一挡纸杆41回到原始竖直位和引导压纸轮51上抬。
一种胶印机剔废分仓机构的控制方法,如下:
(三)、a、剔废品在第一吸风皮带52排出时,PLC控制系统控制取样切换板8转动倾斜至与第二吸风皮带61倾斜上升部在同一平面或高出第二吸风皮带61倾斜上升部,剔废品随着第一吸风皮带52的转动传送至取样切换板8上,使剔废品通过取样切换板8往第二吸风皮带61爬升,在剔废品到达第二吸风皮带61后,PLC控制系统控制第二压纸轮62下压,剔废品经过第二压纸轮62后被吸附在第二吸风皮带61上,爬升到倾斜上升部的高点位置时,由有动力的传输带63协助转为水平移动;
b、当需要进行人工取样查看时, PLC控制系统控制取样切换板8由原来的倾斜位向下转动至与第一吸风皮带52表面平行的水平位;
所述废品引导装置上方设置有第一光电开关9,当第一光电开关9侦测到第一吸风皮带52上的剔废品的纸尾时,PLC控制系统控制第一吸气轮54运行时间以及触发位于第一吸气轮54处的第一计数器,第一计数器用于对进入人工取样仓2的剔废品进行计数,剔废品通过第一吸气轮54时,还会依惯性往前飞,再在第一压纸轮53引导下,修正方向向下滑落,进入人工取样仓2。
一种胶印机剔废分仓机构的控制方法,如下:
(四)a、所述第二吸风皮带61的水平传输部的上方设置有第二光电开关10,当第二光电开关10侦测到第二吸风皮带61上的剔废品的纸尾时,PLC控制系统控制第二吸气轮64运行时间及触发位于第二吸气轮64处的第二计数器,第二计数器用于对进入剔废品第二收集仓3的剔废品进行计数;
b、剔废品通过第二吸气轮64时,仍会依惯性往前飞,再被剔废品第二收集仓3上方的风扇风压往下压再次减速,再被第三挡纸板73挡住;
c、剔废品继续被风扇风压下移过程中,剔废品两侧及后方受到侧拍纸板75和后拍纸板74的拍击定位下落到栈板72上;
d、在栈板72上的剔废品数量达到设定值而需要更换空的栈板72时,PLC控制系统控制栈板72下降之后收纸托板76伸出,接住后续下落的剔废品,直到空的栈板72更换完成,收纸托板76退回原位。
以上说明书中描述的只是本发明的具体实施方式,各种举例说明不对本发明的实质内容构成限制,所属技术领域的普通技术人员在阅读了说明书后可以对以前所述的具体实施方式做修改或变形,而不背离发明的实质和范围。
- 一种胶印机剔废分仓机构及其控制方法
- 一种胶印机剔废分仓装置