一种安装基准转换装置
文献发布时间:2023-06-19 12:05:39
技术领域
本发明属于一种机械设备的基准测量以及转换领域,具体涉及一种安装基准转换装置。
背景技术
某机械设备位于深井底部,下部是个圆形基座,基座上平面有两个对称的长方形凸块,该基座安装时通过这两个凸块与其它设备确定了相对位置关系,精度检测时也要利用这两个凸块作为基准。由于基座要适配不同种类的负载,要把原基座更换成新的基座,由于新基座的外形发生了变化,原基座的两个长方形凸块在新基座上不存在了。新基座安装时,如果不能做到在原位置上精准替换原基座,由于系统复杂性和安装空间限制造成的检测困难,对新基座安装调试和用仪器检测验证其精度的过程很慢,换装速度不能保证,很难批量换装。
发明内容
本发明提供一种安装基准转换装置。
本发明的目的是以下述方式实现的:一种安装基准转换装置,包括第一转换工装和第二转换工装;所述第一转换工装包括分别与原基座的第一凸块和第二凸块定位的第一卡槽和第二卡槽、以及与第二转换工装之间定位的第一横向定位面、第一纵向定位面,所述第一横向定位面与第一纵向定位面不平行以及不重合;所述第二转换工装包括与所述第一横向定位面对应的第二横向定位面、与所述第一纵向定位面对应的第二纵向定位面;所述第二横向定位面以及第二纵向定位面为新基座的安装定位面。
所述第二转换工装设置有内腔,所述内腔尺寸不小于所述第一转换工装的外形尺寸,所述内腔尺寸不小于所述新基准的外形尺寸。
所述第二转换工装为框架结构,所述第二转换工装的下部框架上表面向所述内腔设置第一定位台,所述第一定位台的上侧表面为所述第二横向定位面;所述第二转换工装的右侧框架左侧面向着所述内腔内设置第二定位台,所述第二定位台的左侧表面为所述第二纵向定位面。
所述第一卡槽和第二卡槽分别设置在所述第一转换工装的左、右两侧,所述第一卡槽和第二卡槽都为U形并且U形开口方向相反;所述第一卡槽的U形的底面和上表面是与所述第一凸块定位的定位垂直面;所述第二卡槽的U形的上表面是与所述第二凸块定位的定位上平面。
所述第一横向定位面为所述第一转换工装的最靠下的平面,所述第一纵向定位面为所述第一转换工装最靠右的平面。
所述第一横向定位面和第一纵向定位面互相垂直;所述第二横向定位面和所述第二纵向定位面互相垂直。
所述第一转换工装上设置固定自身与所述原基座的第一固定装置;所述第二转换工装上设置固定自身与设备的第二固定装置。
所述第一固定装置为第一转换工装固定孔,所述第二固定装置为第二转换工装固定孔。
本发明的有益效果是:本发明利用安装基准转换装置,把原基座方形凸块的基准面引到安装位置之外,固定安装基准转换装置,把原基座取出来,新基座通过基准转换装置定位并与设备固联,再把基准转换装置取出来,即完成基座换装。
该发明有效解决了圆形基座基准改变情况下的设备换装难题,也可用于转换基准进行测量。所述安装基准转换装置继承了原基座的安装精度,省略了新基座安装调整和精度检测过程,极大提高了换装效率,解决了短时间内批量换装的难题。这对于在较复杂的系统换装设备,且不容易检测安装精度的环境下利用该基准转换装置操作,具有重要意义。
附图说明
图1为第一转换工装结构图。
图2为第二转换工装结构图。
图3 为安装基准转换装置对原基座的定位示意图。
图4 为安装基准转换装置对新基座的定位示意图。
图5 为原基座结构图。
图6是图5的剖视图。
其中,1第一卡槽,2.定位垂直面,3.第一转换工装,4第二转换工装,5.第一横向定位面,6.第二转换工装固定孔,7. 第一纵向定位面,8.第二卡槽,9.定位上平面,10. 第一转换工装固定孔,11.原基座,12新基座,13第一凸块,14第二凸块、15是第二横向定位面、17是第二纵向定位面。
具体实施方式
在本发明中,除非另有明确的规定和限定,本申请使用的技术术语应当为本发明所述技术人员所理解的通常意义。术语“相连”“连接”“固定”“设置”等应做广义理解,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连;可以是机械连接、也可以是电连接。除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或通过中间媒介间接接触。而且,第一特征在第二特征“之上”或者“上方”或者“上面”等可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”或“下方”或“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。诸如第一、第二等之类的关系术语仅仅用来将一个实体或者操作与另外一个实体或者操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。描述中使用的术语比如“中心”“横向”“纵向”“长度”“宽度”“厚度”“高度”“前”“后”“左”“右”“上”“下”“竖直”“水平”“顶”“底”“内”“外”“轴向”“径向”“周向”“顺时针”“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或者暗示所指的装置或者原件必须具有特定的方位、以特定的方位构造和操作。
以下将结合附图以及具体实施例,对本发明的技术方案进行清楚、完整的描述。如图1-6所示,一种安装基准转换装置。其中图5和图6是原基座11的结构图,原基座11是圆环形结构,其上设置两个向上向外凸出的第一凸块13和第二凸块14。图4中虚线所示为新基座12外形不再是圆环形,而是有四个互相垂直的外侧面。原基座11和新基座12都是轴对称结构。从原基座11到新基座12的转换需要转换装置。本发明的安装基准转换装置包括第一转换工装3和第二转换工装4;所述第一转换工装3包括分别与原基座11的第一凸块13和第二凸块14定位的第一卡槽1和第二卡槽8、以及与所述第二转换工装4之间定位的第一横向定位面5、第一纵向定位面7,所述第一横向定位面5与第一纵向定位面7之间不平行以及不重合;所述第二转换工装4包括与所述第一横向定位面5对应的第二横向定位面15、与所述第一纵向定位面7对应的第二纵向定位面17;所述第二横向定位面15以及第二纵向定位面17为新基座12的安装定位面。
进一步,所述第二转换工装4设置有内腔,所述内腔尺寸不小于所述第一转换工装3的外形尺寸,所述内腔尺寸不小于所述新基准12的外形尺寸。
所述第二转换工装4可以为框架结构,框架内部为所述内腔。所述第二转换工装4的下部框架上表面向所述内腔设置第一定位台,所述第一定位台的上侧表面为所述第二横向定位面15;所述第二转换工装4的右侧框架左侧面向着所述内腔内设置第二定位台,所述第二定位台的左侧表面为所述第二纵向定位面17。此处的上、下、左、右以附图为准,是一种相对位置关系,并不限定实际的上下左右方位。所述第二转换工装4整体形状为长方形框架,所述第一定位台的上侧表面和第二定位台的左侧表面与所述第一转换工装3的下表面和右表面对应。
所述第一卡槽1和所述第二卡槽8分别设置在所述第一转换工装3的左、右两侧,所述第一卡槽1和第二卡槽8都为U形并且U形开口方向相反;所述第一卡槽1的U形的底面和上表面是与所述第一凸块13定位的所示定位垂直面2;所述第二卡槽8的U形的上表面是与所述第二凸块14定位的所述定位上平面9。
所述第一横向定位面5为所述第一转换工装3的最靠下的平面,所述第一纵向定位面7为所述第一转换工装3最靠右的平面。其中所述第一转换工装3可以为板状结构,上部形状为长方形,下部形状为等腰梯形并且等腰梯形下底边的长度小于上底边的长度。所述第一横向定位面5为所述第一转换工装3的下部等腰梯形的下底边所在的下底面。所述第一纵向定位面7为上部长方形的右边所在的侧面。
优选,所述第一横向定位面5和所述第一纵向定位面7互相垂直;所述第二横向定位面15和所述第二纵向定位面17互相垂直。
另外,所述第一转换工装3上设置固定自身与所述原基座11的第一固定装置;所述第二转换工装4上设置固定自身与设备的第二固定装置。具体的,所述第一固定装置为第一转换工装固定孔10,所述第二固定装置为第二转换工装固定孔6。其中所述第一转换工装固定孔10、所述第二转换工装固定孔6可以是螺纹孔或者光孔。当然,第一固定装置与第二固定装置也可以是其余常用的固定机构。
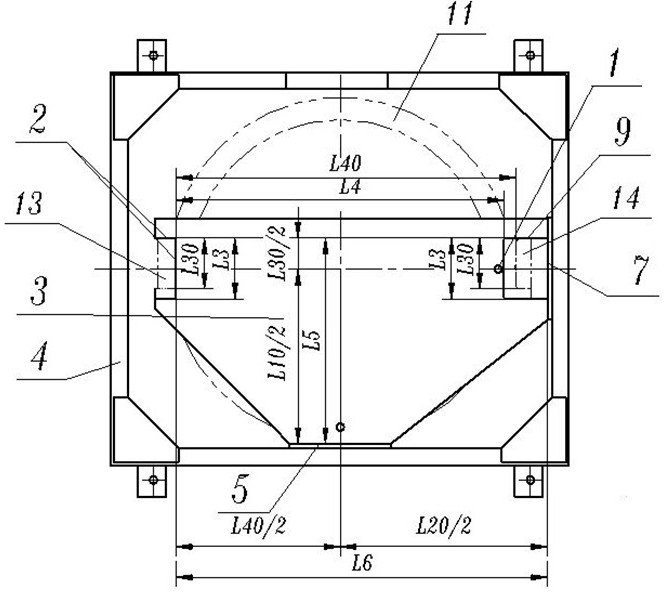
具体的实施例中,如图中所示,其中尺寸L1 为所述第二转换工装4的纵向内腔距离;尺寸L10 为所述新基座11的纵向外形尺寸;尺寸L2为所述第二转换工装4的横向内腔距离;尺寸L20 为所述新基座11的横向外形尺寸;尺寸L3为所述第一转换工装3的第一卡槽1和第二卡槽8任一的长度;尺寸L30 为原基座11的第一凸块13或者第二凸块14的长度;尺寸L4为所述第一转换工装3的两卡槽间的距离即第一卡槽1和第二卡槽8的间距;尺寸L40 为所述原基座11的两凸块间距离;尺寸L5为所述第一转换工装3的第一卡槽1和第二卡槽8的任一卡槽上平面距所述第一横向定位面5的距离;尺寸L6为所述第一转换工装3的第一卡槽1距所述第一纵向定位面7的距离。安装基准转换装置由第一转换工装3和第二转换工装4两部分组成,两个工装相互独立。第一卡槽1的所述定位垂直面能卡住所述原基座11的第一凸块13的对应面,所述第二卡槽8的定位上平面9能卡住所述原基座11的所述第二凸块14的对应面,如图3所示,第一卡槽1和第二卡槽8之间的距离L4小于第一凸块13和第二凸块14之间距离L40 ,且第一卡槽1和第二卡槽8的尺寸L3大于原基座11的第一凸块13和第二凸块14的尺寸L30;第一转换工装3下表面是加工面,第一转换工装固定孔10用来固定第一转换工装3。如图1,第一转换工装3有两个相垂直的第一横向定位面5和第一纵向定位面7;如图2,第二转换工装4有两个相垂直的第二横向定位面15和第二纵向定位面17;第一转换工装3的第一横向定位面5的位置尺寸L5由旧基座11上第一凸块13或者第二凸块14的尺寸L30与新基座12的纵向尺寸L10确定,如图3,L5=L30/2+L10/2;第一转换工装3的第一纵向定位面7的位置尺寸L6由旧基座上第一凸块(13)的位置尺寸L40与新基座的横向尺寸L20确定,L6=L40/2+L20/2。第二转换工装4内腔的尺寸应大于原基座11和新基座12的外形尺寸,即L1>L10,L2>L20。第二转换工装固定孔6用来固定第二转换工装4。
具体实施时:把第一转换工装3的下表面放到原基座11上,第一转换工装3的第一卡槽1和第二卡槽8分别卡住原基座11的第一凸块13和第二凸块14,第一卡槽1的定位垂直面2应与原基座11第一凸块13的两个对应面对齐贴紧,第二卡槽8定位上平面9应与原基座11第二凸块的对应面对齐贴紧,第一转换工装3的尺寸应满足L3 >L30,L4 < L40,这时,第一转换工装3在水平和垂直两个方向都已定位,利用第一转换工装3的第一转换工装固定孔10与原基座11固联。然后安装第二转换工装4,第二转换工装4的第二横向定位面15与第一转换工装3的第一横向定位面5对齐贴紧,第二转换工装4的第二纵向定位面17与第一转换工装3的第一纵向定位面7对齐贴紧,原基座11的横向和纵向基准即转换到第二转换工装的第二横向定位面15和第二纵向定位面17,这时利用第二转换工装固定孔6把第二转换工装4与设备固联,第二转换工装固定孔6的位置可变。第二转换工装4的尺寸满足L1>L10,L2 >L20,可确保能让开原基座11的拆除和新基座12安装空间。
分别拆除第一转换工装3和原基座11,装入新基座12,如图4所示,新基座12的两个垂直面分别与第二转换工装4的第二横向垂直面15和第二纵向垂直面17对齐贴紧,新基座12位置即确定。
本发明由第一转换工装3和第二转换工装4组合起来一起对原基座11定位,实现定位后拿走第一转换工装3,让开安装空间,把原基座11移出,新基座12对准第二转换工装4的定位面装入,新基座12固定后拆掉第二转换工装4,即完成基座换装。由第一转换工装3把原基座11的基准转移到第二转换工装4的定位面,第二转换工装4不影响原基座11的拆卸和新基座12的装入,新基座12对准第二转换工装4的定位面装入,即实现了基准转换,新安装12的基座不需再进行精度检测,换装效率极大提高。本发明有效解决了圆形基座基准改变情况下的设备换装难题,也可用于转换基准进行测量。本发明省去了新基座12安装调试及精度检测的过程,能实现快速批量换装。这对于在较复杂的系统换装设备,且不容易检测安装精度的环境下利用该基准转换装置操作,具有重要意义。
以上所述实施例的各技术特征可以进行任意的组合,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。在不脱离本发明整体构思的前提下,根据本发明的技术方案及加以等同替换或改变,及作出的若干改变和改进,也应该视为本发明的保护范围。
- 一种安装基准转换装置
- 一种用于飞机部件精整加工基准转换装置及转换方法