一种可预热可注射的焊锡工具
文献发布时间:2023-06-19 12:14:58
技术领域
本发明涉及锡焊技术领域,尤其涉及一种可预热可注射的焊锡工具。
背景技术
锡焊是利用低熔点的金属焊料加热熔化后,渗入并充填金属件连接处间隙的焊接方法。因焊料常为锡基合金,常用烙铁作加热工具,广泛用于电子工业中。
现有技术中的某型自动送锡机是将出锡导管外置,将焊锡送到加热的烙铁头将焊锡融化,然后被焊物靠近烙铁头进行焊接,其存在的主要缺陷在于:1、烙铁和出锡导管都是普通支架支撑,力臂较长,在振动的自动化设备上工作时,熔融的焊锡容易抖落在不确定的位置;2、被焊物需要靠近烙铁头才能进行焊接;3、烙铁头容易有窜留,随着残留物增多熔融的焊锡大小不可控;4、焊锡和烙铁头接触面较小,不适合连续,大加锡量快速的自动化作业;5、无法对深孔内的工件进行焊锡等。因此,鉴于现有的焊锡工具在结构、功能上的不尽完善,有必要对现有的焊锡工具进行改进。
发明内容
有鉴于此,本发明的目的在于提供一种可预热可注射的焊锡工具,通过分段加热的方式以实现工件的焊接,既可单用于焊丝的加热,也可用于熔焊,出锡量准确可控,保证锡焊质量。
为实现以上目的,本发明提供了一种可预热可注射的焊锡工具,包括:
导热体,其上设有发热元件;所述导热体上还设有用以通过锡丝的加热通道,所述加热通道的一端具有通道锡丝进口,另一端设有出锡咀;以及
导管,其一端具有导管锡丝进口,另一端具有导管锡丝出口,所述导管锡丝出口与通道锡丝进口处对齐;位于导管锡丝出口一端的导管上具有靠近导热体的悬空设置的预热段。
在一些实施例中,所述导管、加热通道的长度延伸线呈一条直线设置。
在一些实施例中,所述导热体的截面为L形,所述加热通道贯穿L形的短边设置,所述导管与L形的长边平行且悬空设置。
在一些实施例中,还包括锡丝进给机构,所述锡丝进给机构包括:步进轮、从动轮、以及步进电机,所述步进轮与从动轮相对夹紧锡丝设置,所述步进轮与步进电机的输出端传动连接。
在一些实施例中,还包括:导向块,所述导向块内具体有与导管锡丝进口相通的导向通道,所述步进轮与从动轮相对夹紧锡丝设置于导向通道内。
在一些实施例中,还包括设置于导热体上的:热电偶,所述热电偶与温控器电性连接。
在一些实施例中,所述通道锡丝进口处设置有用以通过锡丝的耐磨套。
在一些实施例中,所述导热体的外围还设有保温隔热层。
在一些实施例中,所述出锡咀与加热通道可拆卸设置。
在一些实施例中,所述发热元件为电加热管。
与现有技术相比,本发明的有益效果是:提供的可预热可注射的焊锡工具,通过分段加热的方式以实现工件的焊接,既可单用于焊丝的加热,也可用于熔焊,出锡量准确可控,保证锡焊质量。具体地,焊丝匀速从导管锡丝进口进入其中,在导热体上发热元件的作用下,焊丝在导管内进行预热,预热的锡丝从导管锡丝出口出后进入通道锡丝进口继续在加热通道中进行加热,此后可以满足两种焊接的工作情形:一是从出锡咀出来的锡丝还是极软的固态状,可以均匀装填于工件的锡接处,同时通过加热工件的方式使该极软的固态状的锡丝最终熔化焊紧;二是从出锡咀出来的锡液可以以注射的方式焊涂于工件上的焊接处。
此外,该焊锡工具上,可通过改变出锡咀的孔径大小控制锡点的大小;整个工具可作模块化应用于自动化设备各需要焊锡的工序上,其固定在金属支架上抗震性好,可以将焊锡注入到一些常规烙铁无法到达的深孔内。
附图说明
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
图1为现有技术中某型自动焊锡工具的结构示意图;
图2为本发明实施例的主剖结构示意图;
图3为本发明图1中侧视结构示意图;
图4为本发明图1中A处局部放大结构示意图;
图5为本发明图1中A向结构示意图;
图6为本发明图1中B-B剖面结构示意图。
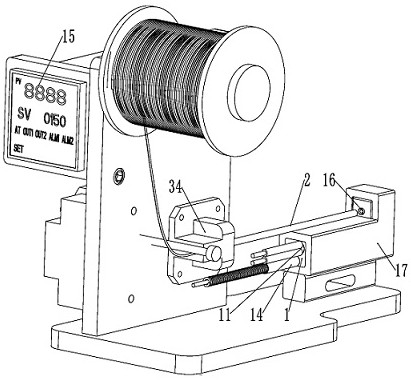
图中:1、导热体;11、发热元件;12、加热通道;13、出锡咀;14、热电偶;15、温控器;16、耐磨套;17、保温隔热层;2、导管;21、导管锡丝进口;22、导管锡丝出口;3、锡丝进给机构;31、步进轮;32、从动轮;33、步进电机;34、导向块。
具体实施方式
下面将结合本发明实施例中附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-图6,本发明实施例提供了一种可预热可注射的焊锡工具,包括:
导热体1,可以由黄铜材料制成,其大小根据需要可以调整,黄铜储存热量可以有效保持连续生产中温度的稳定性,导热体1上设有发热元件11;所述导热体1上还设有用以通过锡丝的加热通道12,所述加热通道12的一端具有通道锡丝进口,另一端设有出锡咀13;以及
导管2,其内部直径根据锡丝直径而定,其中,锡丝直径通常为0.8mm到2mm,导管2的材料可以是不锈钢,玻璃或其它满足要求的材料,可以是软管或硬管,它可以有效防止锡丝弯曲褶皱;导管2一端具有导管锡丝进口21,另一端具有导管锡丝出口22,所述导管锡丝出口22与通道锡丝进口处对齐,但导管锡丝出口22与通道锡丝进口非接触设置,用以形成骤变温度段,防止导管2的出口端下一次焊接的堵料;位于导管锡丝出口22一端的导管2上具有靠近导热体1的悬空设置的预热段。
具体使用过程中,焊丝匀速从导管锡丝进口21进入其中,在导热体1上发热元件11的作用下,焊丝在导管2内进行预热,预热的锡丝从导管锡丝出口22出后进入通道锡丝进口继续在加热通道12中进行加热,此后可以满足两种焊接的工作情形:一是从出锡咀13出来的锡丝还是极软的固态状,可以均匀装填于工件的锡接处,同时通过加热工件的方式使该极软的固态状的锡丝最终熔化焊紧;二是从出锡咀13出来的锡液可以以注射的方式焊涂于工件上的焊接处。可以理解地,通过分段加热的方式以实现工件的焊接,既可单用于焊丝的加热,也可用于熔焊,出锡量准确可控,保证锡焊质量;其中,通过预热可以大幅降低锡丝熔化的时长;该处采用悬空而非接触的方式进行预热,又保证了导管中不会出现堵丝的情形。
为了保证能够顺畅的输送锡丝,本实施例中,可选地,所述导管2、加热通道12的长度延伸线呈一条直线设置。
进一步地,所述导热体1的截面为L形,所述加热通道12贯穿L形的短边设置,所述导管2与L形的长边平行且悬空设置。
为了能够连续准确的输送锡丝,本实施例中,可选地,还包括锡丝进给机构3,所述锡丝进给机构3包括:步进轮31、从动轮32、以及步进电机33,所述步进轮31与从动轮32相对夹紧锡丝设置,所述步进轮31与步进电机33的输出端传动连接。
进一步地,还包括:导向块34,所述导向块34内具体有与导管锡丝进口21相通的导向通道,所述步进轮31与从动轮32相对夹紧锡丝设置于导向通道内。
以上通过步进电机33驱动的锡丝进给机构3,步进电机33可以是28,42,57,86型,由步进电机33驱动两个夹住锡丝的步进轮31、从动轮32,通过步进电机33的正反转可以驱动步进轮31、从动轮32的正反转从而带动锡丝前进或后退;由脉冲信号控制步进电机33来控制送丝或退丝的距离,当不需要熔锡时,步进电机33反转,焊锡丝退丝脱离高温的导管2和加热通道12。
为了能够实时准确监控导热体1上的温度,本实施例中,可选地,还包括设置于导热体1上的:热电偶14,所述热电偶14与温控器15电性连接。热电偶14可以是:N型热电偶、K型热电偶、E型热电偶、J型热电偶、T型热电偶,也可以是S型、B型、R型等任何满足测量精度与温度范围的型号;热电偶14的材料可以是:N-镍铬硅-镍硅、K-镍铬-镍硅、E-镍铬-铜镍(镍铬-康铜)、J-铁-铜镍、T-铜-铜镍、S-铂铑10-铂、B-铂铑30-铂铑、R-铂铑13-铂或其它任何满足需求的材料;热电偶14的偶丝直径可以是0.5mm到5mm之间或其它满足需求的直径数值,热电偶14的偶丝长度可以是6mm到60mm之间或其它满足需求的长度数值。温控器15可以设定焊锡丝预热或熔融时的温度,使导热体1的温度始终保持在一个恒定值,温控器15可以带通讯功能和报警提示,由上位机或远程计算机控制温度或设备电路的通断。
为了减少通道锡丝进口处的磨损,本实施例中,可选地,所述通道锡丝进口处设置有用以通过锡丝的耐磨套16。进一步地,耐磨套16为不锈钢管制成的管状结构,其埋入黄铜材质的加热通道12中,一方面,可以避免锡丝频繁进退磨损黄铜材质的加热通道12;另一方面,不锈钢耐高温,耐氧化,有效降低锡丝阻力,而且不锈钢相对于黄铜传热慢,利用温差有效阻止熔融焊锡回流情形。
为了减少热散失,本实施例中,可选地,所述导热体1的外围还设有保温隔热层17。保温隔热层17包裹在导热体1外围可以有效防止热损失和操作人员的烫伤,保温隔热层17的材质可以采用硅酸铝陶瓷纤维,耐高温达到1260摄氏度。进一步地,若添加保温隔热层17后,预热段中的锡丝达不到预热温度,可以在靠近导管2一侧的导热体1上留一条未包裹保温隔热层17的槽。
为了适应不同焊锡工况的需求,本实施例中,可选地,所述出锡咀13与加热通道12可拆卸设置,可以通过螺纹安装。出锡咀13可以设置为不同形状,如圆口、方口状,可以应用于不同场景,通过出锡咀孔径的不同大小可以控制出锡液滴的直径,也可以将熔融焊锡送到异性孔的深处。
为了实现加热的快速性,本实施例中,可选地,所述发热元件11为电加热管。电加热管是干烧型,可以是一组或多组,形状可以是管状或片状,嵌入安装于铜制导热体内。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
- 一种可预热可注射的焊锡工具
- 一种可预热可注射的焊锡工具