一种双工位式轮盘工作台
文献发布时间:2023-06-19 13:46:35
技术领域
本发明属于非标自动化转机技术领域,尤其涉及一种双工位式轮盘工作台。
背景技术
在非标自动化转机生产时,常使用轮盘工作台,其上往往具有单个的液压同步工装模组。
当液压同步工装模组的平面受到加工力时,液压同步工装模组在切削力的作用下会产生微变形,会使得加工刀具和液压同步工装模组上的工件不能保持相对水平,如果多工位在同一液压同步工装模组上进行加工,应加工的工艺不同所受到的切削力不同,液压同步工装模组受到的力也不同,则产生的微变形也各不同,会导致不同工位在同一个工件上所留下的加工面不能保证相对的水平或是垂直,影响了加工效果。
发明内容
本发明实施例的目的在于提供一种双工位式轮盘工作台,旨在解决现有的轮盘工作台在加工时会导致不同工位在同一个工件上所留下的加工面不能保证相对的水平或是垂直的问题。
本发明实施例是这样实现的,一种双工位式轮盘工作台,所述工作台包括:
轮盘式工作台;
液压同步工装模组一,设置于轮盘式工作台上;
液压同步工装模组二,与液压同步工装模组一相对布设,且所述液压同步工装模组二设置于轮盘式工作台上;
限位块,所述液压同步工装模组一和液压同步工装模组二之间的间隙处设置有限位块;
限位调节块,所述液压同步工装模组一和液压同步工装模组二上均设置有限位调节块,且限位调节块固定于轮盘式工作台上;以及
定位销,与设置于限位调节块上的定位孔配合。
优选地,所述轮盘式工作台上设置有多个液压同步工装模组一,且每个液压同步工装模组一均与一个液压同步工装模组二相对布设。
优选地,相对布设的两个所述限位调节块分别通过第三内六角圆柱头螺钉和第四内六角圆柱头螺钉与轮盘式工作台连接。
优选地,所述液压同步工装模组一和液压同步工装模组二上均设置有用于调节限位调节块松紧的调节件。
优选地,所述调节件为内六角圆柱头螺钉。
优选地,所述限位块上设置有六角螺帽。
本发明实施例提供的一种双工位式轮盘工作台,通过将限位调节块定位使其斜面正好与限位块的斜面贴合,那么加工时能有效的抵消向后或是向下的切削力,这样就能大幅度的保证多工位在同一个工件上所留下的加工面能保证相对的水平或是垂直,有效避免了现有的轮盘工作台在加工时会导致不同工位在同一个工件上所留下的加工面不能保证相对的水平或是垂直的问题,能有效的提高产品的合格率。
附图说明
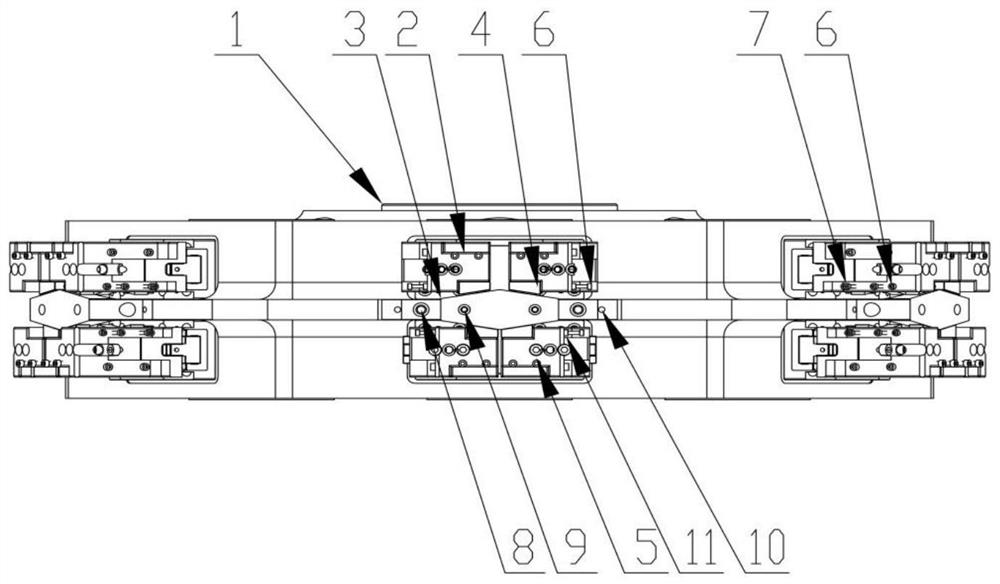
图1为本发明实施例提供的一种双工位式轮盘工作台的结构图;
图2为本发明实施例提供的一种双工位式轮盘工作台中限位块的结构图。
附图中:1-轮盘式工作台;2-液压同步工装模组一;3-限位块;4-限位调节块;5-液压同步工装模组二;6-第一内六角圆柱头螺钉;7-第二内六角圆柱头螺钉;8-第三内六角圆柱头螺钉;9-第四内六角圆柱头螺钉;10-定位销;11-六角螺帽。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
以下结合具体实施例对本发明的具体实现进行详细描述。
如图1~图2所示,为本发明一个实施例提供的一种双工位式轮盘工作台的结构图,包括:
轮盘式工作台1;
液压同步工装模组一2,设置于轮盘式工作台1上;
液压同步工装模组二5,与液压同步工装模组一2相对布设,且所述液压同步工装模组二5设置于轮盘式工作台1上;
限位块3,所述液压同步工装模组一2和液压同步工装模组二5之间的间隙处设置有限位块3;
限位调节块4,所述液压同步工装模组一2和液压同步工装模组二5上均设置有限位调节块4,且限位调节块4固定于轮盘式工作台1上;以及
定位销10,与设置于限位调节块4上的定位孔配合。
在本实施例的一种情况中,所述液压同步工装模组一2和液压同步工装模组二5上可以按需增加耐磨层,本实施例在此不进行具体的限定;有必要说明的是,所述液压同步工装模组一2和液压同步工装模组二5为现有技术,本申请技术方案未进行改进,因而不需要它们的具体型号、电路结构等,不影响本申请技术方案的完整性。
本实施例在实际应用时,当液压同步工装模组一2和液压同步工装模组二5打开或是闭合时,限位调节块4也会跟着打开或是闭合,首先将液压同步工装模组一2和液压同步工装模组二5上的限位调节块4位置调整好,限位调节块4校对好位置后用定位销10配合定位销孔做一个精准定位,使得限位调节块4闭合时,限位调节块4的斜面正好与限位块3的斜面贴合,那么加工时会液压同步工装模组一2和液压同步工装模组二5上的限位调节块4的斜面会靠着限位块3的斜面上,加工时能有效的抵消向后或是向下的切削力,这样就能大幅度的保证多工位在同一个工件上所留下的加工面能保证相对的水平或是垂直,能有效的提高产品的合格率。
如图1~图2所示,作为本发明的另一种优选实施例,所述轮盘式工作台1上设置有多个液压同步工装模组一2,且每个液压同步工装模组一2均与一个液压同步工装模组二5相对布设。
在本实施例的一种情况中,多个液压同步工装模组一2和液压同步工装模组二5上的加工件可同时由一个驱动源进行驱动,也可以单独进行驱动,本实施例在此不进行具体的限定;其中,所述驱动源可以选用液压缸,也可以选用电机驱动,只要能够配合加工模块对工件进行加工即可,在此不做限定。
本实施例在实际应用时,多个液压同步工装模组一2和液压同步工装模组二5上可同时放置工件并由加工模块进行加工,能够有效提高加工效率。
如图1~图2所示,作为本发明的一种优选实施例,相对布设的两个所述限位调节块4分别通过第三内六角圆柱头螺钉8和第四内六角圆柱头螺钉9与轮盘式工作台1连接。
当然,除上述结构外,相对布设的两个所述限位调节块4还可以通过卡扣式组装,本实施例在此不进行具体的限定。
本实施例在实际应用时,可通过第三内六角圆柱头螺钉8和第四内六角圆柱头螺钉9调节限位调节块4的安装位置,使得液压同步工装模组一2和液压同步工装模组二5能够根据工件的尺寸进行合适稳定的加工。
如图1所示,作为本发明的另一种优选实施例,所述液压同步工装模组一2和液压同步工装模组二5上均设置有用于调节限位调节块4松紧的调节件。
其中,所述调节件为内六角圆柱头螺钉。
在本实施例的一种情况中,安装于液压同步工装模组一2和液压同步工装模组二5上的调节件分别为第一内六角圆柱头螺钉6和第二内六角圆柱头螺钉7。
本实施例在实际应用时,液压同步工装模组一2和液压同步工装模组二5上的限位调节块4的松紧度可以通过第一内六角圆柱头螺钉6和第二内六角圆柱头螺钉7进行单独调整,提高了工作台的适配性。
如图1所示,作为本发明的另一种优选实施例,所述限位块3上设置有六角螺帽11,能够有效提高限位块3安装的稳定性。
本发明上述实施例中提供了一种双工位式轮盘工作台,通过将限位调节块4定位使其斜面正好与限位块3的斜面贴合,那么加工时能有效的抵消向后或是向下的切削力,这样就能大幅度的保证多工位在同一个工件上所留下的加工面能保证相对的水平或是垂直,有效避免了现有的轮盘工作台在加工时会导致不同工位在同一个工件上所留下的加工面不能保证相对的水平或是垂直的问题,能有效的提高产品的合格率。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。