一种增强不锈钢在超亚临界体系下耐腐蚀性能的方法
文献发布时间:2024-01-17 01:20:32
技术领域
本发明属于机械材料制备技术领域,具体涉及一种增强不锈钢在超亚临界体系下耐腐蚀性能的方法。
背景技术
超临界水是指温压高于水的临界点(温度374℃,压力22.1MPa)状态下的水,而温度高于100℃,温压低于水临界点状态下的水则称为亚临界水。超临界水氧化(Supercritical Water Oxidation,SCWO)和亚临界水氧化(Subcritical WaterOxidation,SWO)均为一种利用该状态下水扩散系数高、传质速率高、粘度低、介电常数低且与有机物互溶性好的特点,以氧气、双氧水为氧化剂,一种快速、高效去除有机废物的方法。相应地,超亚临界水氧化技术拥有许多优点,如高反应速率、高破坏率和良好的反应封闭性等。经过超亚临界水氧化,碳氢化合物和含氧碳氢化合物可被转化为CO
不锈钢作为超亚临界水氧化技术预热器和反应器的重要候选材料,具有良好的耐腐蚀性能、力学性能和较低的成本。根据元素添加含量的不同,不锈钢有很多类型。奥氏体不锈钢制作的成本较低而且在高温环境中具有良好的抗蠕变性能和耐蚀性,被应用于制作超亚临界水氧化设备的基体材料。除了不锈钢以外,钛合金在高温高压环境中表现出良好的稳定性能,其耐腐蚀性来自其表面致密的钝化膜,工业纯钛在高温高压条件下没有明显的腐蚀失重,表现出比不锈钢更优异的耐蚀性。但这些材料不适合用作结构材料,它们在高温环境中的机械强度较低且价格高,一般用于其他材料的涂层或是反应器的内衬。
目前对材料抗腐蚀的处理多为在基体上紧密结合一层薄薄的保护层来避免腐蚀侵蚀,喷涂技术是在不改变基体其他性能的条件下,通过某种热源或者动力源将材料形成高速粒子流,喷向基体上不断沉积形成具有一定功能的涂层,其特点是工艺简便、应用范围较广。近年来,研究人员在传统喷涂技术基础上发展出超音速火焰喷涂、超音速等离子喷涂、反应热喷涂和冷喷涂等工艺。钛合金的氧化性很高,传统的热喷涂技术不适合制备钛及钛合金涂层。
冷喷涂指在常温下或较底的温度下,由超音速气、固两相气流将涂层粉末击射到不锈钢基板形成质密涂层,冷喷涂技术中不存在高温加热涂层材料粉末颗粒,也就不存在高温氧化、气化、熔化、晶化等影响涂层性能的效应出现。与传统的热喷涂技术相比,冷喷涂技术具有喷涂材料氧化少,涂层热应力小,无需高温热源,具有结合强度好,可将喷涂材料的组织结构在不发生变化的条件下转移到基体表面等优点,但所获得的涂层也存在一些不足之处:对于高温合金涂层必须使用氦气,因此费用较高;颗粒有效沉积以及稳定的高质量涂层的制备很大程度上依赖于颗粒与基板材料的特性。
为改善冷喷涂得到的涂层存在微孔裂纹,且进一步加强涂层与基体的结合强度同时减少涂层的孔隙度,本发明采利用激光重熔技术联用冷喷涂使激光束将表面熔化而不加任何金属元素,达到表面组织改善的目的,用激光重熔可以把杂质、气孔、化合物释放出来,同时由于迅速冷却而使晶粒得到细化,得到组织性更好的涂层。
发明内容
针对现有技术中存在的上述问题,本发明旨在提供一种增强不锈钢耐腐蚀性能的方法,利用冷喷涂与激光重熔复合工艺,有效解决TC4钛合金涂层直接激光熔覆过程中向下沉积和钛合金熔化与不锈钢结合体迅速氧化和氮化等问题,获得结构优异的钛合金涂层来增强不锈钢的耐腐蚀性能。
本发明限定的一种增强不锈钢在超亚临界体系下耐腐蚀性能的方法,包括如下步骤:
(1)以经过预处理的不锈钢基体以冷喷涂的方式涂上TC4钛合金粉末,形成TC4钛合金涂层,冷喷涂条件为:载气为高纯氩气,载气压力为2~4MPa,喷涂的TC4钛合金粉末在进入喷枪前温度为500~650℃,不锈钢基体和喷枪出口的间隔为30mm,喷枪扫描速度为100~200mm/s,优选载气压力为3MPa,喷涂的TC4钛合金粉末在进入喷枪前温度为600℃;
(2)在步骤(1)得到的TC4钛合金涂层进行激光重熔处理,涂层表层释放出杂质、气孔和化合物,应力分散,再冷却后钛合金晶粒细化,激光重熔之后的涂层与冷喷涂涂层之间形成过渡层;激光重熔的条件为:功率为250W,光斑直径为0.3~3mm,光斑移动速度为300~500mm/s,高纯氩气压力为0.2~1.2MPa,流量为速度为3~12L/min,其他参数采用本领域常规使用的参数。
进一步地,本发明还限定了不锈钢基体为铁素体不锈钢、奥氏体不锈钢或马氏体不锈钢。
进一步地,本发明还限定了步骤(1)中不锈钢基体的预处理过程为除锈、除油污和喷砂粗化中至少一种,通过预处理可清洁基体表面,去除杂质、油污等,利于后续喷涂材料与基体的结合。
进一步地,本发明还限定了除锈、除油污采用乙醇或丙酮对不锈钢基体表面进行清洗。
进一步地,本发明还限定了喷砂粗化的工艺参数为:空气压力为0.3~1.0MPa,优选为0.5MPa,喷砂时间为10s~2min,优选为45s,喷砂用砂的粒径为40~200目,优选为60目。
进一步地,本发明还限定了步骤(1)中的TC4钛合金粉末的粒径20~55μm,本发明采用的TC4钛合金粉末具有良好的强度高、断裂韧度和耐蚀性,且质量轻,本发明之所以限定其粒径,是由于冷喷涂加热压缩气体时会携带钛合金粉末,使得钛合金粉末颗粒在与不锈钢基体机械结合时充分变形,减少基体与涂层之间的孔隙。
进一步地,本发明还限定了步骤(2)中的光斑直径为0.5mm,高纯氩气压力为0.5MPa,流量为速度为6L/min。
进一步地,本发明还限定了TC4钛合金涂层的厚度为0.3-0.6mm。
更进一步地,本发明限定的增强不锈钢在超亚临界体系下耐腐蚀性能的方法,包括如下步骤:
1)压缩气体从进气口进入冷喷涂系统分为两股气流,分别为推进气体和粉末载气,推进气体经气体加热器中加热到高温,粉末载气将从送粉器进入管道的TC4钛合金粉末带入到喷枪,两股气流拜把在喷枪上游混合,再在下游膨胀产生超音速流动,同时,TC4钛合金粉末被气流拾起并在喷枪中加速至高速,然后撞击不锈钢基材,形成TC4钛合金涂层,得到带涂层的不锈钢基材,即为冷喷涂成品;
2)步骤1)得到的冷喷涂成品进入激光重熔系统,采用激光束在TC4钛合金涂层表面扫描,涂层表面吸收激光能量温度升高并熔化,同时通过热传导将表面热量向内部传递,使整个TC4钛合金涂层及部分不锈钢基材熔化,形成涂层熔融层,激光束扫描离开后熔化的金属自然冷却在基体表面形成激光重熔层,得到重熔后样品;
3)根据需求,利用线切割技术将重熔后样品切割成大小为1*1*20mm的长方体样品,进行腐蚀测试,具体为将重熔后样品放入装有腐蚀液的石英玻璃管中,两端封口后得到测试反应器,测试反应器放入加热铜管中,再将加热铜管放入管式加热炉的加热套中加热至由温控装置及显示仪设置反应需要的温度,进行腐蚀试验,所述腐蚀液为氯化钠溶液,质量分数为3.5%。
本发明采用高纯氩气作保护气体,即压缩气体,隔绝空气防止钛合金涂层氧化氮化的同时,也不会与材料发生反应。
通过采用上述技术,与现有技术相比,本发明的有益效果如下:
1)本发明通过该不锈钢基体表面利用冷喷涂技术在基体上沉积一层钛合金涂层,然后再利用激光重熔处理钛合金涂层,使得涂层外骨骼表面更为光滑结构更为紧密,并且激光重熔之后的涂层与冷喷涂之间形成过渡层,使得激光重熔涂层应力分散,这将大大降低激光重熔涂层由于巨大的应力而易整体脱落的问题,极大提高不锈钢的耐腐蚀性能;
2)本发明的方法与直接激光熔覆钛合金材料制备的涂层相比,消除了钛合金材料在基体表面沉降并破坏基体结构的问题;采用激光重熔技术把杂质、气孔、化合物释放出来,同时由于迅速冷却而使晶粒得到细化,降低涂层的孔隙率,解决了直接冷喷涂的涂层存在的微孔和微裂痕的缺陷,使得涂层下的不锈钢基体的耐腐蚀性能提高巨大;
3)通过采用本发明限定的方法对不锈钢基体上处理得到强化后的不锈钢,在超亚临界水环境中的腐蚀测试显示其腐蚀速率远小于未增强的不锈钢,延长不锈钢反应器基体的服役时间,避免更换不锈钢反应器基体材料,一定程度上节约成本。
附图说明
图1为原316L不锈钢的电镜扫描图;
图2为冷喷涂0.3mm涂层的316L不锈钢的电镜扫描图;
图3为0.3mm涂层激光强化后的316L不锈钢的电镜扫描图;
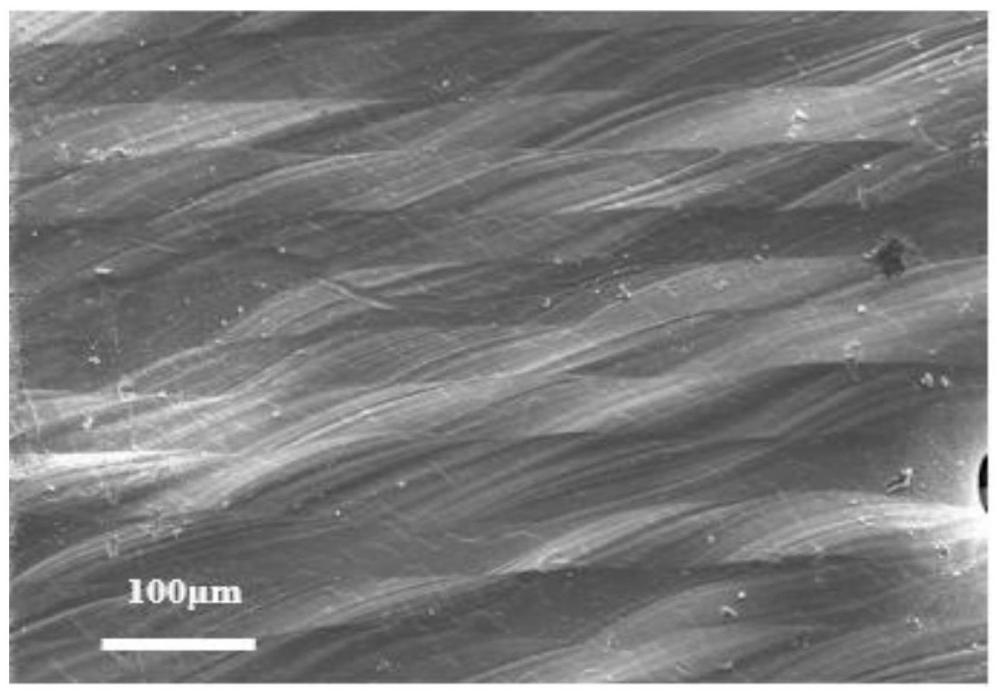
图4为冷喷涂0.6mm涂层的316L不锈钢的电镜扫描图;
图5为0.6mm涂层激光强化后的316L不锈钢的电镜扫描图;
图6为强化前后的316L不锈钢在超亚临界水氧化条件下暴露100h后的腐蚀速率变化图;
图7为整个金属强化工艺和金属腐蚀测试流程示意图;
图8为加热铜管的结构示意图;
图9为图8的俯视图。
图中:1-冷喷涂系统、2-送粉机、3-喷枪、4-TC4钛合金涂层、5-不锈钢基材、6-进气口、7-气体加热器、8-冷喷涂成品、9-激光重熔系统、10-激光重熔层、11-激光束、12-涂层熔融层、13-重熔后样品、14-石英玻璃管、15-腐蚀液、16-测试反应器、17-管式加热炉、18-温控装置及显示仪、19-加热铜管、20-加热套。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
实施例1本发明实施例中的不锈钢基体材料选用316L不锈钢,加热铜管19呈圆柱体结构如图8-9所示,均匀间隔设置有若干开口向上的放置测试反应器16的放置管腔,放置管腔的深度大于石英玻璃管14的长度,石英玻璃管14的外径稍小于放置管腔的内径,石英玻璃管14放置于加热铜管19的放置管腔中(本发明实施例采用的石英玻璃管14主体为一根长60mm,OD 2mm,ID 4mm的双开口空心石英玻璃管,先一端封口,加入相应的腐蚀溶液和金属后再将另一端封口以进行实验),利用冷喷涂和激光重熔复合工艺制备涂层,其工艺流程如图7所示,具体步骤包括:
1)利用乙醇对316L不锈钢的表面清洗基体表面的污物,待干燥后采用60目棕刚玉砂对基体表面喷砂粗化,喷砂的气压为0.5MPa,喷砂时间为45秒,使其粗糙度达到喷涂要求;
2)将喷砂处理后的不锈钢基体利用冷喷涂制备TC4钛合金涂层,具体为:压缩气体从进气口6进入冷喷涂系统1分为两股气流,分别为推进气体和粉末载气,推进气体经气体加热器7中加热到高温,再将粒径为40±15μm的TC4粉末为原料,通过送粉器2送入管道,粉末载气将从送粉器2进入管道的TC4钛合金粉末带入到喷枪3,两股气流拜把在喷枪3上游混合,再在下游膨胀产生超音速流动,同时,TC4钛合金粉末被气流拾起并在喷枪3中加速至高速,然后撞击不锈钢基材5,形成TC4钛合金涂层4,得到带涂层的不锈钢基材,即为冷喷涂成品8,调节进料系统的速度为1.5rpm;冷喷涂的载气为高纯氩气,载气压力为3MPa,气体的温度为600℃,基体和喷枪出口之间的间隔距离设置为30mm,喷枪的移动速度为200mm/s;
3)对步骤(2)冷喷涂处理后的冷喷涂成品8进行激光重熔处理,具体为:步骤1)得到的冷喷涂成品8进入激光重熔系统9,采用激光束11在TC4钛合金涂层4表面扫描,涂层表面吸收激光能量温度升高并熔化,同时通过热传导将表面热量向内部传递,使整个TC4钛合金涂层4及部分不锈钢基材5熔化,形成涂层熔融层12,激光束扫描离开后熔化的金属自然冷却在基体表面形成激光重熔层10,得到重熔后样品13;激光重熔的参数为:激光功率250W,激光光斑直径为0.5mm,光斑移动速度500mm/s,激光路径重复率为50%,使用高纯氩气侧吹,保护气体压力0.5MPa,流量6L/min;
4)根据需求,利用线切割技术将重熔后样品13切割成大小为1*1*20mm的长方体样品,进行腐蚀测试,具体为将重熔后样品13放入装有腐蚀液15的石英玻璃管14中,两端封口后得到测试反应器16,测试反应器16放入加热铜管19中,再将加热铜管19放入管式加热炉17的加热套20中加热至由温控装置及显示仪18设置反应需要的温度,进行腐蚀试验,本实施例中选中两个代表性温度(260℃,380℃)并将含有重熔后样品13与腐蚀液15制备成的测试反应器16于17中暴露100h,暴露时间达到后拆封测试反应器16取出重熔后样品13,将金属试件用清水清洗后干燥,称重,与腐蚀前的重量进行对比,计算金属的腐蚀速率。
本实施例所制得的涂层厚度为0.3mm,本发明将原316L不锈钢(即不锈钢基体5)、冷喷涂后的316L不锈钢(即冷喷涂成品8)、激光强化后的316L不锈钢(即重熔后样品13)分别进行电镜扫描,分别如图1-3所示,不锈钢原样如图1所示,产品制作过程中所产生的划痕;图2为在该不锈钢上冷喷涂制备的0.3mm TC4涂层,不锈钢表面由层层的球体颗粒堆叠而成,球体颗粒之间存在孔隙;图3表示0.3mm涂层的不锈钢样品经过激光重熔技术强化后涂层表面光滑平整,只存在少量的裂痕和小孔;在高能量激光束下使得表面涂层面迅速熔化并紧密结合至凝固,涂层面经过熔化向下进一步沉积在下方冷喷涂制备的涂层当填充,消除基体与涂层的结合面处因冷喷涂过程产生的间隙,且下方的冷喷涂涂层可阻挡高能量激光束破坏基体,避免基体的结构被破坏。
实施例2不锈钢基体材料选用316L不锈钢,利用冷喷涂和激光重熔复合工艺制备涂层的工艺同实施例1,其具体步骤包括:
(1)利用乙醇对316L不锈钢的表面清洗基体表面的污物,待干燥后采用60目棕刚玉砂对基体表面喷砂粗化,喷砂的气压为0.5MPa,喷砂时间为45秒,使其粗糙度达到喷涂要求;
(2)将喷砂处理后的不锈钢基体利用冷喷涂制备TC4钛合金涂层,具体为:以粒径为40±15μm的TC4粉末为原料,通过料斗送入喷枪,调节进料系统的速度为1.5rpm;冷喷涂的载气为高纯氩气,载气压力为3MPa,气体的温度为600℃,基体和喷嘴出口之间的间隔距离设置为30mm,喷枪的移动速度为100mm/s;
(3)对步骤(2)冷喷涂处理后的基体进行激光重熔处理,激光重熔的参数为:激光功率250W,激光光斑直径为0.5mm,光斑移动速度300mm/s,激光路径重复率为50%,使用高纯氩气侧吹,保护气体压力0.5MPa,流量6L/min。
本实施例所制得的涂层厚度为0.6mm,涂层激光强化前、后的表面形貌如图4-5所示,涂层厚度的增加会使得球体颗粒的堆叠更加紧密即涂层的稳定性进一步提高,并且激光强化后的涂层表面也更加光滑,表明经过涂层厚度的改变使涂层与316LSS结合程度显著增强。经本发明处理后的每个阶段的316L不锈钢与未处理的316L不锈钢分别进行超亚临界水氧化环境的耐腐蚀性能测试,如下图6表示强化前后的不锈钢样品的腐蚀速率,可以看到260℃下,涂层厚度为0.3mm时,腐蚀速率从原316L不锈钢的0.619mg/cm