一种用于钢筋网片自动编织的自动钢筋编网设备及工作方法
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及一种用于钢筋网片自动编织的自动钢筋编网设备及工作方法,属于建筑工程技术领域。
背景技术
钢筋网片是采用冷轧带肋钢筋纵横向以一定的间距形成的网状结构,被广泛应用于桥梁工程中,钢筋网纵筋与横筋形成的网状结构,与承载面铺装层混凝土粘结锚固性好,承受的载荷能均匀扩散分布,明显提高钢筋混凝土结构的抗震抗裂性能,使楼板钢筋网片成为了建筑行业重要的组成部分之一。
目前,楼板钢筋网片的生产方程,混凝土路面工程,机场跑道,隧道衬砌,工民建筑楼板等。在建筑式主要有定点焊接和人工捆扎。其中焊接钢筋网片的方式存在增材加工、使网片实际重量大于理论重量;需提前进行钢筋剪断环节,增大工作量;并非在施工现场生产制造,尺寸的大小受运输条件限制等问题。而传统的人工现场摆放绑扎存在效率低下;劳动强度大,投入工人数多;手动摆放钢筋难以控制其间距,手段过于原始,生产出的产品达不到使用要求等问题。中国专利文件(公开号CN103639331A)公开了一种钢筋网片编织机组,包括钢筋盘元、定长剪切机和钢筋编织机主体,可代替人工编织,但该方案编织出的钢筋网片不利于固定网片边缘的钢筋,结构不够紧凑,且横向钢筋需要人工穿插到机器上,自动化程度较低。
发明内容
针对现有技术的不足,本发明提供一种用于楼板钢筋网片自动编织的自动钢筋编网设备,生产只由钢筋编织的楼板钢筋网片。
本发明还提供上述设备的工作方法。
本发明的技术方案如下:
一种用于钢筋网片自动编织的自动钢筋编网设备,包括转架盘、加工一体机、编网机、固定台,编网机相邻两侧各设有一台加工一体机,转架盘设于加工一体机一端,转架盘用于承载作为原料的钢筋盘圆,通过转架盘的转动维持钢筋的送料,加工一体机用于牵引转架盘上的钢筋、将钢筋伸入编网机中,编网机用于编织钢筋网片,编网机另一侧设置固定台,固定台用于固定编制好的钢筋网片;
加工一体机包括基座,基座上设有牵引装置、切断装置,牵引装置用于牵引钢筋运动,切断装置用于切断钢筋。
优选的,牵引装置包括牵引辊轮和步进电机,步进电机输出端与牵引辊轮相连,牵引辊轮通过辊轮座连接于基座上。工作时步进电机通过联轴器带动牵引辊轮转动,牵引通过两牵引辊轮之间的钢筋向前运动。
优选的,切断装置包括刀片座和切断液压缸,刀片座包括上刀片和下刀片,下刀片与基座相连,切断液压缸输出端与上刀片相连,切断液压缸通过液压缸座与基座相连。工作时液压缸带动上刀片上下运动,与下刀片一起将穿过的钢筋切断。
优选的,加工一体机还包括调直装置,调直装置包括调直转毂、调直辊轮、三相异步电机,调直转毂通过调直转毂座设于基座之上,调直转毂为方形框架,调直辊轮通过调直辊轮座设于方形框架内,调直转毂一端通过带传动与三相异步电机输出端连接。调直转毂可通过三相异步电机带动旋转,调直辊轮通过轴和轴承安装在调直辊轮座上,工作时,三相异步电机通过带传动带动调直转毂旋转,使调直辊轮对穿过其中的钢筋不断施加交变应力,达到调直的效果。
优选的,加工一体机还包括弯箍装置,弯箍装置包括U形板,U形板的U形开口两侧设有导轨,导轨上设有滑块,U形板上设有升降液压缸,升降液压缸输出端连接设有轴承底座,轴承底座与滑块相连,轴承底座上设有回转气缸,回转气缸输出轴与弯箍转盘输入轴相连,弯箍转盘通过开合式轴承座设于轴承底座上。升降液压缸可带动轴承底座在导轨上竖直运动,从而带动弯箍转盘上下移动,回转气缸带动弯箍转盘转动,对钢筋首末端加工出一定弧度。
优选的,其中一台加工一体机的基座下方设有轨道轮,轨道轮下方设有轨道,基座上还设有伺服电机,伺服电机用于驱动轨道轮转动。伺服电机工作时,可使加工一体机整体沿轨道移动,从而进行距离调整。
进一步优选的,轨道上设有限位开关,限位开关与伺服电机相连。
优选的,编网机包括编网支撑架,编网支撑架一端顶面设有限位管,限位管的数量为至少两个,限位管并排设置;编网支撑架另一端设有气动手指,气动手指末端设有夹持块,气动手指下方设有升降液压缸,气动手指与升降液压缸的输出端连接,气动手指的数量与限位管的数量一致,气动手指的原始工作位与限位管中心线位于同一水平面。升降液压缸带动气动手指进行上下移动,钢筋穿过气动手指相向的两夹持块之间,气动手指的开合用于夹持通过的钢筋。气动手指闭合,液压缸交错上下运动,使钢筋呈编网状。
进一步优选的,限位管的入口端开口为漏斗形开口,入口端的直径大于限位管的管径。便于钢筋首端的进入。
进一步优选的,编网机还包括支撑机构,支撑机构包括升降气缸,升降气缸输出端连接设有V形槽,V形槽与限位管垂直设置,V形槽的工作位置与限位管的中心线位于同一水平面。工作时V形槽用以托住钢筋防止其向下弯曲,钢筋完全穿过后,V形槽在升降气缸的带动下向下运动防止干涉。
优选的,固定台包括固定架,固定架一端设有压杆,压杆两端均设有液压缸,液压缸输出轴与压杆相连;固定架另一端设有步进电机,步进电机输出轴连接设有滚动牵引轴,滚动牵引轴另一端通过轴承座设于固定架上,滚动牵引轴上设有牵拉绳索。步进电机用于带动滚动牵引轴转动、牵引钢筋网片移动,压杆在液压缸的作用下可向下压住钢筋网片。工作时由步进电机带动滚动牵引轴转动,由滚动牵引轴上的牵拉绳索拖动钢筋网片向前运动,每次运动一个网片中钢筋间距的距离,由限位开关控制启停,步进电机工作时,固定架一端的液压缸输出轴同步向上运动、位于非工作位;步进电机停止而编网操作开始时,固定架一端的两侧液压缸输出轴同步向下运动、位于工作位,压杆压住钢筋网片中编织完成的部分,使网片处于稳定状态。
一种利用上述用于钢筋网片自动编织的自动钢筋编网设备的工作方法,包括步骤如下:
(1)将转架盘置于加工一体机一侧,在编网机相邻两侧均设置一台加工一体机,分别为横向加工一体机和纵向加工一体机;
(2)将钢筋盘圆放置在转架盘上,钢筋盘圆的首端引出并穿过加工一体机,位于弯箍装置的工作位置处;气动手指的原始工作位与限位管的中心线位于同一水平线上且一一对应,限位管的中心线也与横向加工一体机的出筋口位于同一水平面;横向加工一体机开始工作,钢筋首端被弯箍装置弯出弧度,调直装置与牵引辊轮开始工作,牵引调直后的钢筋向前移动,钢筋穿过限位管与气动手指的加持块之间;牵引辊轮停止工作;气动手指闭合,固定住钢筋首端;切断装置工作,切断钢筋末端;弯箍装置反向工作,将钢筋末端弯出弧度;伺服电机带动轨道轮转动,使横向加工一体机沿轨道纵向运动;轨道轮触碰到轨道上的限位开关后,伺服电机停止运动,横向钢筋加工一体机位于下一个工作位置上,重复步骤(2);
(3)当横向钢筋全部加工放置完毕后,开始进行纵向编网操作;偶数位气动手指夹持钢筋向上移动一段距离,奇数位气动手指夹持钢筋向下移动一段距离,奇数位与偶数位的钢筋间间距为钢筋直径;支撑机构位于工作位置上;纵向加工一体机开始工作,其工作流程与横向钢筋加工一体机相同,钢筋首端被弯箍装置弯出弧度,调直装置与牵引辊轮开始工作,牵引调直后的钢筋向前移动;纵向钢筋完全穿过网片并完成钢筋末端的切断和弯弧后,气动手指均恢复到原位置;滚动牵引轴通过钢索拉动网片向前运动,运动距离为一个网片钢筋间距,然后固定台上的步进电机停止工作,网片停止运动,位于下一个工作位上;压杆在液压缸的驱动下向下移动,通过压杆压住钢筋网片编织好的部分;气动手指相对上一次反向移动,即偶数位气动手指向下移动、奇数位气动手指向上移动,使网片呈编织状;重复步骤(3)至网片编织完成。
本发明的有益效果在于:
1.利用本发明公开的自动钢筋编网机可以实现钢筋从盘圆状到网片状之间过程的自动化加工,减少加工步骤,节约加工成本。横向钢筋与纵向钢筋均采用了自动调直剪断及在编网机构上布置的方式。避免了多工步加工过程,减少了人工参与程度,自动化程度高。
2.本发明可利用PLC进行位置和速度的控制,可针对不同型号的钢筋和目标网片的规格进行调整,选择高效高质量的方式进行加工,适用性广。
3.本发明限位管与气动手指的位置可调,对不同规格的钢筋网片进行加工时只需调整限位管之间的间距和夹持机间的间距,提高工作效率,减少时间成本。采用分离安装式的夹持机构,可通过改变各夹持机之间的安装距离来进行不同规格的钢筋网片的生产。
4.钢筋加工一体机上有钢筋弯箍装置,在调直钢筋的同时将每段钢筋的首末端分别加工出一定的弧度,使钢筋网片的结构更紧凑,防止网片松散。
5.网片在编织过程中的移动通过电机旋转和绳索带动网片横向运动,结构更加简单,制造更容易,成本低廉。钢筋在未编织时通过安装在编网支撑板上的限位管进行限位,保证钢筋间的距离,防止编织过程中松散的钢筋发生交错干涉。
附图说明
图1为编织好的钢筋网片结构示意图;
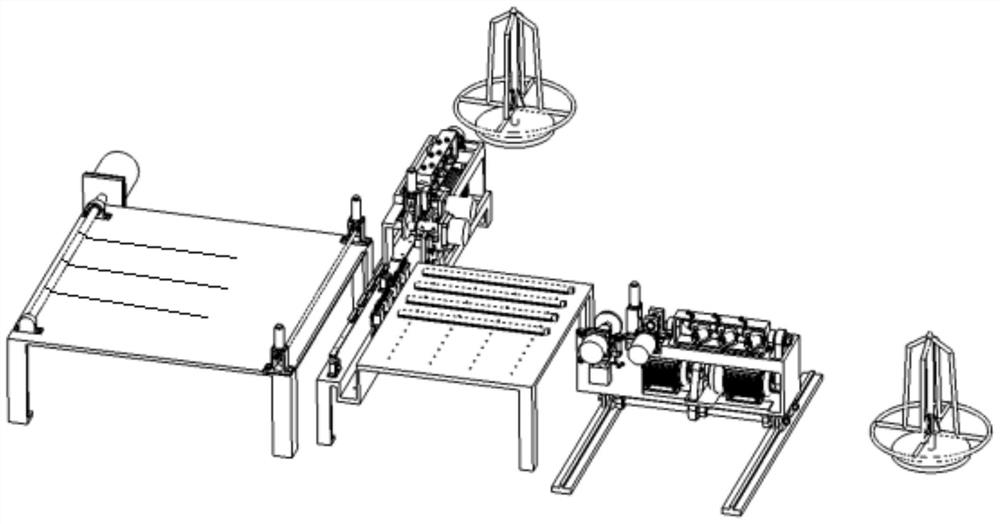
图2为总装结构示意图;
图3为转架盘结构示意图;
图4为加工一体机结构示意图;
图5为编网机结构示意图;
图6为固定台结构示意图;
其中:1、基座,2、带轮,3、V带,4、调直转毂座,5、调直转毂,6、调直辊轮座,7、调直辊轮,8、三相异步电机,9、辊轮座,10、牵引辊轮,11、切断液压缸,12、液压缸座,13、弯箍转盘,14、开合式轴承座,15、轴承底座,16、回转气缸,17、导轨,18、升降液压缸,19、滑块,20、步进电机,21、伺服电机,22、轨道轮,23、轨道,24、编网支撑架,25、限位管,26、夹持块,27、气动手指,28、升降液压缸,29、升降气缸,30、V形槽,31、步进电机,32、滚动牵引轴,33、轴承座,34、固定架,35、液压缸,36、液压缸基座,37、压杆。
具体实施方式
下面通过实施例并结合附图对本发明做进一步说明,但不限于此。
实施例1:
一种用于钢筋网片自动编织的自动钢筋编网设备,包括转架盘、加工一体机、编网机、固定台,编网机相邻两侧各设有一台加工一体机,如图2所示,转架盘设于加工一体机一端,转架盘用于承载作为原料的钢筋盘圆,通过转架盘的转动维持钢筋的送料,加工一体机用于牵引转架盘上的钢筋、将钢筋伸入编网机中,编网机用于编织钢筋网片,编网机另一侧设置固定台,固定台用于固定编制好的钢筋网片。
加工一体机包括基座1,基座1上设有牵引装置、切断装置,牵引装置用于牵引钢筋运动,切断装置用于切断钢筋。
牵引装置包括牵引辊轮10和步进电机20,步进电机20输出端与牵引辊轮10相连,步进电机通过螺栓固定在基座上,牵引辊轮10通过辊轮座9连接于基座上,牵引辊轮通过键在轴上进行周向固定、通过角接触球轴承进行轴向固定,轴由角接触球轴承承载。工作时步进电机通过联轴器带动牵引辊轮转动,在切断之前牵引通过两牵引辊轮之间的钢筋向前运动。
切断装置包括刀片座和切断液压缸11,刀片座包括上刀片和下刀片,下刀片通过螺栓与基座1相连,切断液压缸11输出端通过螺栓与上刀片相连,切断液压缸11通过液压缸座12与基座1相连。工作时液压缸带动上刀片上下运动,与下刀片一起将穿过的钢筋切断。
实施例2:
一种用于钢筋网片自动编织的自动钢筋编网设备,其结构如实施例1所述,所不同的是,加工一体机还包括调直装置,调直装置包括调直转毂5、调直辊轮7、三相异步电机8,调直转毂5通过调直转毂座4设于基座1之上,调直转毂5为方形框架,如图4所示,调直辊轮7通过调直辊轮座6设于方形框架内,由轴承承载,调直转毂5一端设有带轮2,另一端由轴承承载,调直转毂5通过V带3与三相异步电机8输出端连接,三相异步电机8通过螺栓安装在基座1下部,三相异步电机的输出端设有带轮、与调直转毂的带轮位置上下对应。调直转毂可通过三相异步电机带动旋转,调直辊轮通过轴和轴承安装在调直辊轮座上,工作时,三相异步电机通过带传动带动调直转毂旋转,使调直辊轮对穿过其中的钢筋不断施加交变应力,达到调直的效果。
实施例3:
一种用于钢筋网片自动编织的自动钢筋编网设备,其结构如实施例2所述,所不同的是,加工一体机还包括弯箍装置,弯箍装置包括U形板,U形板的U形开口两侧设有导轨17,导轨17上设有滑块19,升降液压缸18通过螺栓固定在U形板U形开口的下部,升降液压缸18输出端通过螺栓连接设有轴承底座15,轴承底座15与滑块19相连,轴承底座15上设有回转气缸16,回转气缸通过螺栓安装在轴承底座上,回转气缸16输出轴通过联轴器与弯箍转盘13输入轴相连,弯箍转盘13由一组角接触球轴承承载、安装在开合式轴承座中,弯箍转盘13通过开合式轴承座14设于轴承底座15上,开合式轴承座下半部分通过螺栓固定在轴承底座上。升降液压缸可带动轴承底座在导轨上竖直运动,从而带动弯箍转盘上下移动,回转气缸带动弯箍转盘转动,对钢筋首末端加工出一定弧度。
实施例4:
一种用于钢筋网片自动编织的自动钢筋编网设备,其结构如实施例3所述,所不同的是,其中一台加工一体机的基座1下方设有轨道轮22,轨道轮22下方设有轨道23,基座1上还设有伺服电机21,伺服电机21用于驱动轨道轮22转动。伺服电机工作时,可使加工一体机整体沿轨道移动,从而进行距离调整。轨道上设有限位开关,限位开关与伺服电机相连。
实施例5:
一种用于钢筋网片自动编织的自动钢筋编网设备,其结构如实施例4所述,所不同的是,编网机包括编网支撑架24,编网支撑架24一端顶面设有限位管25,限位管通过螺栓安装在编网支撑架上、按照目标钢筋网片的钢筋间距均匀分布,限位管的数量可根据钢筋网片的钢筋条数进行调整,本图中以安装四根为例,如图5所示,限位管并排设置;编网支撑架24另一端设有气动手指27,气动手指27末端设有夹持块26,夹持块通过螺栓安装在气动手指上,气动手指27下方设有升降液压缸28,气动手指27通过螺栓与升降液压缸28的输出端连接,气动手指的数量与限位管的数量一致,气动手指的原始工作位与限位管中心线位于同一水平面。升降液压缸带动气动手指进行上下移动,钢筋穿过气动手指相向的两夹持块之间,气动手指的开合用于夹持通过的钢筋。气动手指闭合,液压缸交错上下运动,使钢筋呈编网状。
实施例6:
一种用于钢筋网片自动编织的自动钢筋编网设备,其结构如实施例5所述,所不同的是,限位管的入口端开口为漏斗形开口,入口端的直径大于限位管的管径。便于钢筋首端的进入。
实施例7:
一种用于钢筋网片自动编织的自动钢筋编网设备,其结构如实施例5所述,所不同的是,编网机还包括支撑机构,支撑机构包括升降气缸29,升降气缸通过螺栓安装在编网支撑架上,升降气缸29输出端通过螺栓连接设有V形槽30,V形槽30与限位管25垂直设置,V形槽30的工作位置与限位管25的中心线位于同一水平面。工作时V形槽用以托住钢筋防止其向下弯曲,钢筋完全穿过后,V形槽在升降气缸的带动下向下运动防止干涉。
实施例8:
一种用于钢筋网片自动编织的自动钢筋编网设备,其结构如实施例7所述,所不同的是,固定台包括固定架34,固定架一端设有压杆37,压杆两端均设有液压缸35,液压缸35输出轴与压杆37相连;固定架另一端通过螺栓固定设有步进电机31,步进电机31输出轴通过联轴器连接设有滚动牵引轴32,滚动牵引轴32另一端通过角接触球轴承承载、通过轴承座33设于固定架34上。步进电机用于带动滚动牵引轴转动、通过滚动牵引轴上的牵拉绳索牵引钢筋网片移动,压杆在液压缸的作用下可向下压住钢筋网片。工作时由步进电机带动滚动牵引轴转动,由滚动牵引轴上的绳索拖动钢筋网片向前运动,每次运动一个网片中钢筋间距的距离,由限位开关控制启停,步进电机工作时,固定架一端的液压缸输出轴同步向上运动、位于非工作位;步进电机停止而编网操作开始时,固定架一端的两侧液压缸输出轴同步向下运动、位于工作位,压杆压住钢筋网片中编织完成的部分,使网片处于稳定状态。
实施例9:
一种利用如实施例1所述用于钢筋网片自动编织的自动钢筋编网设备的工作方法,包括步骤如下:
(1)将转架盘置于加工一体机一侧,在编网机相邻两侧均设置一台加工一体机,分别为横向加工一体机和纵向加工一体机;
(2)将钢筋盘圆放置在转架盘上,钢筋盘圆的首端引出并穿过加工一体机,位于弯箍装置的工作位置处;气动手指的原始工作位与限位管的中心线位于同一水平线上且一一对应,限位管的中心线也与横向加工一体机的出筋口位于同一水平面;横向加工一体机开始工作,钢筋首端被弯箍装置弯出弧度,调直装置与牵引辊轮开始工作,牵引调直后的钢筋向前移动,钢筋穿过限位管与气动手指的加持块之间;牵引辊轮停止工作;气动手指闭合,固定住钢筋首端;切断装置工作,切断钢筋末端;弯箍装置反向工作,将钢筋末端弯出弧度;伺服电机带动轨道轮转动,使横向加工一体机沿轨道纵向运动;轨道轮触碰到轨道上的限位开关后,伺服电机停止运动,横向钢筋加工一体机位于下一个工作位置上,重复步骤(2);
(3)当横向钢筋全部加工放置完毕后,开始进行纵向编网操作;偶数位气动手指夹持钢筋向上移动一段距离,奇数位气动手指夹持钢筋向下移动一段距离,奇数位与偶数位的钢筋间间距为钢筋直径;支撑机构位于工作位置上;纵向加工一体机开始工作,其工作流程与横向钢筋加工一体机相同,钢筋首端被弯箍装置弯出弧度,调直装置与牵引辊轮开始工作,牵引调直后的钢筋向前移动;纵向钢筋完全穿过网片并完成钢筋末端的切断和弯弧后,气动手指均恢复到原位置;滚动牵引轴通过钢索拉动网片向前运动,运动距离为一个网片钢筋间距,然后固定台上的步进电机停止工作,网片停止运动,位于下一个工作位上;压杆在液压缸的驱动下向下移动,通过压杆压住钢筋网片编织好的部分;气动手指相对上一次反向移动,即偶数位气动手指向下移动、奇数位气动手指向上移动,使网片呈编织状;重复步骤(3)至网片编织完成。
- 一种用于钢筋网片自动编织的自动钢筋编网设备及工作方法
- 一种用于钢筋网片自动编织的自动钢筋编网设备