一种热轧钢氧化铁皮检验用试样的制备方法
文献发布时间:2023-06-19 11:22:42
技术领域
本发明属于金相试样的制备方法领域;具体涉及一种热轧钢氧化铁皮检验用试样的制备方法。
背景技术
氧化铁皮是轧钢厂在轧制过程中轧件遇水急剧冷却后钢材表面产生的含铁氧化物,它占所处理钢材的3%-5%之间。
一般氧化铁皮的层次有三层:最外一层为Fe
热轧钢氧化铁皮检验试样制备难度大,试样切取方式、运转过程中外层氧化铁皮易脱落对检验结果影响较大。
发明内容
本发明目的是提供了一种能够改善热轧钢氧化铁皮制样时检验物质易掉脱落的技术问题的一种热轧钢氧化铁皮检验用试样的制备方法。
本发明通过以下技术方案实现:
一种热轧钢氧化铁皮检验用试样的制备方法,包括如下步骤:
步骤1、取样:在热轧钢表面取样;
步骤2、清洗:使用超声波清洗机,用无水乙醇对步骤1切好的试样进行清洗;
步骤3、冷镶嵌:将步骤2清洗好的试样镶嵌到直径为30mm的树脂基体上,其中冷镶嵌材料的树脂采用聚甲基丙烯酸甲酯,固化剂采用甲基丙烯酸丁酯;
步骤4、切割:将步骤3冷镶嵌好的试样使用金相切割机切掉端部;
步骤5、试样研磨:采用手动研磨或自动研磨;
步骤6、清洗吹干后得到热轧钢氧化铁皮检验用试样。
本发明所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤1中热轧钢的钢种为ML08A,在料段上切取沿轧制方向长度为15-25mm的试样。
本发明所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤1中对于直径≤25mm的试样使用金相切割机切取整个横截面,对于直径>25mm的试样使用金相切割机切取部分横截面,保证试样能够镶嵌到直径为30mm的树脂基体上。
本发明所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤2中超声波清洗机超声频率为1000-5000Hz,超声时间0.5-5min。
本发明所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤3中将清洗好的试样横截面向下放在模具中,将树脂与固化剂按质量比为1:0.8混合均匀后缓慢倒入模具,倒入高度为20-30mm,室温静置10-15min后试样成型。
本发明所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤4中将冷镶嵌的试样使用金相切割机切掉端部5-8mm。
本发明所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤5中手动研磨所用设备为M-2金相试样预磨机、MoPao260金相试样磨抛机,手动研磨包括如下步骤:
步骤a1、采用240#金相水砂纸对试样进行粗磨,研磨深度为0.4-0.6mm;
步骤a2、采用600#金相水砂纸对试样进行研磨,研磨深度为0.20-0.35mm;
步骤a3、采用1200#金相砂纸对试样进行研磨,研磨去除厚度为0.005-0.007mm;
步骤a4、采用7μm金刚石抛光剂将试样在帆布织物上进行抛光,抛光时间为3-5min;
步骤a5、采用2.5μm金刚石抛光剂将试样在呢绒织物上进行抛光,抛光时间为2-3min;
步骤a6、采用1μmm金刚石抛光剂将试样在平绒织物上进行抛光处理,该抛光处理的时间为4-6min。
本发明所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤5中自动研磨所用设备为ATM SAPHIR 550自动研磨机,自动研磨包括如下步骤:
步骤b1、采用Aka-Piatto 220研磨盘用蒸馏水研磨,研磨时间180s,压力45N;
步骤b2、采用Aka-Allegran研磨盘、Aka-Ploy抛光剂、Aka-Lube Blue润滑剂研磨,研磨时间160s,压力40N;
步骤b3、采用Mag-Moran研磨盘、Aka-Poly 3μm抛光剂、Aka-Lube Blue润滑剂研磨,研磨时间120s,压力35N;
步骤b4、采用Mag-Nora研磨盘、Aka-Poly 1μm抛光剂、Aka-Lube Blue润滑剂研磨,研磨时间60s,压力25N。
本发明所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤6中清洗用蒸馏水对样品进行清洗后再用无水乙醇对样品进行清洗,清洗后吹干得到热轧钢氧化铁皮检验用试样。
本发明的有益效果为:
本发明所述的一种热轧钢氧化铁皮检验用试样的制备方法,有效解决了热轧钢氧化铁皮制样时检验物质易掉脱落的技术问题,进而高效快速地提高了试样质量,试样在后续检验分析时的显示效果良好。
附图说明
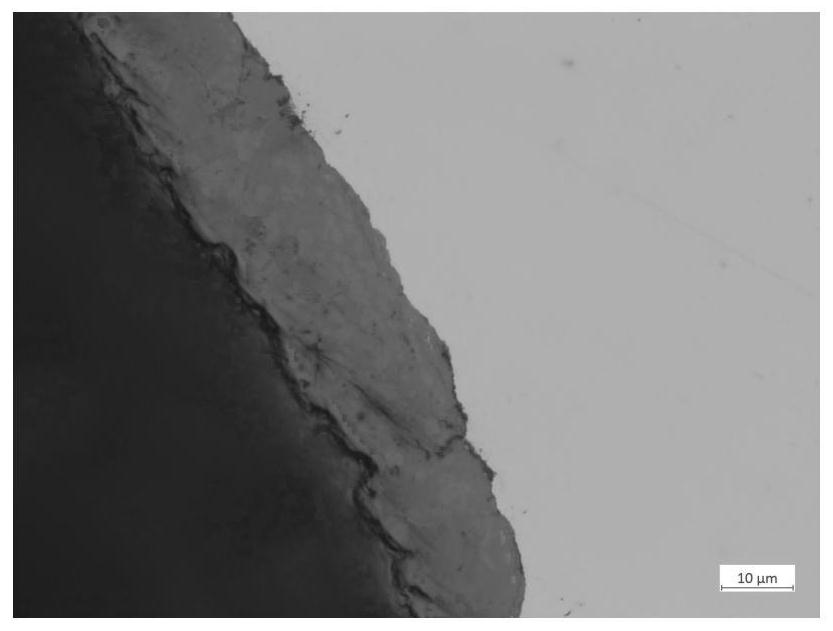
图1为具体实施方式一方法制备的一种热轧钢氧化铁皮检验用试样的金相照片;
图2为具体实施方式二方法制备的一种热轧钢氧化铁皮检验用试样的金相照片;
图3为对比例一方法制备的一种热轧钢氧化铁皮检验用试样的金相照片;
图4为对比例二方法制备的一种热轧钢氧化铁皮检验用试样的金相照片。
具体实施方式
具体实施方式一:
一种热轧钢氧化铁皮检验用试样的制备方法,包括如下步骤:
步骤1、取样:在热轧钢表面取样;
步骤2、清洗:使用超声波清洗机,用无水乙醇对步骤1切好的试样进行清洗;
步骤3、冷镶嵌:将步骤2清洗好的试样镶嵌到直径为30mm的树脂基体上,其中冷镶嵌材料的树脂采用聚甲基丙烯酸甲酯,固化剂采用甲基丙烯酸丁酯;
步骤4、切割:将步骤3冷镶嵌好的试样使用金相切割机切掉端部;
步骤5、试样研磨:采用手动研磨或自动研磨;
步骤6、清洗吹干后得到热轧钢氧化铁皮检验用试样。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤1中热轧钢的钢种为ML08A,在料段上切取沿轧制方向长度为20mm的试样。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤1中对于直径≤25mm的试样使用金相切割机切取整个横截面,对于直径>25mm的试样使用金相切割机切取部分横截面,保证试样能够镶嵌到直径为30mm的树脂基体上。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤2中超声波清洗机超声频率为1000Hz,超声时间1min。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤3中将清洗好的试样横截面向下放在模具中,将树脂与固化剂按质量比为1:0.8混合均匀后缓慢倒入模具,倒入高度为20mm,室温静置10min后试样成型。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤4中将冷镶嵌的试样使用金相切割机切掉端部5mm。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤5中手动研磨所用设备为M-2金相试样预磨机、MoPao260金相试样磨抛机,手动研磨包括如下步骤:
步骤a1、采用240#金相水砂纸对试样进行粗磨,研磨深度为0.4mm;
步骤a2、采用600#金相水砂纸对试样进行研磨,研磨深度为0.20mm;
步骤a3、采用1200#金相砂纸对试样进行研磨,研磨去除厚度为0.005mm;
步骤a4、采用7μm金刚石抛光剂将试样在帆布织物上进行抛光,抛光时间为3min;
步骤a5、采用2.5μm金刚石抛光剂将试样在呢绒织物上进行抛光,抛光时间为3min;
步骤a6、采用1μmm金刚石抛光剂将试样在平绒织物上进行抛光处理,该抛光处理的时间为5min。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤6中清洗用蒸馏水对样品进行清洗后再用无水乙醇对样品进行清洗,清洗后吹干得到热轧钢氧化铁皮检验用试样。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,制备的所述的一种热轧钢氧化铁皮检验用试样的金相照片如图1所示,从图1中能够看出,能够获得完好的检验结果,试样外表层氧化铁皮完好未脱落未受到加工变形影响,研磨质量较好,试样表面无划痕、污点等影响检验结果的因素出现。
对比例1:
取样→热镶嵌→研磨→清洗吹干。所选试样产品信息:钢种ML08AL、规格Ф16mm、交货状态热轧。为热镶嵌及去掉镶嵌后切割工序使用手动研磨方法对比试样制备情况。制得的试样金相如图3所示:从图3能够看出,制备后的试样进行显微检验发现试样表面有氧化铁皮脱落及氧化铁皮与试料基体之间有镶嵌粉的现象。
具体实施方式二:
一种热轧钢氧化铁皮检验用试样的制备方法,包括如下步骤:
步骤1、取样:在热轧钢表面取样;
步骤2、清洗:使用超声波清洗机,用无水乙醇对步骤1切好的试样进行清洗;
步骤3、冷镶嵌:将步骤2清洗好的试样镶嵌到直径为30mm的树脂基体上,其中冷镶嵌材料的树脂采用聚甲基丙烯酸甲酯,固化剂采用甲基丙烯酸丁酯;
步骤4、切割:将步骤3冷镶嵌好的试样使用金相切割机切掉端部;
步骤5、试样研磨:采用手动研磨或自动研磨;
步骤6、清洗吹干后得到热轧钢氧化铁皮检验用试样。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤1中热轧钢的钢种为ML08A,在料段上切取沿轧制方向长度为25mm的试样。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤1中对于直径≤25mm的试样使用金相切割机切取整个横截面,对于直径>25mm的试样使用金相切割机切取部分横截面,保证试样能够镶嵌到直径为30mm的树脂基体上。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤2中超声波清洗机超声频率为5000Hz,超声时间2min。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤3中将清洗好的试样横截面向下放在模具中,将树脂与固化剂按质量比为1:0.8混合均匀后缓慢倒入模具,倒入高度为30mm,室温静置15min后试样成型。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤4中将冷镶嵌的试样使用金相切割机切掉端部8mm。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤5中自动研磨所用设备为ATM SAPHIR 550自动研磨机,自动研磨包括如下步骤:
步骤b1、采用Aka-Piatto 220研磨盘用蒸馏水研磨,研磨时间180s,压力45N;
步骤b2、采用Aka-Allegran研磨盘、Aka-Ploy抛光剂、Aka-Lube Blue润滑剂研磨,研磨时间160s,压力40N;
步骤b3、采用Mag-Moran研磨盘、Aka-Poly 3μm抛光剂、Aka-Lube Blue润滑剂研磨,研磨时间120s,压力35N;
步骤b4、采用Mag-Nora研磨盘、Aka-Poly 1μm抛光剂、Aka-Lube Blue润滑剂研磨,研磨时间60s,压力25N。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤6中清洗用蒸馏水对样品进行清洗后再用无水乙醇对样品进行清洗,清洗后吹干得到热轧钢氧化铁皮检验用试样。
本实施方式所述的一种热轧钢氧化铁皮检验用试样的制备方法,制备的所述的一种热轧钢氧化铁皮检验用试样的金相照片如图2所示,从图2中能够看出,能够获得完好的检验结果,试样外表层氧化铁皮完好未脱落未受到加工变形影响,研磨质量较好,试样表面无划痕、污点等影响检验结果的因素出现。
对比例2:
取样→镶嵌→切割→研磨→清洗吹干。所选试样产品信息:钢种ML08AL、规格Ф16mm、交货状态热轧。更改手动研磨工艺如下:手动研磨:所用设备(M-2金相试样预磨机、MoPao260金相试样磨抛机)
①、采用240#金相水砂纸对样品进行粗磨,研磨深度为0.4~0.6mm;
②、采用600#金相水砂纸对样品进行研磨,研磨深度为0.20~0.35mm;
③、采用1200#金相砂纸对样品进行研磨,研磨去除厚度为0.005~0.007mm;
④、采用7μm金刚石抛光剂将样品在帆布织物上进行抛光,抛光时间为3~5min;
⑤、采用2.5μm金刚石抛光剂将样品在呢绒织物上进行抛光,抛光时间为3~5min;
⑥、依次用清水和无水乙醇分别对样品进行清洗,最后将洗净的样品吹干,即得热轧钢氧化铁皮检验用的金相试样。
所得的热轧钢氧化铁皮检验用的金相试样照片如图4所示,从图4能够看出,金相显微镜下观察试样未有边缘氧化铁皮脱落现象,但研磨质量差,影响被检物质的检验质量。
具体实施方式三:
一种热轧钢氧化铁皮检验用试样的制备方法,包括如下步骤:
步骤1、取样:在热轧钢表面取样;
步骤2、清洗:使用超声波清洗机,用无水乙醇对步骤1切好的试样进行清洗;
步骤3、冷镶嵌:将步骤2清洗好的试样镶嵌到直径为30mm的树脂基体上,其中冷镶嵌材料的树脂采用聚甲基丙烯酸甲酯,固化剂采用甲基丙烯酸丁酯;
步骤4、切割:将步骤3冷镶嵌好的试样使用金相切割机切掉端部;
步骤5、试样研磨:采用手动研磨或自动研磨;
步骤6、清洗吹干后得到热轧钢氧化铁皮检验用试样。
具体实施方式四:
根据具体实施方式三所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤1中热轧钢的钢种为ML08A,在料段上切取沿轧制方向长度为15-25mm的试样。
具体实施方式五:
根据具体实施方式三所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤1中对于直径≤25mm的试样使用金相切割机切取整个横截面,对于直径>25mm的试样使用金相切割机切取部分横截面,保证试样能够镶嵌到直径为30mm的树脂基体上。
具体实施方式六:
根据具体实施方式三所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤2中超声波清洗机超声频率为1000-5000Hz,超声时间0.5-5min。
具体实施方式七:
根据具体实施方式三所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤3中将清洗好的试样横截面向下放在模具中,将树脂与固化剂按质量比为1:0.8混合均匀后缓慢倒入模具,倒入高度为20-30mm,室温静置10-15min后试样成型。
具体实施方式八:
根据具体实施方式三所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤4中将冷镶嵌的试样使用金相切割机切掉端部5-8mm。
具体实施方式九:
根据具体实施方式三所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤5中手动研磨所用设备为M-2金相试样预磨机、MoPao260金相试样磨抛机,手动研磨包括如下步骤:
步骤a1、采用240#金相水砂纸对试样进行粗磨,研磨深度为0.4-0.6mm;
步骤a2、采用600#金相水砂纸对试样进行研磨,研磨深度为0.20-0.35mm;
步骤a3、采用1200#金相砂纸对试样进行研磨,研磨去除厚度为0.005-0.007mm;
步骤a4、采用7μm金刚石抛光剂将试样在帆布织物上进行抛光,抛光时间为3-5min;
步骤a5、采用2.5μm金刚石抛光剂将试样在呢绒织物上进行抛光,抛光时间为2-3min;
步骤a6、采用1μmm金刚石抛光剂将试样在平绒织物上进行抛光处理,该抛光处理的时间为4-6min。
具体实施方式十:
根据具体实施方式三所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤5中自动研磨所用设备为ATM SAPHIR 550自动研磨机,自动研磨包括如下步骤:
步骤b1、采用Aka-Piatto 220研磨盘用蒸馏水研磨,研磨时间180s,压力45N;
步骤b2、采用Aka-Allegran研磨盘、Aka-Ploy抛光剂、Aka-Lube Blue润滑剂研磨,研磨时间160s,压力40N;
步骤b3、采用Mag-Moran研磨盘、Aka-Poly 3μm抛光剂、Aka-Lube Blue润滑剂研磨,研磨时间120s,压力35N;
步骤b4、采用Mag-Nora研磨盘、Aka-Poly 1μm抛光剂、Aka-Lube Blue润滑剂研磨,研磨时间60s,压力25N。
具体实施方式十一:
根据具体实施方式三所述的一种热轧钢氧化铁皮检验用试样的制备方法,步骤6中清洗用蒸馏水对样品进行清洗后再用无水乙醇对样品进行清洗,清洗后吹干得到热轧钢氧化铁皮检验用试样。
- 一种热轧钢氧化铁皮检验用试样的制备方法
- 一种减少热轧钢板表面生成氧化铁皮的制备方法