用于葫芦柄扳手且具有转盘的棘轮制程
文献发布时间:2023-06-19 11:30:53
技术领域
本发明是一种用于葫芦柄扳手且具有转盘的棘轮制程。
背景技术
扳手是一种相当常见的手工具,一般用来松、旋紧螺丝、螺帽等。而一般常见的开口扳手需要有较大的操作空间才有办法顺畅的持续使用,若是于狭小间内使用则会碍于环境的限制,扳手摆动些微度角度后就要取下,然后在重新套上螺丝在转动,相当的费时。因此,所属技术领域者进一步开发出棘轮扳手,让使用者无需从螺丝取下扳手即可以往复扳动的方式连续转动螺丝,于狭小环境中使用相当的方便。
而常见的棘轮扳手依照其结构大致上可分为H柄以及葫芦柄,而葫芦柄扳手的棘轮依照用途又可以分为有转盘形式的、不具转盘形式的,具有转盘的棘轮于轮部会连结有一转盘,而棘轮安装于扳手头部时该转盘会露出于扳手头部外以供手动转动,此转盘在于狭小不利扳手握柄摆动的空间、或是螺丝刚锁上螺丝紧度还无法触发棘轮退齿机构时是相当好用与方便的。
然而现有的制程手段中在于带有转盘的棘轮制造上,具有相当多的困难,现有棘轮的制造方式是取一棒材,并裁切出一节短材,再将短材置于加工机具的固定爪切削出轮部、D头部,然而常见转盘的薄度不足以供加工机具的固定爪抓持,因此切削完轮部、D头部后无法继续切削出转盘部,此时便会将短材取下,并将短材反转以轮部固定于固定爪,在对短材露出于固定爪的部位切削出转盘部,然而此一方法在于切削过程中,需要将短材取下并再次固定于固定爪而增加工时,另外固定爪为了能够稳固短材必须具备一定的夹力,然而将加工好的轮部固定于固定爪的行为,无疑会夹伤轮部,进而影响后续对轮部所加工出的棘齿精度。
发明内容
本发明所要解决的主要技术问题在于,克服现有技术存在的上述缺陷,而提供一种用于葫芦柄扳手且具有转盘的棘轮制程,解决切削轮部、D头部、转盘部时需要于切削过程中将短材取下并再次固定于固定爪的问题。
本发明解决其技术问题所采用的技术方案是:
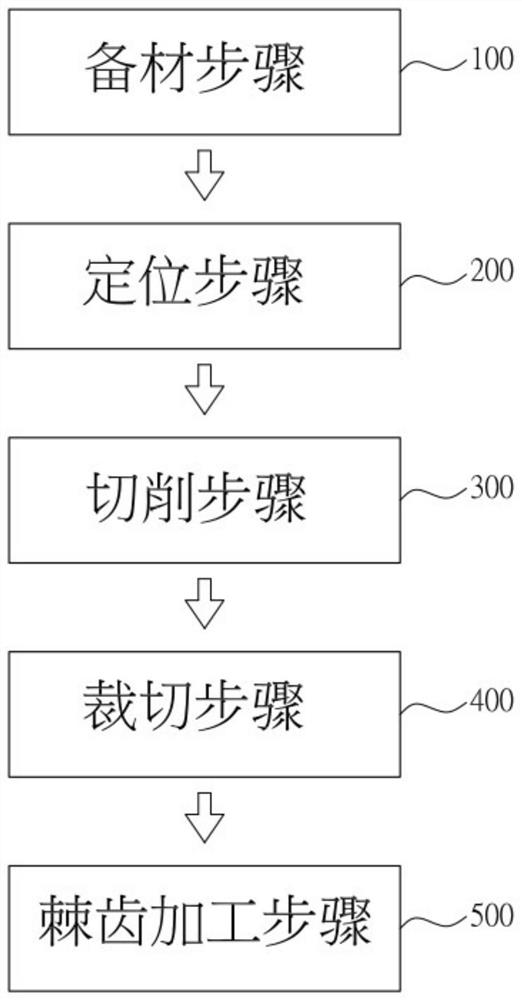
一种用于葫芦柄扳手且具有转盘的棘轮制程,包括以下步骤:备材步骤:准备呈长条状的棒材;定位步骤:将棒材固定于加工机的固定座;切削步骤:分别对棒材露出于固定座的末端切削出D头部、轮部、转盘部,D头部位于棒材的最末端、轮部相连于D头部与转盘部之间,且于轮部以及转盘部之间切削有环型沟槽,另钻有一第一洞孔轴向贯通D头部、轮部、转盘部,且于D头部径向钻有与第一洞孔连通的一第二洞孔;裁切步骤:切削步骤完毕后对于棒材未加工的部位与转盘部相连处进行裁切;棘齿加工步骤:将棒材裁切下来的部分定位于治具,接续于轮部周围加工形成呈环状排列的数个棘齿,以形成具有转盘的棘轮。
于切削步骤中进一步在D头部与棘齿部相连处切削出一阶梯部,轮部具有一直径a,阶梯部具有一直径b,D头部具有一径向宽度c,a大于b大于c。
其中该棘齿加工步骤中,是以冲压机冲压的方式于轮部周围加工形成数个棘齿。
其中该棘齿加工步骤中,是以滚轧的方式于轮部周围加工形成数个棘齿。
进一步于棘齿加工步骤后包括有一转盘滚轧步骤,以滚轧的方式于转盘部外周加工有呈环状排列的数个条纹。
本发明的有益效果是,解决切削轮部、D头部、转盘部时需要于切削过程中将短材取下并再次固定于固定爪的问题。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1为本发明流程图。
图2为棒材定位于固定座示意图。
图3为加工机对棒材切削后示意图。
图4为棒材以切削好的部位与未切削的部位因裁切分离示意图。
图5为具有转盘的棘轮立体示意图。
图6为本发明第二实施例流程图。
图7为转盘滚轧有条纹示意图。
图中标号说明:
1 棒材
11 D头部
111 第一洞孔
112 第二洞孔
12 棘齿部
13 转盘部
131 条纹
14 环型沟槽
15 阶梯部
a 直径
b 直径
c 径向宽度
2 固定座
100 备材步骤
200 定位步骤
300 切削步骤
400 裁切步骤
500 棘齿加工步骤
600 转盘滚轧步骤
具体实施方式
为更加详细了解本发明的实施方式还请搭配附图进行观看,如图1至图5所呈现,为一种用于葫芦柄扳手且具有转盘的棘轮制程,包括以下步骤:备材步骤100:准备呈长条状的棒材1;定位步骤200:将棒材1固定于加工机的固定座2;切削步骤300:分别对棒材1露出于固定座2的末端切削出D头部11、轮部12、转盘部13,D头部11位于棒材1的最末端、轮部12相连于D头部11与转盘部13之间,且于轮部12以及转盘部13之间切削有环型沟槽14,另钻有一第一洞孔111轴向贯通D头部11、轮部12、转盘部13,且于D头部11径向钻有与第一洞孔111连通的一第二洞孔112;裁切步骤400:切削步骤完毕后对于棒材1未加工的部位与转盘部13相连处进行裁切;棘齿加工步骤500:将棒材1裁切下来的部分定位于治具,接续于轮部12周围加工形成呈环状排列的数个棘齿,以形成具有转盘的棘轮。
接续上述进一步详述本发明的实施方式,首先准备好符合需求的棒材1,接续如图2所示将棒材1定位于加工机的固定座2(附图以夹爪式固定座为例),完成定位后加工机开始对棒材1末端进行切削,并如图3所示,切削出D头部11、轮部12、转盘部13,前述三部位的切削顺序可以任意置换,接续于轮部12、转盘部13之间切削出一环型沟槽14,而所切削的环型沟槽14在于棘轮由扳手头部的开口安装于扳手头部后(图未示),于转动时减少与开口边缘摩擦的机会,于转动时得以更为顺畅,另外所切削的第一洞孔111、第二洞孔112用于安装按压套件用,按压套件为现有技术在此不多做详述,切削完成后便进行裁切,以分离棒材1切削完成的部位以及未切削的部位(如图4所示),接续将棒材被裁切下来的部分定位于治具后,于轮部12周围加工形成数个棘齿,最后成品便会如图5所呈现具有转盘的棘轮,而第一洞孔111呈现贯穿棘轮二端的样貌,综合前述内容可以得知本发明的制程跳脱现有制程的步骤,无须如现有一般于切削过程中将短材取下并再次固定于固定爪,节省加工步骤、且不会有固定座2夹伤轮部12的问题。
如图3所示,于切削步骤中进一步在D头部11与棘齿部12相连处切削出一阶梯部15,棘齿部12具有一直径a,阶梯部15具有一直径b,D头部11具有一径向宽度c,a大于b大于c,阶梯部15的结构以供棘轮枢设于扳手头部(图未示),使棘轮在于转动上更为顺畅。
在此提供一种棘齿加工的手段,其中该棘齿加工步骤500中,是以冲压机冲压的方式于轮部12周围加工形成数个棘齿,得以快速有效率的生产。
在此提供一种棘齿加工的手段,其中该棘齿加工步骤中,是以滚轧的方式于轮部12周围加工形成数个棘齿,此种加工方式具有较好的材料利用率。
如图6所示,进一步于棘齿加工步骤后包括有一转盘滚轧步骤600,以滚轧的方式于转盘部13外周加工有成环状排列的数个条纹131,其成品如图7所示,而具有数个条纹131的转盘部13,在于以转动转盘部13时可增加与施力物的摩擦力,例如以手转动时增加了与手部的摩擦力,更好转动。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 用于葫芦柄扳手且具有转盘的棘轮制程
- 一种具有旋转手柄和伸缩头棘轮套筒功能的矿山卡车扳手