渗透性喷涂制作药锭装置
文献发布时间:2023-06-19 11:34:14
技术领域
本发明涉及一种制作药锭装置,尤指一种渗透性喷涂制作药锭装置。
背景技术
按,市面所见的药锭是药袋中最常见到的类型之一,现有药锭的作法,是将混合好的药粉进入压锭机器自上方的漏斗滑落,进入粉槽及落入一组组的打锭模具中,模具中的空间大小即决定这一颗锭剂的体积,进入模具后的粉体会先依模具的形状有了初步的外观,结构松散,且厚度约为最后成品的2~3倍,接着由上方及下方的模具互相挤压,将原本松散的药粉压成可耐碰撞的坚固锭剂,最后下方的模具会往上将药锭推出模具。通过设计模具的形状可决定药锭外观、大小,再通过机器的充填、挤压、出模回转的制造历程,便可于短时间内制造出数以万计的相同锭片,此传统药锭制作方式,不仅必须将药的成分及比例先混和完成,再以模具方式制作,因此一种药锭就需要一种压模制具,由于压模制具会有损耗的问题所以必须备有多组同一种压模制具,也因此导致整体费用高昂,当特殊药锭制造量不高时则导致药锭单价无法降低,不仅如此,传统药锭制作时,不同造型的药锭需要不同模具,也进一步导致成本的居高不下。
以下在实施方式中详细叙述本发明的详细特征以及优点,其内容足以使任何熟习相关技艺者了解本发明的技术内容并据以实施,且根据本说明书所揭露的内容、申请专利范围及图式,任何熟习相关技艺者可轻易地理解本发明相关的目的及优点。
发明内容
本发明的主要目的在于:利用本发明的渗透性喷涂方式可依照药锭成分不同依指定位置进行喷涂,且以沉积堆迭并粘合的方式制成多层的药体结构,不仅制造更快速且成本更低廉。
本发明的次要目的在于:每一层的胶体喷涂以沉积堆迭并粘合的方式制成多层的药体结构,更能够有效掌控不同药性的溶解时间,进而可依照不同药性的优先顺序而配置适合的层次位置,达到对于不同药性的最佳释放时机。
本发明的另一目的在于:运用本发明的药锭装置制作方式就可随意的做出不同造型的药锭,且不须额外开模,因此可有效控制制药成本。
为达上述目的,本发明是一种渗透性喷涂制作药锭装置,其包括:一承载台,其界定一落粉区及一邻近所述落粉区的平铺喷涂区,所述承载台结合一垂直移动的移动装置;一喷涂设备,其架设于所述承载台上方处,所述喷涂设备包含:至少一存放粉体的粉盒、至少一胶体喷洒设备、一连接所述胶体喷洒设备并供水平移动的驱动装置及一置放平台,其中所述粉盒对应于所述落粉区上方,所述胶体喷洒设备对应于所述平铺喷涂区上方且包含多个供容置具药性的胶体的承胶载体及多个分别连接于各承胶载体以喷洒所述胶体的喷头,其中所述喷头还包括多个与所述各个承胶载体连接的进胶口及多个连通所述进胶口且喷出所述胶体的喷嘴,所述置放平台设置多个补充承胶载体,所述各个补充承胶载体设置一连接至所述承胶载体以自动补充所述胶体的压力控制器;一平铺装置,其设置于所述承载台且可于所述平铺喷涂区来回水平移动;及一控制设备,其具备一供存放一药锭喷涂讯息的存储单元及一连接所述存储单元并操控所述粉盒、所述平铺装置及所述胶体喷洒设备以执行所述药锭喷涂讯息的执行操控单元。
根据本发明的一实施例,其中所述粉盒还包括一装设于内的搅拌件及一连接所述搅拌件的驱动件。
根据本发明的一实施例,其中所述粉体具药性成分。
根据本发明的一实施例,其中所述药锭喷涂讯息包括:粉体成分、粉体层数、胶体成分、胶体层数及胶体结构。
附图说明
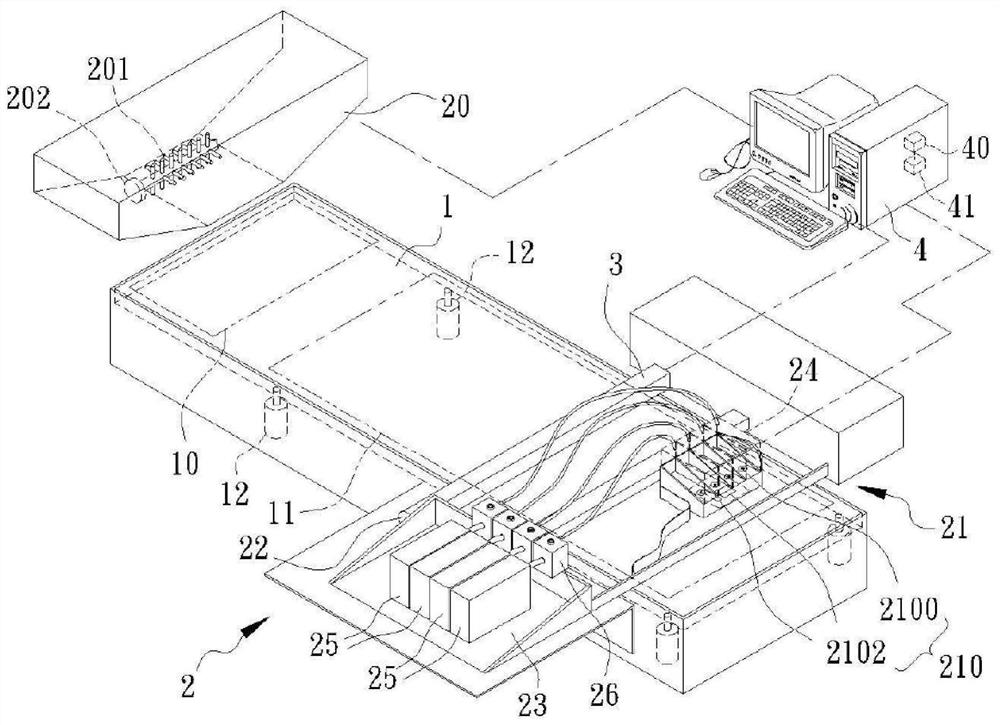
图1为本发明较佳实施例的立体示意图。
图2为本发明粉盒落粉及铺粉的使用状态示意图。
图3为本发明胶体喷洒设备喷洒胶体的使用状态示意图。
图4为本发明粉盒再次落粉及铺粉的使用状态示意图。
图5为本发明胶体喷洒设备的立体示意图。
图6为本发明药锭制程的流程示意图。
图7为本发明具释放率药锭的剖面结构示意图。
图8为本发明具释放率药锭的俯视结构示意图。
其中:1:承载台;10:落粉区;11:平铺喷涂区;12:移动装置;2:喷涂设备;20:粉盒;200:粉体;201:搅拌件;202:驱动件;21:胶体喷洒设备;210:喷头;2100:进胶口;2102:喷嘴;22:驱动装置;23:置放平台;24:承胶载体;240:胶体;240a:无药性胶体;240b:具渗透性药物胶体;25:补充承胶载体;26:压力控制器;3:平铺装置;4:控制设备;40:存储单元;41:执行操控单元。
具体实施方式
以下通过具体实施例说明本发明的实施方式,熟悉此技艺的人士可由本说明书所揭示的内容轻易地了解本发明的其他优点及功效。
本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技艺的人士的了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用如“一”、“两”、“上”等用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
请参阅图1、图5及图6所示,为本发明较佳实施例的立体示意图、胶体喷洒设备的立体示意图及药锭制程的流程示意图。本发明是一种渗透性喷涂制作药锭装置,主要包括:承载台1、喷涂设备2、平铺装置3及控制设备4,其中承载台1界定有落粉区10及邻近落粉区10的平铺喷涂区11,承载台1结合移动装置12可做垂直移动。喷涂设备2架设于承载台1上方处,喷涂设备2包含:至少一粉盒20、多个胶体喷洒设备21、驱动装置22及置放平台23,其中粉盒20供存放粉体200(具药性成分)(参考图2),驱动装置22连接各胶体喷洒设备21并供水平移动,其中粉盒20对应于落粉区10上方,各胶体喷洒设备21对应于平铺喷涂区11上方且包含多个供容置具药性的胶体240(参考图4)的承胶载体24,置放平台23设置多个补充承胶载体25,各补充承胶载体25设置一连接至承胶载体24以自动补充胶体240的压力控制器26。平铺装置3设置于承载台1且于平铺喷涂区11来回水平移动。控制设备4具备存储单元40执行操控单元41,及一供存放一药锭喷涂讯息(包括:粉体成分、粉体层数、胶体成分、胶体层数及胶体结构)的存储单元40及一连接所述存储单元40并操控所述粉盒20、所述平铺装置3及所述胶体喷洒设备21以执行所述药锭喷涂讯息的执行操控单元41。
前述粉盒20中还包括有装设于粉盒20内的搅拌件201及一连接搅拌件201的驱动件202。
前述胶体喷洒设备21还包括:多个分别连接承胶载体24以喷洒胶体240的喷头210,喷头210还包括多个进胶口2100及多个喷嘴2102,进胶口2100与各承胶载体24连接,各喷嘴2102连通进胶口2100且喷出胶体240。
依照前述的渗透性喷涂制作药锭装置,搭配以下制程即可制作出多层的药体结构,其步骤包括:
a、将粉体置入一喷涂设备中的至少一粉盒;
b、将胶体置入一喷涂设备中的多个承胶载体;
c、由一控制设备中的一执行操控单元控制将所述粉盒中的所述粉体洒落于所述落粉区;
d、由所述执行操控单元控制一平铺装置对所述粉体平铺于所述承载台上的一平铺喷涂区;
e、由所述执行操控单元依照一药锭喷涂讯息控制所述喷涂设备中的一胶体喷洒设备对所述平铺喷涂区上的所述粉体进行所述胶体的喷洒;
f、再由所述执行操控单元控制将所述粉盒中的所述粉体再次洒落于所述落粉区;
g、由所述执行操控单元控制所述平铺装置对所述粉体平铺于所述胶体上,以完成药锭制作;
h、所述承载台上的一移动装置依照分别完成的步骤c、d及f而对所述承载台分别进行垂直移动。
制程步骤中的存储单元40所存放的药锭喷涂讯息包括粉体成分、粉体层数、胶体成分、胶体层数及胶体结构。
一并参考图2、图3、图4及图5所示,为本发明粉盒落粉及铺粉的使用状态示意图、胶体喷洒设备喷洒胶体的使用状态示意图、粉盒再次落粉及铺粉的使用状态示意图及胶体喷洒设备的立体示意图。图2可知,按步骤c及d,粉盒20中的粉体200可依照药品的特性或需求而选择加入具有药性成分或非药性成分,由控制设备4中的执行操控单元41依照药锭喷涂讯息(包括:粉体成分、粉体层数、胶体成分、胶体层数及胶体结构)控制将粉盒20中的粉体200洒落于落粉区10,于粉盒20中设置有搅拌件201及一连接搅拌件201的驱动件202,由驱动件202带动搅拌件201转动藉此能将粉体200维持搅动状态,让落下的粉体200能均匀的撒落在落粉区10。而后再由执行操控单元41控制平铺装置3对粉体200平铺于平铺喷涂区11。
由图3及4可知,按步骤e、f、g,完成上述粉体200平铺于平铺喷涂区11之后,由执行操控单元41依照药锭喷涂讯息(包括:粉体成分、粉体层数、胶体成分、胶体层数及胶体结构)控制喷涂设备2中的胶体喷洒设备21对平铺喷涂区11上的粉体200进行胶体240的喷洒。值得一提的是,承胶载体24中的胶体240在喷洒过程中会不断减少容量,此时承胶载体24内的压力会由压力控制器26侦测,当压力控制器26侦测承胶载体24内的胶体240不足时,则会自动由补充承胶载体25输入胶体240至承胶载体24,如此一来,即可保持承胶载体24内的胶体240不会因过少而无法喷涂。
另外,每一个承胶载体24就代表一种具药性的胶体240,因此当药锭具有四种具药性的成分时则需要四个承胶载体24,各承胶载体24则装载在喷头210上,利用各自进胶口2100将胶体240输入再由喷嘴2102输出。胶体240喷涂有以下两种方式,以上述四种药性为例,第一种喷涂方式,每一个承胶载体24为单独喷涂,而喷涂的胶体240会与平铺的粉体200结合。第二种喷涂方式,各承胶载体24中的胶体240混和后再一次喷涂于粉体200。上述两种方式可视需求而调整。
完成胶体240喷涂后,再由执行操控单元41控制将粉盒20中的粉体200再次洒落于落粉区10,洒落前利用粉盒20中的驱动件202带动搅拌件201转动藉此能将粉体200维持搅动状态,让落下的粉体200能均匀的撒落在落粉区10,而后再由执行操控单元41控制平铺装置3对粉体200平铺于平铺喷涂区11,由执行操控单元41控制平铺装置4对粉体200平铺于胶体240上并结合,以完成药锭制作,完成药锭制作之后再将未喷涂胶体240的粉体200回收再利用。
由上述可知,利用本发明的渗透性喷涂方式可依照药锭成分不同依指定位置进行喷涂,且以沉积堆迭并粘合的方式制成多层的药体结构,不仅制造更快速且成本更低廉。
一并参考图7及图8所示,为本发明具释放率药锭的剖面结构示意图及具释放率药锭的俯视结构示意图,再进一步说明,延续前述中的药锭除了具有四种具药性并且分别由四个承胶载体24并由各承胶载体24上的喷头210进行喷涂作业之外,尤其重要的是每一层的胶体240喷涂以沉积堆迭并粘合的方式制成多层的药体结构,而所谓的沉积堆迭并粘合的方式,简言之,胶体240中具渗透性药物胶体240b,完成后则代表第一层完成,之后则依此方式继续迭加,而具渗透性药物胶体240b则依实际需由加入。另外,当整体药锭厚度为2mm时,当要延迟药锭的药物释放率时,可将具渗透性药物胶体240b喷洒在中间层并与粉体200及无药性胶体240a结合。至于图8则是将具渗透性药物胶体240b与粉体200及无药性胶体240a结合并喷洒于药锭中央位置,而后再此周围再平铺粉体200以及由无药性胶体240a进行结合,以形成另一种可做到控制药物释放的类型。由此可知,更能够有效掌控不同药性的溶解时间,进而可依照不同药性的优先顺序而配置适合的层次位置,达到对于不同药性的最佳释放时机,让使用者能够依序对不同药性逐步吸收,以达到最佳的治疗效果。
由于,药物释放的速度跟控制病情有关,对于长效药像高血压就需较长的时间完成药性释放,对于短效药像心脏病就需在短时间内完成药性释放,有鉴于此,本发明做制作出的药锭对于可控的药物释放率具备绝佳优势。
综观上述,归纳出以下具备控制药物释放率的功效的优势:1、可控制药物形状来改变药物释放率,更进一步要说明的是,药锭中多孔的结构比药锭中没孔的结构更容易溶解。2.可控制药物在药锭中的位置,以决定释放率的快慢(外层的较快释放,内层的释放较慢)。3.可于单一装置下达到复方或多方且可调整药物释放率的药锭制作。
以上已将本发明做一详细说明,惟以上所述者,仅为本发明的一较佳实施例而已,当不能限定本发明实施的范围,即凡依本发明的权利要求所作的均等变化与修饰等,皆应仍属本发明的专利涵盖范围。
- 渗透性喷涂制作药锭装置
- 药烟液、药烟气制作装置及制作方法