轨道高速客车司机蹬车裙板组对焊接辅助装置
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及轨道高速客车裙板组对焊接技术领域,具体涉及一种轨道高速客车司机蹬车裙板组对焊接辅助装置。
背景技术
如图1所示,轨道高速客车司机蹬车裙板11是由上下型材组焊加工形成裙板体11-1后,再将脚踏组件11-2、螺栓槽11-3等小件与裙板体11-1组焊而成的焊接结构,其特点是:加工后的裙板体11-1与小件组焊,由于裙板体11-1加工后为镂空形式,强度减弱,与小件组焊时极易产生变形,同时,受各小件焊接位置的影响,不易定位和焊接操作。其制造过程为:组对、焊接、调修,裙板体11-1为弧形结构,在平台组焊受焊接位置限制,需多次调整摆放角度,多次装夹与拆卸,由于铝合金焊后变形大,如装夹不固定会导致焊接变形量控制不当,极易造成无法调修而产生废品。
发明内容
为了解决司机蹬车裙板组焊时不易定位和焊接操作,焊接时需要多次装夹与拆卸容易发生焊接变形量控制不当,造成无法调修而产生废品的技术问题,本发明提供一种轨道高速客车司机蹬车裙板组对焊接辅助装置。
本发明解决技术问题所采取的技术方案如下:
轨道高速客车司机蹬车裙板组对焊接辅助装置,其包括矩形框架底座、变位机连接座、裙板体外框压钳、裙板体外框支撑座、裙板体中部压钳、裙板体中部支撑座、脚踏组件压钳、脚踏组件支撑座、脚踏组件限位止挡和螺栓槽夹钳;
矩形框架底座是由多条横梁和多条纵梁拼合成的整体为矩形的框架结构,两个变位机连接座的一端分别与矩形框架底座的短边侧壁固连;
多个裙板体外框压钳的底部分别固定在矩形框架底座的长边梁上,多个裙板体外框支撑座的底部分别固定在矩形框架底座上,且多个裙板体外框支撑座一一对应位于多个裙板体外框压钳压紧端的下方;
多个裙板体中部压钳的底部分别固定在矩形框架底座的中部,多个裙板体中部支撑座的底部分别固定在矩形框架底座上,多个裙板体中部支撑座用于支撑司机蹬车裙板的裙板体中部,每个裙板体中部压钳压紧端的下方均对应一个裙板体中部支撑座;
脚踏组件限位止挡的底部固定在矩形框架底座上,脚踏组件限位止挡用于限定司机蹬车裙板的脚踏组件在裙板体上的位置;
脚踏组件支撑座的底部固定在矩形框架底座上,脚踏组件支撑座用于支撑脚踏组件的斜面位置;脚踏组件压钳的底部固定在脚踏组件支撑座上,脚踏组件压钳用于压紧脚踏组件的斜面;
螺栓槽夹钳的支撑端设有两个圆形支撑块,圆形支撑块用于支撑司机蹬车裙板的螺栓槽,螺栓槽夹钳用于夹紧定位螺栓槽。
本发明的有益效果是:利用辅助装置中的压钳和支撑座的配合,实现对裙板体和脚踏组件的夹紧定位,利用脚踏组件限位止挡实现对脚踏组件的限位,利用螺栓槽夹钳实现对螺栓槽的夹紧定位,同时利用变位机连接座将装夹有司机蹬车裙板的辅助装置与二位端变位机连接,实现司机蹬车裙板可以做任意角度的翻转,从而实现不同角度和位置的组件焊接,焊接方便,且避免了需要反复多次拆卸与装夹的问题。
本发明通过压钳、夹钳实现控制焊接过程中司机蹬车裙板的变形量,从而解决了产品焊接变形大、调修难度大、易产生废品的技术问题,提高了产品生产效率,保证了焊接后产品尺寸精度,降低了调修工作量,减少了人工成本,降低了质量隐患。
附图说明
图1是轨道高速客车司机蹬车裙板的结构示意图。
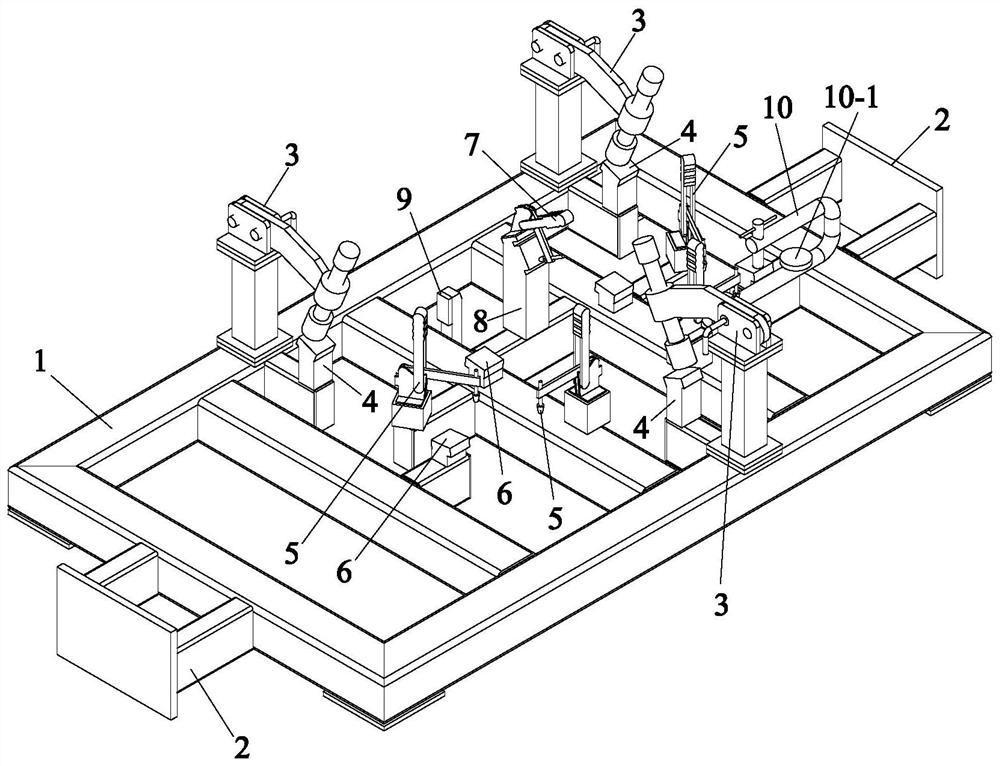
图2是本发明轨道高速客车司机蹬车裙板组对焊接辅助装置的结构示意图。
图3是本发明轨道高速客车司机蹬车裙板组对焊接辅助装置另一视角下的结构示意图。
图4是本发明中的裙板体中部压钳的结构示意图。
图5是本发明中的螺栓槽夹钳的结构示意图。
图6是本发明轨道高速客车司机蹬车裙板组对焊接辅助装置的应用示意图。
具体实施方式
下面结合附图对本发明做进一步详细说明。
如图2至图6所示,本发明的轨道高速客车司机蹬车裙板组对焊接辅助装置包括:矩形框架底座1、变位机连接座2、裙板体外框压钳3、裙板体外框支撑座4、裙板体中部压钳5、裙板体中部支撑座6、脚踏组件压钳7、脚踏组件支撑座8、脚踏组件限位止挡9和螺栓槽夹钳10。
矩形框架底座1是由多条横梁和多条纵梁拼合成的整体为矩形的框架结构,两个变位机连接座2的一端分别与矩形框架底座1的短边侧壁固连。
三个裙板体外框压钳3的底部分别固定在矩形框架底座1的长边梁上,三个裙板体外框支撑座4的底部分别固定在矩形框架底座1上,且三个裙板体外框支撑座4一一对应位于三个裙板体外框压钳3压紧端的下方;裙板体外框压钳3和裙板体外框支撑座4配合实现对支撑司机蹬车裙板11的裙板体11-1外框夹紧定位。
四个裙板体中部压钳5的底部分别固定在矩形框架底座1的中部,四个裙板体中部支撑座6的底部分别固定在矩形框架底座1上,四个裙板体中部支撑座6用于支撑裙板体11-1的中部,每个裙板体中部压钳5压紧端的下方均对应一个裙板体中部支撑座6;裙板体中部压钳5和裙板体中部支撑座6配合实现对支撑裙板体11-1中部夹紧定位。
脚踏组件限位止挡9的底部固定在矩形框架底座1上,脚踏组件限位止挡9用于限定司机蹬车裙板11的脚踏组件11-2在裙板体11-1上的位置,防止脚踏组件11-2在裙板体11-1上窜动。
脚踏组件支撑座8的底部固定在矩形框架底座1上,脚踏组件支撑座8用于支撑脚踏组件11-2的斜面位置;脚踏组件压钳7的底部固定在脚踏组件支撑座8上,脚踏组件压钳7和脚踏组件支撑座8配合实现对脚踏组件11-2夹紧定位。
螺栓槽夹钳10的支撑端设有两个圆形支撑块10-1,圆形支撑块10-1用于支撑司机蹬车裙板11的螺栓槽11-3,螺栓槽夹钳10用于夹紧定位螺栓槽11-3,确保螺栓槽夹钳10焊接位置的准确性。
如图6所示,本发明的轨道高速客车司机蹬车裙板组对焊接辅助装置利用裙板体外框压钳3和裙板体外框支撑座4的配合实现对裙板体11-1外框夹紧定位,利用裙板体中部压钳5和裙板体中部支撑座6的配合实现对支撑裙板体11-1的中部夹紧定位,利用脚踏组件限位止挡9限定脚踏组件11-2在裙板体11-1上的位置,利用脚踏组件压钳7和脚踏组件支撑座8的配合实现对脚踏组件11-2夹紧定位,利用螺栓槽夹钳10实现对螺栓槽11-3的夹紧定位,进而实现控制焊接过程中司机蹬车裙板的变形量,从而解决了产品焊接变形大、调修难度大、易产生废品的技术问题,提高了产品生产效率,保证了焊接后产品尺寸精度,降低了调修工作量,减少了人工成本,降低了质量隐患。同时本发明利用变位机连接座2将装夹有司机蹬车裙板11的辅助装置与二位端变位机连接,实现司机蹬车裙板11可以做任意角度的翻转定位,避免了需要反复多次拆卸与装夹的问题,确保司机蹬车裙板11在有利于操作的位置进行焊接,提高生产效率和产品质量。
- 轨道高速客车司机蹬车裙板组对焊接辅助装置
- 轨道高速客车司机蹬车裙板组对焊接辅助装置