多功能通用汽车led灯组检测系统的检测方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及汽车LED灯检测技术领域,具体的说是一种多功能通用汽车led灯组检测系统的检测方法。
背景技术
LED车灯是指采用LED(发光二极管)作为光源的车灯。LED光源的能耗仅为卤素灯的1/20,寿命可以达到10万小时以上,基本上车开到报废,车灯也能正常使用,相较于氙气大灯体积更小,而且可以瞬间点亮,对于行驶的安全性是非常有保障的,但是LED光源对于散热通风方面的要求也是非常高的。使用寿命长,一般可达几万乃至十万小时。非常节能,比同等亮度的白炽灯起码节电一半以上;光线质量高,基本上无辐射,属于“绿色”光源;四周用透明的环氧树脂密封,抗震性能好;响应速度快。LED的点亮速度一般是0.02秒,用在尾灯和转向灯上能够迅速点亮达到更好的警示效果,用在前大灯上,相比氙灯和卤素大灯拥有更高的响应速度。汽车厂商青睐LED,完全是LED本身的优点所决定的。
LED车灯出厂需要经过专业的检测;对于LED车灯外观检测通常由目视检测:LED车灯表明是否存在脏污、异物、破损、色差、生锈等现象;装配牢固,零件配件是否齐全;标识、贴纸、印刷图案字体清晰完成度。对于电参数测量,通常需要专业的设备测试。
发明内容
针对上述问题,本发明提供了一种多功能通用汽车led灯组检测系统的检测方法,为达到上述目的,本发明采用的具体技术方案如下:
一种多功能通用汽车led灯组检测系统的检测方法,其特征在于:包括上部箱架、下部箱架、转盘部组件;所述上部箱架与所述下部箱架组装形成LED灯组检测箱;所述LED灯组检测箱中间横设有支撑台,该支撑台内设有转盘部组件;
所述转盘部组件包括圆形的测试平台,该测试平台活动支撑设置在所述支撑台的台面上;所述测试平台台面上固定有2套工装检测组件和2个测试工装安装位,所述测试工装安装位用于安装测试工装,在该测试工装上固定有待检测LED灯管,所述测试工装上设置有测试连接组件,该测试连接组件的测试输入端用于连接所述测试工装上的待检测LED灯管,所述测试连接组件的测试输出端用于与所述支撑台台面上的工装检测组件;
所述测试平台中部穿设有旋转柱,所述测试平台与所述旋转柱为一体式;所述测试平台底部安装有旋转电机,该旋转电机连接所述旋转柱,所述旋转电机旋转输出端连接旋转柱底部;
所述支撑台台面上设置有支撑轴,该支撑轴上端安装有色度计组件,该色度计组件的采集端正对所述测试工装的待检测LED灯管;
所述上部箱架内设置有相机采集组件;所述相机采集组件设置在其中一个所述测试工装安装位的正上方,所述相机采集组件的摄取端正对所述测试工装的待检测LED灯管;
所述下部箱架内设置有PLC控制器和工业主机;
所述工业主机的PLC通讯端连接所述PLC控制器,所述工业主机的LED灯图片采集端连接所述相机采集组件的工业相机,所述工业主机的LED灯色度采集端与所述色度计组件连接,所述工业主机的检测端连接有所述工装检测组件,所述工业主机的扫描采集端上连接有扫描枪,所述工业主机的显示端连接有显示屏,所述工业主机的数据端连接有数据库;
所述PLC控制器的相机控制端连接所述相机采集组件的伺服电机;所述PLC控制器的测试平台旋转控制端连接所述转盘部组件的旋转电机;
其中,多功能通用汽车led灯组检测系统的检测方法的具体步骤为:
步骤S1):工业主机获取待检测LED灯管的型号;
该待检测LED灯管的型号或经操作工作在显示屏上输入,或经所述扫描枪扫描待检测LED灯管上的型号码输入;
步骤S2):在测试平台上的安装区域将步骤S1中与待检测LED灯管的型号对应的测试工装安装至两个测试工装安装位上,测试工装上安装对应的待检测LED灯管,并建立测试工装测试连接组件与工装检测组件的连接关系,检测无漏装、错装后锁定;
步骤S3):工业主机发出旋转信号,经PLC控制器控制转盘部组件的旋转电机旋转至测试区域对应的预设角度,所述测试区域为测试平台上所述相机采集组件正下方的区域;
步骤S4):工业主机根据所述待检测LED灯管上的型号按照预设定的点亮电压点亮待检测LED灯管,并对待检测LED灯管的灯管连接设定电流数据、灯管连接采集电流数据进行校对;
步骤S5):工业主机控制色度计组件采集待检测LED灯管的发光颜色色坐标数据;
步骤S6):工业主机控制相机采集组件采集待检测LED灯管发光均匀性、光导丝印值、亮度值;
步骤S7):所述工业主机根据待检测LED灯管的型号对应数据库保存的预设检测数据,对步骤S5、步骤S6的采集数据进行比对,得到测试结果;
若测试结果输出为NG,进入步骤S8,若输出OK进入步骤S9;
步骤S8):所述工业主机将NG项统计输送给所述打印机,由打印机将NG项通过打印机打印出来,所述工业主机控制旋转电机旋转至安装区域对应角度,将测试区域下的测试工装旋转回安装区域,等待操作工人确认;
步骤S9):所述工业主机控制打印机输送出合格标签,该合格标签上的时间为测试完成时间,并同步存入所述工业主机的数据库,所述工业主机控制旋转电机旋转至安装区域对应角度,将所述测试区域下的测试工装旋转回所述安装区域后解除锁定。
通过上述设计,上部箱架、转盘部组件、下部箱架分区设置,避免各器件的相互干扰,不易发生控制逻辑错误。通过控制面板,可以自动识别测试工装是否正确通过PIN针通断信号、控制测试工装上的所有气缸动作;PLC控制器和工业主机连接,在自动模式控制下,所有操作由工业主机自主控制,当切换到手动模式,用户可通过控制面板进而控制PLC控制器操作测试。两个测试工装安装位支持加快检测速度;在同一测试平台上,检测和安装不干扰。支撑轴安装在支撑台的一侧,便于色度计组件采集数据。测试前需要经过扫描枪扫描,得到待检测LED灯管数据。并通过控制面板上的触摸屏、显示屏来手动控制测试顺序。PLC控制器和工业主机连接,在自动模式控制下,所有操作由工业主机自主控制,当切换到手动模式,用户可通过控制面板进而控制PLC控制器操作测试。通过系统的检测步骤后得到NG或OK结果,如果NG,只要出现一项NG就会打印NG错误原因并等待操作人员手动解锁连接,如果OK,气缸会执行缩回,连接自动弹开,由操作人员取下合格LED灯管。
进一步描述,所述支撑台中间开设有矩形开口,所述旋转电机穿过所述支撑台的矩形开口后固定在所述下部箱架内;
所述旋转柱设置在所述测试平台中心;
所述支撑台与所述测试平台之间设置有k个滚轮支撑座;
所述测试平台经k个滚轮支撑座活动安装在所述支撑台上;
所述旋转电机旋转轴上安装有旋转到位开关,该旋转到位开关与所述PLC控制连接。
通过上述设计,该测试平台经滚轮活动安装在支撑台上,电机驱动旋转时测试平台经滚轮支撑座一同旋转;
再进一步描述,所述工装检测组件包括手动插口、航空插头、电磁阀控制插口;
所述手动插口用于连接所述测试工装上的待检测LED灯管;所述手动插口包括LED插孔设备组件和插孔设备组件安装座,所述LED插孔设备组件固定在所述插孔设备组件安装座上方;所述LED插孔设备组件包括并排设置的LED六孔电插模块母、LED三孔气动模块母、LED十七孔电插模块母,并分别用于与所述待检测LED灯管连接;所述LED六孔电插模块母、LED三孔气动模块母、LED十七孔电插模块母的接口上对应设置有一个插座推动气缸,所述插座推动气缸的供电线上设置有一个电磁阀,该电磁阀与所述电磁阀控制插口连接;
所述测试连接组件包括与LED六孔电插模块母35b、LED三孔气动模块母35c、LED十七孔电插模块母35a对应的LED六孔电插头、LED三孔气动插头、LED十七孔电插头;
所述航空插头作为所述LED插孔设备组件补充插孔,固定在所述测试平台上;
所述手动插口的供电线路上设置有电流表,该电流表与所述工业主机的电流采集端连接;
所述电磁阀控制插口的电磁阀与所述工业主机的电磁阀控制端连接。
通过上述设计,测试工装安装至测试工装安装位上,将待检测LED灯管连接至LED插孔设备,由于LED插孔设备组件不够用,增加了航空插头,八针插头用于给待检测LED灯管供电,发送点亮命令。人工将测试工装的测试连接组件与工装检测组件连接,电磁阀控制插口给电信号控制气缸锁死连接,使得连接半自动化,避免了接触不良。电流表设置在手动插口供电线路上,用于检测启动时,待检测LED灯管的电流值,以此判断灯管是否合格。待检测LED电磁阀给电信号,通过电磁阀转换,控制气缸伸出,缩回进而控制连接锁死、解锁。
优选地再进一步描述,所述上部箱架包括前后设置的测试箱部、控制放置部,二者之间竖向设置有遮光隔板,所述遮光隔板与所述测试平台之间留有旋转空隙;
所述测试箱部包括测试箱顶部、测试箱后壁、测试箱左壁和测试箱右壁,四者经测试箱框架支撑,所述测试箱顶部、测试箱后壁、测试箱左壁和测试箱右壁均采用遮光板覆盖,所述测试箱顶部开设有一个安全门,该安全门经至少一个安全门开关锁定,在所述测试箱后壁、测试箱左壁和测试箱右壁上开设有至少一个磁吸双开门;所述测试箱部的测试箱顶部覆盖面侧还设置有第二指示灯和所述相机采集组件;
所述安全门开关、磁吸双开门连接所述PLC控制器;
所述第二指示灯与所述PLC控制器连接。
通过上述设计,可以通过控制面板打开磁吸双开门、安全开关门,对箱内的部件进行调整、维修等;测试箱区域均采用遮光板,保证测试区域内没有其他光亮的影响,保证检测结果的有效性,在测试箱顶部设置有第二指示灯,该指示灯用于照明,针对特殊情况测试使用。
再做进一步描述,所述控制放置部包括控制顶部、控制左壁、控制右壁,所述控制顶部、控制左壁、控制右壁与所述测试箱顶部、测试箱左壁、测试箱右壁一一对齐;所述控制放置部包围空间的上部空间为控制箱体,该控制箱体远离所述测试箱部的一面为控制面板,所述控制面板嵌设有显示屏、触摸屏、气枪快插头、控制按键排以及控制插孔;所述控制顶部覆盖面上还布置有第一指示灯,该第一指示灯位于所述控制面板的前侧,所述控制放置部的控制顶部外显面上设置有气插头、三色信号灯柱、电插头;
所述控制面板上的显示屏、触摸屏、气枪快插头以及控制插孔连接所述PLC控制器,所述控制按键排的控制按键布局在所述PLC控制器的控制电路上;
所述第一指示灯、气插头、三色信号灯柱、电插头连接所述PLC控制器;
所述控制放置部包围空间的中部空间为操作空间,该操作空间的控制左壁、控制右壁上竖向布置有一排安全光栅收发器;所述安全光栅收发器的接收器连接所述工业主机的光栅接接收端;所述安全光栅收发器的发送器连接所述工业主机的光栅发送端;
所述控制放置部包围空间下部空间为存放空间,该存放空间设置有键盘抽屉;
所述控制左壁或者所述控制右壁上还安装有打印机旋转台,所述打印机旋转台上的打印机与所述工业主机连接。
通过上述设计,控制箱部的前段设置有显示器、触摸屏,操作者可以从显示器中获取此时设备的进程,通过触摸屏选择控制检测步骤;控制面板可以显示设备当前工作状态,并通过控制面板上的触摸屏、显示屏来手动控制测试顺序。右侧打印机旋转台用于摆放打印机,打印机用于打印检测结果是否合格条码,合格时打印出唯一合格条码,不合格时检测NG输出NG条码,并打印NG原因在NG条码上。第一指示灯用于为操作人员提供照明,三色信号灯柱用于显示此时检测箱的工作状态,安全光栅收发器可以检测操作人员是否正在进行测试工装的装填,以此保证操作时的安全性。
再作进一步描述,所述测试平台位于所述控制放置部操作空间的边缘侧包围设置有密封板,该密封板远离所述测试箱部的一侧边缘与所述安全光栅收发器所在平面抵接。
通过上述设计,控制放置部设置密封板,防止安装测试工装时部分零件掉落。
再作进一步描述,所述下部箱架内部设置有PLC电控箱、四轴机器人控制器安装箱、电流表箱、气控装置安装盒、工业主机安装位、物料柜;
所述PLC电控箱内安装有所述PLC控制器;
所述四轴机器人控制器安装箱内安装有四轴机器人控制器;所述电流表箱内安装有所述电流表;所述气控装置安装盒内安装有气泵和气罐;所述工业主机安装位安装有所述工业主机;
所述气泵连接所述PLC控制器;所述气罐经供气管连接所述气缸;
所述工业主机连接所述四轴机器人控制器;
所述下部箱架底侧安装有脚杯、脚轮,该脚杯用于固定调整所述LED灯组检测箱的高度,所述脚轮用于移动所述LED灯组检测箱的位置。
通过上述设计,在下部箱架设置PLC电控箱、四轴机器人控制器安装箱、电流表箱、气控组件安装盒、工业主机安装位分别对应安装PLC控制器、四轴机器人控制器、电流表、气泵和气罐、工业主机,让下部成为整个LED灯组检测箱的控制处理中心,同时LED灯组检测箱底部装有脚杯脚轮,便于检测箱移动,以及根据现场实际情况调整检测箱高度位置;四轴机器人控制器与工作主机连接,工作主机通过四轴机器人控制器间接控制四轴机器人对待检测LED灯管的采集。气泵是整个系统的供气源。
再作进一步描述,所述相机采集组件包括相机采集组件安装板、链条、旋转伺服电机、滑动伺服电机、相机支架、工业相机、相机滑轨;
所述旋转伺服电机、滑动伺服电机连接所述PLC控制器;
所述相机采集组件安装板固定在所述测试箱部的测试箱顶部覆盖面侧,所述相机采集组件安装板的底面安装有所述相机滑轨,在该相机滑轨上滑动安装有所述相机支架,所述滑动伺服电机经所述链条驱动所述相机支架沿所述相机滑轨移动;
所述旋转伺服电机固定在所述测试箱部的测试箱顶部覆盖面侧,所述旋转伺服电机的旋转驱动端上连接有所述工业相机,所述工业相机的摄取端正对所述待检测LED灯管。
通过上述设计,固定在相机支架上的工业相机通过滑动伺服电机和旋转伺服电机联动调整工业相机拍摄位置、角度,对准待检测LED灯管,滑动伺服电机控制相机采集组件可在相机采集组件安装板的滑轨上移动。将PLC电控箱里的所有信号集成到控制面板,将伺服电机所有信号和控制集成到控制面板,控制面板上的显示屏显示伺服电机的控制信息。
再做进一步描述,所述色度计组件包括所述四轴机器人,该四轴机器人的力臂固定端安装在支撑轴上端,所述四轴机器人的自由端安装有色度计,该色度计的采集端设置有积分球,用于采集待检测LED灯管发光光源,识别色坐标;
所述四轴机器人连接所述四轴机器人控制器26。
通过上述设计,四周机器人的力臂末端设置有色度计,该色度计上的积分球采集灯管发光光源、色坐标,对灯管的颜色、色调、色值进行分析。
再做进一步描述,步骤S2中检测无漏装、错装后锁定的具体步骤为:
S2-1):将所述测试工装安装到所述测试工装安装位,手动连接测试工装的测试连接组件与所述测试平台上的电磁阀控制插口、航空插头、LED插孔设备组件;
S2-2):所述测试平台上的传感器组检测所述测试工装无漏装连接器上的塑料卡子、测试连接组件线束上的铁卡子,无错装待检测LED灯管支架;
所述传感器组至少包括压力传感器;
S2-3):所述电磁阀控制插口输出上电信号,驱动所述气缸锁死所述LED插孔设备组件;
S2-4):固定好所述测试工装,操作人员双手退出所述安全光栅;
步骤S9中解除锁定的具体步骤为:
S9-1):所述电磁阀控制插口输出上电信号,驱动所述气缸解锁所述LED插孔设备组件;
通过上述设计,测试平台的传感器自动检测无漏装连接器上的塑料卡子、测试连接组件线束上的铁卡子,无错装待检测LED灯管支架,可以快速的识别待检测LED灯管是否存在外观上的缺失、损坏;人工连接测试连接组件与工装检测组件后,电池阀发出电信号,通过电磁阀转换,控制气缸执行伸出、回缩来控制连接锁死、解锁,即可防止接触不良,又提高拆装便捷度。
本发明的有益效果:多功能通用汽车led灯组检测机组结构采转盘双工位形式,电磁阀控制插口电信号控制气缸锁死测试连接组件与工装检测组件连接;检测机组包含手动操作按钮和手动操作界面,且每个检测步骤可单独进行;检测机组可以手动/自动转换设置,操作员可以在测试追加某一步测试,也可选择自动模式,让工业主机控制检测机组完成所有测试。并在控制面板处设置急停、复位开关,可以更加高效的控制检测机组。
附图说明
图1是本发明的转盘部组件的等轴测视图;
图2是本发明的转盘部组件的侧视图;
图3是本发明的上部箱架的等轴测视图;
图4是本发明的上部箱架的俯视图;
图5是本发明的上部箱架的正视图;
图6是本发明的上部箱架的去掉安全门、磁吸双开门的等轴测视图;
图7是本发明的下部箱架的等轴测视图;
图8是本发明的下部箱架的正视图;
图9是本发明的下部箱架的俯视图;
图10是本发明的测试平台的等轴测视图;
图11是本发明的手动插口的正视图;
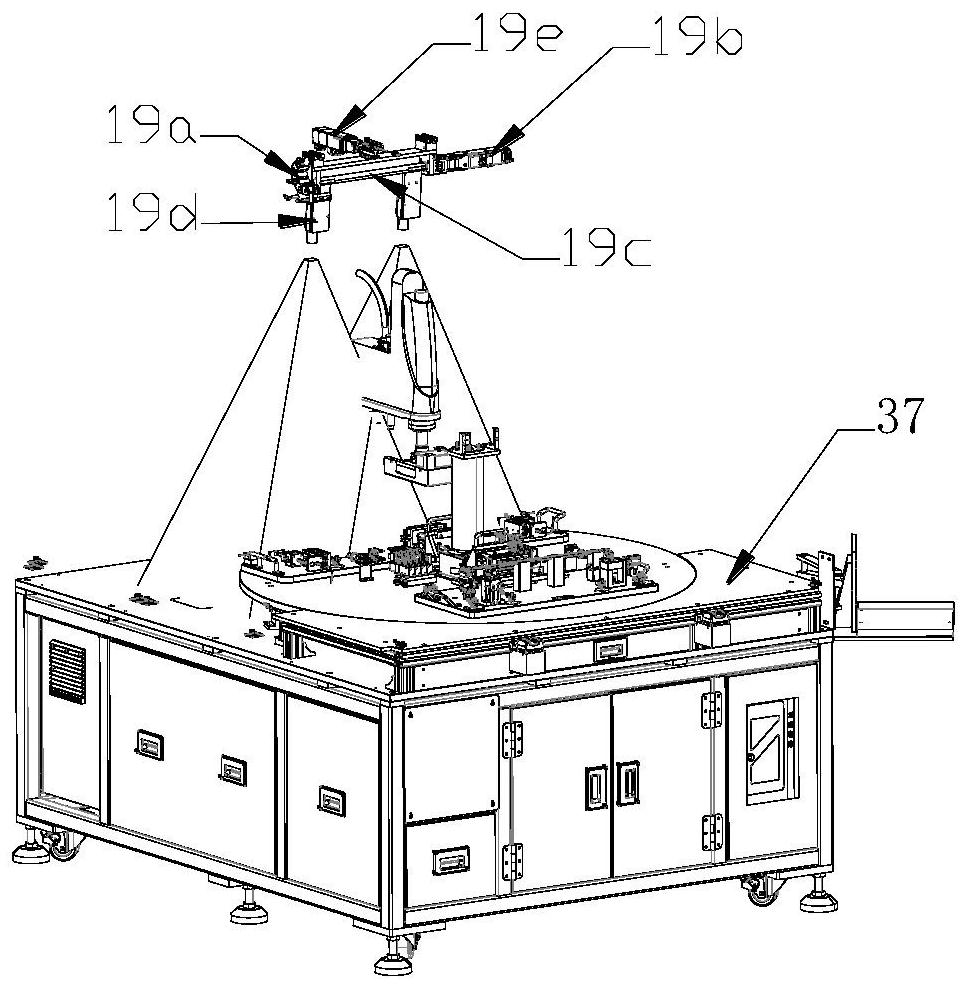
图12是本发明的下部箱架、转盘部组件和相机采集组件构成的等轴测视图;
图13是本发明的系统框架图;
图14是本发明的检测方法流程图。
具体实施方式
下面结合附图对本发明的具体实施方式以及工作原理作进一步详细说明。
下面结合附图对本发明的具体实施方式以及工作原理作进一步详细说明。
从图1、3和7可以看出,一种多功能通用汽车led灯组检测系统,其特征在于:包括上部箱架A、下部箱架B、转盘部组件C;所述上部箱架A与所述下部箱架B组装形成LED灯组检测箱;所述LED灯组检测箱中间横设有支撑台,该支撑台内设有转盘部组件C;
从图2和10可以看出,所述转盘部组件C包括圆形的测试平台4,该测试平台4活动支撑设置在所述支撑台的台面上;所述测试平台4台面上固定有2套工装检测组件和2个测试工装安装位,所述测试工装安装位用于安装测试工装33,在该测试工装33上固定有待检测LED灯管,所述测试工装33上设置有测试连接组件,该测试连接组件的测试输入端用于连接所述测试工装33上的待检测LED灯管,所述测试连接组件的测试输出端用于与所述支撑台1台面上的工装检测组件;
所述测试平台4中部穿设有旋转柱31,所述测试平台4与所述旋转柱31为一体式;所述测试平台4底部安装有旋转电机2,该旋转电机2连接所述旋转柱31,所述旋转电机2旋转输出端连接旋转柱31底部;
所述支撑台1台面上设置有支撑轴,该支撑轴上端安装有色度计组件,该色度计组件的采集端正对所述测试工装33的待检测LED灯管;
结合图3和12可以看出,所述上部箱架A内设置有相机采集组件19;所述相机采集组件19设置在其中一个所述测试工装安装位的正上方,所述相机采集组件19的摄取端正对所述测试工装33的待检测LED灯管;
从图13中可以看出,所述下部箱架B内设置有PLC控制器21和工业主机23;
所述工业主机23的PLC通讯端连接所述PLC控制器21,所述工业主机23的LED灯图片采集端连接所述相机采集组件19的工业相机,所述工业主机23的LED灯色度采集端与所述色度计组件连接,所述工业主机23的检测端连接有所述工装检测组件;
所述工业主机23的扫描采集端上连接有扫描枪,所述工业主机23的显示端连接有显示屏,所述工业主机23的数据端连接有数据库;
所述PLC控制器21的相机控制端连接所述相机采集组件19的伺服电机;所述PLC控制器21的测试平台旋转控制端连接所述转盘部组件C的旋转电机2。
从图14可以看出,其中,多功能通用汽车led灯组检测系统的检测方法的具体步骤为:
步骤S1):工业主机23获取待检测LED灯管的型号;
该待检测LED灯管的型号或经操作工作在显示屏上输入,或经所述扫描枪扫描待检测LED灯管上的型号码输入;
步骤S2):在测试平台4上的安装区域将步骤S1中与待检测LED灯管的型号对应的测试工装安装至两个测试工装安装位上,测试工装上安装对应的待检测LED灯管,并建立测试工装测试连接组件与工装检测组件的连接关系,检测无漏装、错装后锁定;
检测无漏装、错装后锁定的具体步骤为:
S2-1):将所述测试工装安装到所述测试工装安装位,手动连接测试工装的测试连接组件与所述测试平台上的电磁阀控制插口、航空插头、LED插孔设备组件;
S2-2):所述测试平台上的传感器组检测所述测试工装无漏装连接器上的塑料卡子、测试连接组件线束上的铁卡子,无错装待检测LED灯管支架;
所述传感器组至少包括压力传感器;
S2-3):所述电磁阀控制插口输出上电信号,驱动所述气缸锁死所述LED插孔设备组件;
S2-4):固定好所述测试工装,操作人员双手退出所述安全光栅;
步骤S3):工业主机23发出旋转信号,经PLC控制器21控制转盘部组件C的旋转电机2旋转至测试区域对应的预设角度,所述测试区域为测试平台4上所述相机采集组件19正下方的区域;
步骤S4):工业主机23根据所述待检测LED灯管上的型号按照预设定的点亮电压点亮待检测LED灯管,并对待检测LED灯管的灯管连接设定电流数据、灯管连接采集电流数据进行校对;
步骤S5):工业主机23控制色度计组件采集待检测LED灯管的发光颜色色坐标数据;
步骤S6):工业主机23控制相机采集组件19采集待检测LED灯管发光均匀性、光导丝印值、亮度值;
步骤S7):所述工业主机23根据待检测LED灯管的型号对应数据库保存的预设检测数据,对步骤S5、步骤S6的采集数据进行比对,得到测试结果;
若测试结果输出为NG,进入步骤S8,若输出OK进入步骤S9;
步骤S8:所述工业主机23将NG项统计输送给所述打印机,由打印机将NG项通过打印机打印出来,所述工业主机23控制旋转电机旋转至安装区域对应角度,将测试区域下的测试工装旋转回安装区域,等待操作工人确认;
步骤S9):所述工业主机23控制打印机输送出合格标签,该合格标签上的时间为测试完成时间,并同步存入所述工业主机的数据库,所述工业主机23控制旋转电机旋转至安装区域对应角度,将所述测试区域下的测试工装旋转回所述安装区域后解除锁定。
解除锁定的具体步骤为:
S9-1):所述电磁阀控制插口输出上电信号,驱动所述气缸解锁所述LED插孔设备组件;
S9-2):操作工人将所述测试工装手动从测试平台取出。
从图2中可以看出,所述支撑台1中间开设有矩形开口,所述旋转电机2穿过所述支撑台1的矩形开口后固定在所述下部箱架B内;
所述旋转柱31设置在所述测试平台4中心;
所述支撑台1与所述测试平台4之间设置有k个滚轮支撑座5;
所述测试平台4经k个滚轮支撑座5活动安装在所述支撑台1上;
从图13中可以看出,所述旋转电机2旋转轴上安装有旋转到位开关,该旋转到位开关与所述PLC控制器21连接。
结合图10和11可以看出,所述工装检测组件包括手动插口34、航空插头30、电磁阀控制插口32;
所述手动插口34用于连接所述测试工装上的待检测LED灯管;所述手动插口34包括LED插孔设备组件35和插孔设备组件安装座,所述LED插孔设备组件35固定在所述插孔设备组件安装座上方;所述LED插孔设备组件35包括并排设置的LED六孔电插模块母35b、LED三孔气动模块母35c、LED十七孔电插模块母35a,并分别用于与所述待检测LED灯管连接;所述LED六孔电插模块母35b、LED三孔气动模块母35c、LED十七孔电插模块母35a的接口上对应设置有一个插座推动气缸,所述插座推动气缸的供电线上设置有一个电磁阀,该电磁阀与所述电磁阀控制插口32连接;
所述航空插头30作为所述LED插孔设备组件35补充插孔,固定在所述测试平台4上;
从图13中可以看出,所述手动插口34的供电线路上设置有电流表24,该电流表24与所述工业主机23的电流采集端连接;
所述电磁阀控制插口32的电磁阀与所述工业主机23的电磁阀控制端连接。
从图4可以看出,所述上部箱架A包括前后设置的测试箱部A1、控制放置部A2,二者之间竖向设置有遮光隔板,所述遮光隔板与所述测试平台4之间留有旋转空隙;
结合图4和6可以看出,所述测试箱部A1包括测试箱顶部、测试箱后壁、测试箱左壁和测试箱右壁,四者经测试箱框架支撑,所述测试箱顶部、测试箱后壁、测试箱左壁和测试箱右壁均采用遮光板覆盖,所述测试箱顶部开设有一个安全门,该安全门经至少一个安全门开关20锁定,在所述测试箱后壁、测试箱左壁和测试箱右壁上开设有至少一个磁吸双开门7;所述测试箱部A1的测试箱顶部覆盖面侧还设置有第二指示灯18和所述相机采集组件19;
从图13中可以看出,所述安全门开关20、磁吸双开门7连接所述PLC控制器21;
所述第二指示灯18与所述PLC控制器21连接。
结合图4和5可以看出,所述控制放置部A2包括控制顶部、控制左壁、控制右壁,所述控制顶部、控制左壁、控制右壁与所述测试箱顶部、测试箱左壁、测试箱右壁一一对齐;所述控制放置部A2包围空间的上部空间为控制箱体,该控制箱体远离所述测试箱部A1的一面为控制面板,所述控制面板10嵌设有显示屏16、触摸屏17、气枪快插头12、控制按键排以及控制插孔;所述控制顶部覆盖面上还布置有第一指示灯9,该第一指示灯9位于所述控制面板10的前侧,所述控制放置部A2的控制顶部外显面上设置有气插头13、三色信号灯柱15、电插头14;
从图13中可以看出,所述控制面板10上的显示屏16、触摸屏17、气枪快插头12以及控制插孔连接所述PLC控制器21,所述控制按键排的控制按键布局在所述PLC控制器21的控制电路上;
所述第一指示灯9、气插头13、三色信号灯柱15、电插头14连接所述PLC控制器21;
从图5中可以看出,所述控制放置部A2包围空间的中部空间为操作空间,该操作空间的控制左壁、控制右壁上竖向布置有一排安全光栅收发器8;所述安全光栅收发器8的接收器连接所述工业主机23的光栅接接收端;所述安全光栅收发器8的发送器连接所述工业主机23的光栅发送端;
从图3中可以看出,所述控制放置部A2包围空间下部空间为存放空间,该存放空间设置有键盘抽屉6;
所述控制左壁或者所述控制右壁上还安装有打印机旋转台11,所述打印机旋转台11上的打印机与所述工业主机23连接。
从图12可以看出,所述测试平台4位于所述控制放置部A2操作空间的边缘侧包围设置有密封板37,该密封板37远离所述测试箱部A1的一侧边缘与所述安全光栅收发器8所在平面抵接。
结合图7、8和9可以看出,所述下部箱架B内部设置有PLC电控箱、四轴机器人控制器安装箱、电流表箱、气控装置安装盒、工业主机安装位、物料柜25;
从图13中可以看出,所述PLC电控箱内安装有所述PLC控制器21;
所述四轴机器人控制器安装箱内安装有四轴机器人控制器26;所述电流表箱内安装有所述电流表24;所述气控装置安装盒内安装有气泵22和气罐;所述工业主机安装位安装有所述工业主机23;
所述气泵22连接所述PLC控制器21;所述气罐经供气管连接所述气缸;
所述工业主机23连接所述四轴机器人控制器26;
所述下部箱架B底侧安装有脚杯27、脚轮28,该脚杯27用于固定调整所述LED灯组检测箱的高度,所述脚轮28用于移动所述LED灯组检测箱的位置。
从图12中可以看出,所述相机采集组件19包括相机采集组件安装板、链条19a、旋转伺服电机19b、滑动伺服电机19e、相机支架19c、工业相机19d、相机滑轨;
所述旋转伺服电机19b、滑动伺服电机19e连接所述PLC控制器21;
所述相机采集组件安装板固定在所述测试箱部A1的测试箱顶部覆盖面侧,所述相机采集组件安装板的底面安装有所述相机滑轨,在该相机滑轨上滑动安装有所述相机支架19c,所述滑动伺服电机19e经所述链条19a驱动所述相机支架19c沿所述相机滑轨移动;
所述旋转伺服电机19b固定在所述测试箱部A1的测试箱顶部覆盖面侧,所述旋转伺服电机19b的旋转驱动端上连接有所述工业相机19d,所述工业相机19d的摄取端正对所述待检测LED灯管。
从图2可以看出,所述色度计组件包括所述四轴机器人3,该四轴机器人3的力臂固定端安装在支撑轴上端,所述四轴机器人3的自由端安装有色度计36,该色度计36的采集端设置有积分球,用于采集待检测LED灯管发光光源,识别色坐标;
从图13可以看出,所述四轴机器人3连接所述四轴机器人控制器26。
本发明的工作原理:检测时将测试工装安装至测试工装安装位,将待检测LED灯管线路连接至测试连接组件的测试输入端,向待检测LED灯管供电,点亮待检测LED灯管,设备自动检测硬件的完好性,塑料卡子、铁卡子是否缺失,在点亮状态下,检测LED灯管的发光颜色、发光均匀性、光导丝印,自动判定OK和NG输入给设备,检测合格和产品上打点做标记,同时条码打印机输出唯一对应合格条码;同时检测NG输出NG条码,且将打印NG原因打印在NG条码上(外观NG:WG;ID错误:ID;版本号错误:BB;卡子状态NG:KZ;电流值NG:DL;丝印NG:SY;均匀性NG:JYX:颜色NG:YS;)
应当指出的是,上述说明并非是对本发明的限制,本发明也并不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改性、添加或替换,也应属于本发明的保护范围。
- 多功能通用汽车led灯组检测系统的检测方法
- 多功能通用汽车led灯组检测机组