一种塑料片材成型机
文献发布时间:2023-06-19 11:55:48
技术领域
本发明涉及领域塑料成型设备领域,尤其涉及一种塑料片材成型机。
背景技术
饮料杯盖、咖啡杯盖、药品食品托盘等塑料制品的成型制造方法是先将一筒塑料薄片放置于上料架,塑料薄片先通过加热装置对其软化,然后在吹塑装置中吹塑成型,最后通过冲压裁切装置裁切成型并最终送出。在成型过程中,上下模具分别需要动力源来实现驱动,不同的产品需要更换不同的模具,那么,就要对上下模具闭合的高度进行位置调节,一般结构都是通过第一导柱上的螺母进行人工调节,但是操作过程中行程难以控制,调节不精准,且一般设有四根第一导柱,都需要调节,很难控制模盘水平,需要多次进行调节操作才能完成高度调节。虽然结构简单,但设备成本都较高,生产效率很低,导致产品成本较高,而且产品精度低、废品率高。再但是,操作繁琐复杂、浪费人力和时间,导致生产效率低下、产品成本提高,而且产品精度低、废品率高。
后续有的工艺需要对塑料产品进行冲孔,实际操作过程中,冲孔机的清洁度存在着很大的问题,由于塑料制品尤其是塑料片材制品柔软轻薄,还带有一点粘性,工作台上常有很多废料,经外力常洒落的到处都是,清理台面上的废料,需要耗费大量的时间精力。而且未清理的工作台面十分的不美观,因此需要一种设备解决这个问题。
发明内容
本发明针对上述问题,提供了一种塑料片材成型机器的传动结构。
本发明的目的是这样实现的:
一种塑料片材成型机,整机包括成型设备,成型设备包括传动结构,传动结构包括第一导柱、传动轴、与传动轴传动连接的驱动装置,第一导柱上滑动安装有第一上模盘和第一下模盘,传动轴与第一上模盘和第一下模盘传动连接;其特征在于:传动轴为曲轴,曲轴与第一上模盘和第一下模盘分别通过第一传动杆和第二传动杆连接,曲轴与第一传动杆和第二传动杆轴毂连接,曲轴与第一传动杆的连接曲面、曲轴与第二传动杆的连接曲面在同一曲轴上并错位设置。驱动装置为步进电机或减速机或伺服电机,根据精准度的需要调整电机。这种传动方式传动比大,使设备结构紧凑,体积小、重量轻,可得到很大传动比,利于降低生产和运作成本。
作为优选,冲裁设备包括有剔废机构,该剔废机构包括安装座,安装座上设有第二导柱和滑设于第二导柱上的第二上模盘和第二下模盘,第二上模盘和第二下模盘上都设有冲孔模具,收集装置包括设置在第二下模盘的料斗,料斗下方对应设置有收集容器,收集容器的开口与料斗的出料口相对。解决了塑料片材难以清理的问题,保证工作台的整洁美观,便于清理和打扫,减少了对装置的清理工作,提高了工人的工作效率。设备的工作流程为塑料薄片材成型后通过牵引放置于冲针与冲孔凹模之间;驱动上模盘下模盘相对运动,执行程序的冲孔操作,废料配合落入引导通道的底部排出,进入到料斗再落入收集容器中收集。收集一定量的废料后统一处理废料,大大增加了操作的便捷性。下方也可以设有多个动力源,使第二下模盘受力均匀,比现有技术中一个动力源的设备冲孔位置更加精确,不需要额外的空间完成废料收集,使设备更加整洁紧凑。
作为优选,成型设备还包括有模盘位置微调装置,包括用于安装模盘的支架,模盘可在支架上进行移动,支架上套设有螺杆,模盘与螺杆螺纹连接,螺杆与动力源传动连接。动力源驱动输入轴转动,丝杆的螺杆转动时由于与螺母配合,有向上或者向下运动的趋势,而螺杆水平方向固定,螺杆上的螺母与第一上模盘固定,带动与其固定的第一上模盘向运动趋势相反的方向运动,通过具体的设计,控制传动带的松紧度,方便了设备在生产过程中的调试,实现精准化实现第一上模盘的运动距离。而模盘在导柱上往返运动,更换模具后或者其他需要的时间时徐对其位置微调,通过启动动力源调节,在整机运行时通过传动带动支架在导柱上运动,进一步通过螺杆带动模盘运作,实现联动。
作为优选,成型设备还包括底座和与曲轴互相配合安装的蜗轮,第一导柱与底座固定连接。与传统的设备相比较,通过一个动力源实现开模和合模,大大降低了仪器的生产、维修成本,使机器的结构更加的紧凑,精确定位、连续性运动控制的操作也更加方便。驱动装置带动蜗杆进一步带动蜗轮转动驱动曲轴转动,曲轴与蜗轮连接,曲轴上通过轴承安装有连接第一上模盘和第一下模盘的第一传动杆和第二传动杆,分别带动上第一下模盘做上下直线运动,并且上第一下模盘的运动方向相反。当第一下模盘上行时第一上模盘下行,第一上模盘上到最高位同时第一上模盘下到最低位,此时处于合模状态;当第一下模盘下行时第一上模盘上行,第一下模盘下到最低位同时第一上模盘上到最高位,此时处于分模状态。第一传动杆安装于曲轴的两端,第二传动杆安装于第一传动杆的内侧,驱动装置驱动蜗轮带动曲轴同步转动,曲轴带动第一传动杆和第二传动杆驱动第一上模盘和第一下模盘在第一导柱上相对滑动。
作为优选,第一导柱上设置有导柱导套,导柱导套套接在第一导柱上并与第一上模盘固定连接,第一上模盘通过导柱导套滑动在第一导柱上。
塑料片材原料置于放料架上,展开由牵引设备牵引至加热设备加热,再经过传动设备由伺服电机带动,链条走定长,薄膜两侧均有链条,链条上有尖刺,尖刺刺入薄膜,链条走动带动薄膜前行,依次进入加热设备,加热设备设有上下烘箱,再进入成型设备成型,再进入冲裁设备,对塑料片材裁切,根据需要设置冲孔设备,后续输出产品。
成型装置的第一上模盘的下表面固定安装有成型模,第一下模盘的上表面对应固定安装有吹气模;或者第一上模盘的下表面固定安装有吹气模,第一下模盘的上表面对应固定安装有成型模。设备的工作流程为塑料片材经过烘箱加热软化后有牵引机构带动进入成型工位,此时处于分模状态,驱动装置启动驱动第一上模盘第一下模盘运动至合模状态,此时吹气模与成型模合拢塑料片材与吹气模内腔形成密闭空间,下拉伸气缸带动柱塞上行,根据情况气压适时有吹气模上入口进入,软化状态塑料片材在柱塞跟气压共同作用下推入成型模模腔中,成型模模腔内有气孔,随着塑料片材的推入模腔内的空气被排除,最终塑料片材紧贴于模腔壁,适时关闭吹气并打开排气阀,排除成型气压,经过一定时间的冷却定型,伺服电机驱动上下模于分模状态,此时塑料片材外形同成型模内腔形状,至此完成一成型周期,吹气模配装有与其连接的气缸。第一上模盘上或第一下模盘的下方设有一个吹气模连接的气缸,成型模跟吹气模根据情况可以交换安装位置,安装于第一下模盘或者第一上模盘,柱塞安装一个上拉伸气缸,气缸总是设于吹气模安装的模盘上,上第一下模盘合模后,气缸带动柱塞活动,将材料往成型模型腔内推,材料贴合柱塞被推入模具底部可以辅助成型,可以加快排气速度加快成型速度,使得塑料片材成型更加饱满,塑料片材的底部厚度加厚,质量更佳。
冲裁装置第一上模盘的下表面固定安装有冲刀模,第一下模盘的上表面对应固定安装有冲刀;或者第一上模盘的下表面固定安装有冲刀,第一下模盘的上表面对应固定安装有冲刀模。结构也可以用于安装冲裁模具。裁切过后产卷材置于放料架上,展开片材通过转折机构进入牵引机构,牵引机构有伺服电机带动链条,片材两侧均有链条,链条上有尖刺,尖刺刺入片材,链条走动带动片材前行,依次进入上下烘箱加热成型工位一冲孔工位一冲裁工位,完成加热软化一成型冲孔裁切完成后,产品置于裁切下模上,有机械手进入抓取剁码于输送带上,剁码数量可以设定,完成剁码数量后输送带启动输出产品,同时裁切后废边有收卷机构收卷。成型完成之后,停止吹气,电机驱动下模继续向上模方向移动,移动切刀,完成对片材的冲切。
本发明相比现有技术突出且有益的技术效果是:本发明整机的结构紧凑,采用了一个动力源带动上下模运行的方式,运用在成型、冲裁设备上,较传统的上下模分别安装动力源成本较低,由于是同一动力源带动所有更加可靠稳定。这种结构保证了机器整体的刚度,可以根据不同规格的产品和模具设定上第一下模盘的安装位置,负载的上限也有所区别。与传统的设备相比,通过一个动力源实现开模和合模,大大降低了仪器的生产、维修成本,使机器的结构更加的紧凑,精确定位、连续性运动控制的操作也更加方便。
当装置增加了微调装置后,通过控制联动轮转动带动螺杆转动以及传动块的松紧度等方式,方便了设备在生产过程中的调试,实现精准化实现模盘的位置微调,使加工时更加精确,提高了产品的质量,降低了产品的废品率。当整机在调试、展示等情况下需要空机运行,通过本发明的模盘位置微调装置,将模盘上升,使上下模具在运行后保持距离,既减轻机器负载,也保证了模具特别是刀具类模具不会因为合模磨损,提高了模具整体的使用寿命。
增加了废料收集装置,运用在各个工序中,解决了塑料片材难以清理的问题,保证工作台的整洁美观,便于清理和打扫,减少了对装置的清理工作,提高了工人的工作效率。
附图说明
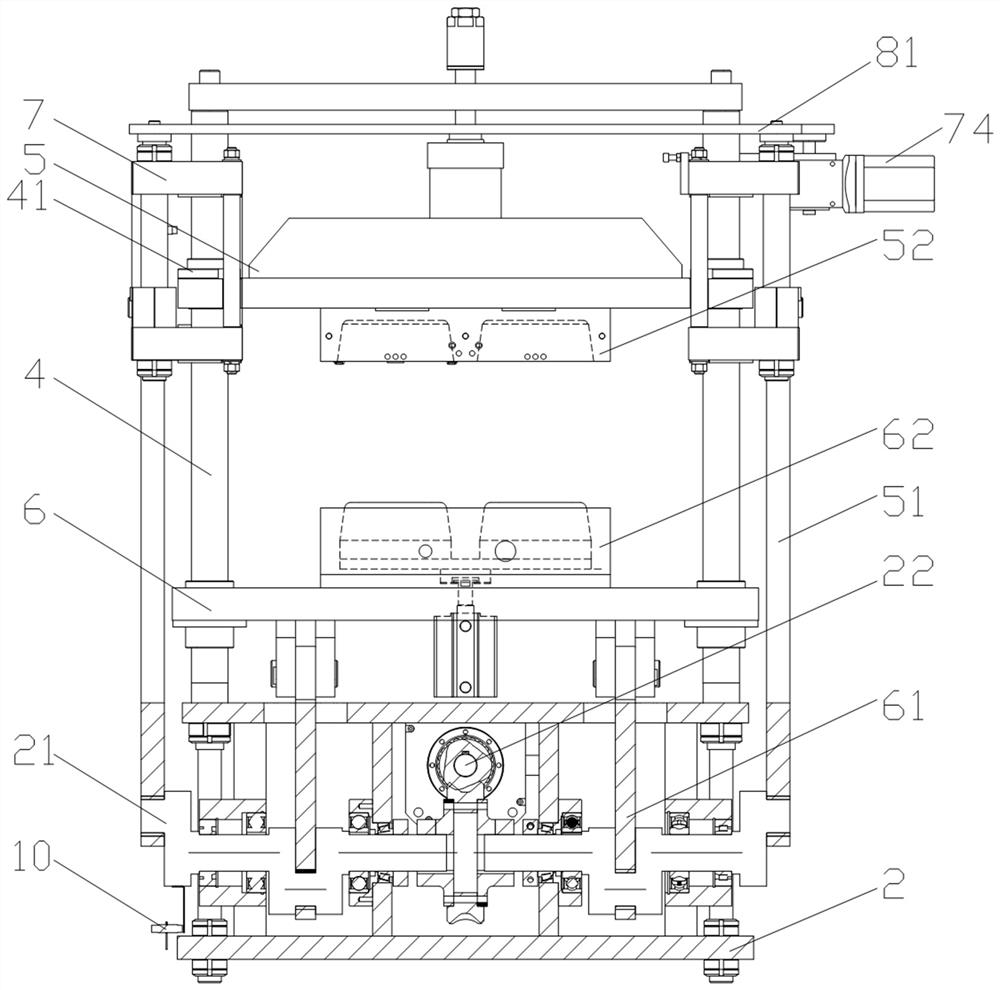
图1是本发明成型装置的结构示意图。
图2是图1的等轴侧图。
图3是图1的侧视图。
图4是本发明冲裁装置的正视图。
图5是图4的等轴侧图。
图6是发明冲孔装置的结构示意图。
图7是图6的正视图。
图8是发明微调装置的结构示意图。
图9是微调装置的侧视图。
图10是图8中A的局部放大图。
图11是图8中B的局部放大图。
以上附图中各数字标号所指代的部位名称如下:1—安装座、2—底座、3—驱动装置、4—第一导柱、5—第一上模盘、6—第一下模盘、21—曲轴、22—蜗轮、51—第一传动杆、61—第二传动杆、7—传动组件、81—同步带、721—固定块、41—导柱导套、52—成型模、62—吹气模、10—原点感应器、63—冲刀、53—冲刀模、54—气缸、71—上滑块、72—下滑块、73—连接柱、74—动力源、81—传动带、82—链轮、51—导柱导套、9—螺杆、5—模盘、11—第二导柱、12—盖板、13—第二上模盘、14—第二下模盘、15—上冲模、16—冲孔凹模、141—料斗、17—收集容器、18—第一驱动装置、19—第二驱动装置、151—冲针、111—滑座、112—导套、161—引导通道。
具体实施方式
下面结合附图与实施例对本发明作进一步详细描述。
塑料片材成型机,整机包括成型设备,成型设备包括第一导柱4、传动轴、与传动轴传动连接的驱动装置3,第一导柱4上滑动安装有第一上模盘5和第一下模盘6,传动轴与第一上模盘5和第一下模盘6传动连接;传动轴为曲轴21,曲轴21与第一上模盘5和第一下模盘6分别通过第一传动杆51和第二传动杆61连接,曲轴21与第一传动杆51和第二传动杆61轴毂连接,曲轴21与第一传动杆51的连接曲面、曲轴21与第二传动杆61的连接曲面在同一曲轴21上并错位设置。一传动杆51安装于曲轴21的两端,第二传动杆61安装于第一传动杆51的内侧,第一导柱4上还滑动安装有支架7,第一传动杆51的上端与支架7固定连接。塑料片材成型机,经过传动装置传送至加热装置,加热装置上设有上下两侧的烘箱对片材软化后进入成型装置成型,再输送至冲裁设备,冲裁设备包括冲孔设备、裁切设备等,根据具体需要进行选择冲裁方式,再收卷取出成品。
支架7上固定有固定块721,固定块721与第一传动杆51插销连接,第一上模盘5与支架7连接。第一导柱4上设置有导柱导套41,导柱导套41套接在第一导柱4上并与第一上模盘5固定连接,第一上模盘5通过导柱导套41滑动在第一导柱4上。
成型设备还包括底座2和与曲轴21互相配合安装的蜗轮22,第一导柱4与底座2固定连接;驱动装置3驱动蜗轮22带动曲轴21同步转动,曲轴21带动第一传动杆51和第二传动杆61驱动第一上模盘5和第一下模盘6在第一导柱4上相对滑动。
第一上模盘和第一下模盘可以用于成型设备,也可以运用在裁切设备上,若是成型设备,第一上模盘5的下表面固定安装有成型模52,第一下模盘6的上表面对应固定安装有吹气模62,第一下模盘6上吹气模62配装有与其连接的气缸54;或者第一上模盘5的下表面固定安装有吹气模62,第一下模盘6的上表面对应固定安装有成型模52,第一上模盘5上吹气模62配装有与其连接的气缸54;若为冲裁设备,第一上模盘5的下表面固定安装有冲刀模53,第一下模盘6的上表面对应固定安装有冲刀63;或者第一上模盘5的下表面固定安装有冲刀63,第一下模盘6的上表面对应固定安装有冲刀模53。
成型设备、冲裁设备可以设有原点感应器10,原点感应器10探测上模盘下模盘的合模状态并形成原点信号。
成型设备还包括有模盘位置微调装置,如图7—11所示,这里的模盘用来安装模具,不局限于但是包括第一上模盘5,微调装置可以安装在成型设备、冲裁设备上,以模盘为第一上模盘5,设备为冲裁设备为例,第一上模盘5可在支架上进行移动,支架上套设有螺杆9,第一上模盘5与螺杆9螺纹连接,螺杆与动力源74传动连接,动力源74为电机;第一上模盘5上可以设置螺纹与螺杆9螺纹连接,也可以通过各种连接方式设置螺母与螺杆9螺纹连接。支架由上下滑块71、72构成,并且通过连接柱73进行连接,第一上模盘设置在上下滑块71、72之间。当然,支架也可以是一体成型,第一上模盘5上设有凹槽,连接柱73设置在凹槽内。支架有两组A和B,分别设置在第一上模盘的两侧,动力源设置在支架上,也可以设置在其他地方,只要在支架上另设输入轴便可,两组支架上的螺杆由传动带81通过链轮82进行传动连接。第一上模盘通过导柱导套51滑设在第一导柱上,支架设置在第一导柱上,支架上设有导向孔。这种微调装置只要启动电机,就可通过链轮带动两侧支架上的螺杆转动,螺杆由于和模盘螺纹连接,就可实现模盘在螺纹上上下移动来达到微调的目的。
冲裁设备包括有剔废机构,冲裁设备可以为裁边设备,也可以为冲孔设备或者其他需要剔废的设备,以冲孔设备为例,设备包括安装座1,安装座1上设有第二导柱11和滑设于第二导柱11上的第二上模盘13和第二下模盘14,第二上模盘13和第二下模盘14上都设有冲孔模具,收集装置包括设置在第二下模盘14的料斗141,料斗141下方对应设置有收集容器17,收集容器17的开口与料斗141的出料口相对。
第二上模盘13的下表面安装有上冲模15,第二下模盘14上对应设置有冲孔凹模16,上冲模15内安装有冲针151,冲孔凹模16内对应冲针151设置有供冲针151伸入的引导通道161。第二导柱11上还安装有滑座111,滑座111滑设于第二导柱11上并与第二下模盘14固定连接。
安装座1上安装有第一驱动装置18,第一驱动装置18与滑座111连接并驱动滑座111沿第二导柱11上下滑动。第一驱动装置18对称设于收集容器17的两侧。第二上模盘13与第二导柱11之间设有导套112,盖板12上安装有第二驱动装置19,第二驱动装置19与第二上模盘13连接并驱动第二上模盘13运动。
料斗141的入料口边缘伸出第二下模盘14。第二下模盘14上设有剃废通道,剃废通道垂直贯穿第二下模盘14,剃废通道的上侧与引导通道161连通,下侧与料斗141的入料口连通。料斗141的入料口覆盖第二下模盘14的剃废通道,料斗141出料口的在水平方向的投影落入收集容器17的开口内。这种收集废料的结构也可以与成型设备的传动装置结合,也可以与上述模盘位置微调装置结合,更好进行定位冲裁增加加工精度。
传动装置在实施例中安装在成型设备中,但是不局限于安装在成型设备上,也可以运用在任何需要运行上下模合模的设备上;微调机构在实施例中安装在成型设备中,但是不局限于安装在成型设备上,也可以运用在任何需要调节模盘位置的设备上。
- 一种塑料片材成型机的片材冲孔废料收集装置
- 一种塑料橡胶片材成型机