一种磨削固定标准化辅助加工系统
文献发布时间:2023-06-19 12:11:54
技术领域
本发明属于磨削固定技术领域,尤其涉及一种磨削固定标准化辅助加工系统。
背景技术
目前,磨削利用高速旋转的砂轮等磨具加工工件表面的切削加工。磨削用于加工各种工件的内外圆柱面、圆锥面和平面,以及螺纹、齿轮和花键等特殊、复杂的成形表面。由于磨粒的硬度很高,磨具具有自锐性,磨削可以用于加工各种材料,包括淬硬钢、高强度合金钢、硬质合金、玻璃、陶瓷和大理石等高硬度金属和非金属材料。磨削速度是指砂轮线速度,一般为30~35米/秒,超过45米/秒时称为高速磨削。磨削通常用于半精加工和精加工,精度可达IT8~5甚至更高,表面粗糙度一般磨削为Ra1.25~0.16微米,精密磨削为Ra0.16~0.04微米,超精密磨削为Ra0.04~0.01微米,镜面磨削可达Ra0.01微米以下。磨削的比功率(或称比能耗,即切除单位体积工件材料所消耗的能量)比一般切削大,金属切除率比一般切削小,故在磨削之前工件通常都先经过其他切削方法去除大部分加工余量,仅留0.1~1毫米或更小的磨削余量。随着缓进给磨削、高速磨削等高效率磨削的发展,已能从毛坯直接把零件磨削成形。也有用磨削作为荒加工的,如磨除铸件的浇冒口、锻件的飞边和钢锭的外皮等。在制造导轨检具时,需要对导轨检具进行磨削,但是每次需要根据四个大孔的位置逐个加垫加工,垫平以保证四个孔到基准面的平行度,降低了工作效率。
通过上述分析,现有技术存在的问题及缺陷为:在制造导轨检具时,需要对导轨检具进行磨削,但是每次需要根据四个大孔的位置逐个加垫加工,垫平以保证四个孔到基准面的平行度,降低了工作效率。
发明内容
针对现有技术存在的问题,本发明提供了一种磨削固定标准化辅助加工系统。
本发明是这样实现的,一种磨削固定标准化辅助加工系统,所述磨削固定标准化辅助加工系统设置有弓形支撑座;
弓形支撑座内部设置有吸尘结构,弓形支撑座左右两侧设置有螺纹孔,螺纹孔旋接有夹紧螺栓,夹紧螺栓端部插接在零件上的固定孔中;
弓形支撑座上侧安装有摄像头,冷却液喷吐结构和传感器安装盒;
传感器安装盒内部安装有振动传感器,振动传感器和摄像头通过数据线与外部主机连接,外部主机通过通信模块与云服务模块连接;
摄像头内部设置有图像数字化模块、图像编码模块、图像压缩模块、图像增强复原模块;
外部主机设置有图像特征提取模块、图像特征识别分析模块;
冷却液喷吐结构设置有竖向支撑板,竖向支撑板设置有滑道,滑道滑接有电动滑块;
电动滑块上侧安装有转向结构,转向结构设置有固定块,固定块上设置有转动电机;
转动电机端部安装有喷阀支撑架,喷阀支撑架上设置有喷阀,喷阀通过导管与泵体连接,泵体与冷却液箱连接。
进一步,所述吸尘结构内部安装有抽气泵,抽气泵与吸尘板连接,吸尘板嵌装在上侧面板上,上侧面板位于弓形支撑座上侧。
进一步,所述吸尘板左右两侧通过折叠支撑架固定有雾化板,雾化板上均匀分布有雾化喷头。
进一步,所述雾化喷头通过导管与泵体连接,泵体通过导管与水箱连接,泵体与抽气泵并列安装固定。
进一步,所述弓形支撑座侧面设置有安装板,安装板上设置有传感器安装槽。
进一步,所述传感器安装槽通过减震结构安装有噪声传感器和环境质量检测传感器,传感器安装槽下端设置有按钮板。
进一步,所述减震结构设置有固定盘,固定盘上设置螺纹孔;固定盘通过减震弹簧与支撑板连接。
进一步,所述支撑板设置有凹槽,凹槽内部粘贴有橡胶垫,凹槽外侧安装有卡扣。
进一步,所述弓形支撑座底侧设置有支撑移动结构,支撑移动结构设置有支撑腿,支撑腿底侧设置有凸台型支撑块;
凸台型支撑块底侧中间位置设置凹槽,凹槽内部安装有电动伸缩杆,电动伸缩杆端部安装有万向轮。
进一步,所述凸台型支撑块底侧除凹槽区域外粘贴有橡胶垫,橡胶垫上设置有防滑纹。
结合上述的所有技术方案,本发明所具备的优点及积极效果为:本发明通过夹紧螺栓对加工零件进行固定,解决了在对导轨检具进行磨削,每次需要根据四个大孔的位置逐个加垫加工,垫平以保证四个孔到基准面的平行度,降低了工作效率的问题。本实用新型通过吸尘结构和雾化板,可以降低环境中的粉尘,提高工作环境的质量。本发明通过设置有摄像头,对零件表面的磨削的情况传递外侧的主机中,并通过通信模块与云服务器连接,利用大数据处理技术对零件表面磨削质量进行评价分析,调整磨削的速度和力度。本发明通过设置有振动传感器,可以检测整体装置振动的频率,实施反馈给磨削设备,不断进行调整,提高磨削的质量。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图做简单的介绍,显而易见地,下面所描述的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下还可以根据这些附图获得其他的附图。
图1是本发明实施例提供的磨削固定标准化辅助加工系统结构示意图。
图2是本发明实施例提供的雾化板和吸尘板结构示意图。
图3是本发明实施例提供的冷却液喷吐结构、摄像头和传感器安装盒结构示意图。
图4是本发明实施例提供的传感器安装槽和按钮板结构示意图。
图5是本发明实施例提供的减震结构示意图。
图6是本发明实施例提供的冷却液喷吐结构示意图。
图7是本发明实施例提供的弓形支撑座结构示意图。
图8是本发明实施例提供的磨削固定标准化辅助加工原理示意图。
图中:1、弓形支撑座;2、夹紧螺栓;3、零件;4、固定孔;5、吸尘结构;6、折叠支撑架;7、上侧面板;8、雾化板;9、吸尘板;10、冷却液喷吐结构;11、摄像头;12、传感器安装盒;13、传感器安装槽;14、按钮板;15、固定盘;16、减震弹簧;17、支撑板;18、竖向支撑板;19、滑道;20、电动滑块;21、转向结构。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
针对现有技术存在的问题,本发明提供了一种磨削固定标准化辅助加工系统,下面结合附图对本发明作详细的描述。
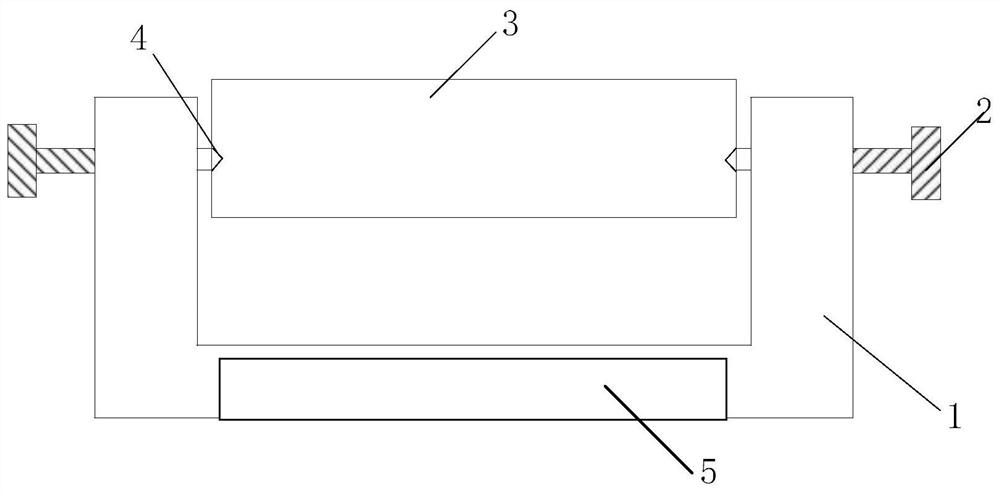
如图1所示,本发明实施例提供的磨削固定标准化辅助工装设置有弓形支撑座1内部设置有吸尘结构5,弓形支撑座1左右两侧设置有螺纹孔,螺纹孔旋接有夹紧螺栓2,夹紧螺栓2端部插接在零件3上的固定孔4中。
弓形支撑座1底侧设置有支撑移动结构,支撑移动结构设置有支撑腿,支撑腿底侧设置有凸台型支撑块;凸台型支撑块底侧中间位置设置凹槽,凹槽内部安装有电动伸缩杆,电动伸缩杆端部安装有万向轮。凸台型支撑块底侧除凹槽区域外粘贴有橡胶垫,橡胶垫上设置有防滑纹。
如图2所示,本发明实施例中吸尘结构5内部安装有抽气泵,抽气泵与吸尘板9连接,吸尘板9嵌装在上侧面板7上,上侧面板7位于弓形支撑座1上侧。吸尘板9左右两侧通过折叠支撑架6固定有雾化板8,雾化板8上均匀分布有雾化喷头,雾化喷头通过导管与泵体连接,泵体通过导管与水箱连接。其中,泵体与抽气泵并列安装固定。
如图3所示,本发明实施例提供的弓形支撑座1上侧安装有摄像头11,冷却液喷吐结构10和传感器安装盒12,传感器安装盒12内部安装有振动传感器,振动传感器和摄像头通过数据线与外部主机连接,外部主机通过通信模块与云服务模块连接。
摄像头内部设置有图像数字化模块、图像编码模块、图像压缩模块、图像增强复原模块;外部主机设置有图像特征提取模块、图像特征识别分析模块;
如图4所示,弓形支撑座1侧面设置有安装板,安装板上设置有传感器安装槽13,传感器安装槽通过减震结构安装有噪声传感器和环境质量检测传感器;传感器安装槽13下端设置有按钮板14。
如图5所示,本发明实施例提供的减震结构设置有固定盘15,固定盘15上设置螺纹孔;固定盘15通过减震弹簧16与支撑板17连接,支撑板17设置有凹槽,凹槽内部粘贴有橡胶垫,凹槽外侧安装有卡扣。
如图6所示,本发明实施例提供的冷却液喷吐结构设置有竖向支撑板18,竖向支撑板18设置有滑道19,滑道19滑接有电动滑块20,电动滑块20上侧安装有转向结构21,转向结构21设置有固定块,固定块上设置有转动电机,转动电机端部安装有喷阀支撑架,喷阀支撑架上设置有喷阀,喷阀通过导管与泵体连接,泵体与冷却液箱连接。
本发明的工作原理为:通过四个椎面固定导轨原料金属件方便对AB面以及S面(基准面)的打磨,固定时利用螺母固定;削磨部件时只需要对S面以及AB面进行打磨(原始加工方法要对S面,S的对面,AB面,CD面四个方向进行打磨),如图8所示。
以上所述,仅为本发明较优的具体的实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本发明的保护范围之内。
- 一种磨削固定标准化辅助加工系统
- 一种超声振动辅助磨削与磁力抛光的复合加工系统及方法