药囊自动组装机
文献发布时间:2023-06-19 12:14:58
技术领域
本发明涉及一种药囊组装机。
背景技术
与注药泵配合的输液药囊由硅胶管及两端的药盒接头、药袋接头组合而成,在输液药囊的制造过程中,首先需要将接头装入硅胶管中进行装配。目前,医用硅胶管由于本身特性与其它材料的接头对接摩擦力很大,接头与硅胶管组装困难,现有是人工用撑开器将管子撑开,然后将接头塞进去,此方法会有硅胶管撑裂开、接头组装不到位的风险,而且人工作业强度大,节奏慢。
发明内容
本发明的目的在于提供一种装配方便,生产效率高的药囊自动组装机。
本发明的技术解决方案是:
一种药囊自动组装机,包括上料机构、第一接头组装机构、第二接头组装机构;所述上料机构包括底座,底座上设置放置硅胶管的料盒,料盒上方设有挡在硅胶管左右两端的防粘附挡杆,料盒上方设有吸取硅胶管的真空吸嘴,真空吸嘴固装在上下平移机构上,上下平移机构固装在左右平移机构上;上下平移机构为伺服电机带动的机构;左右平移机构为伺服电机带动的机构;
所述第一接头组装机构、第二接头组装机构的结构相同,结构组成均为:包括用于固定待装接头的硅胶管的载具,载具后方设有放置接头的接头上料机构,接头上料机构上方设有抓取接头、并旋转90°将接头送入接头固定块的接头抓取、旋转机构,所述接头固定块位于载具后方,使接头固定块中的接头前端与载具中的硅胶管后端相对接触;接头固定块后方设有伸入接头中、对接头进行充气的充气接头,充气接头与充气机构固定连接,充气机构装在可前后移动的移动机构上,通过移动机构的移动带动充气接头前后移动;在载具前方设有对硅胶管前端进行夹紧封闭的硅胶管夹紧密封机构;所述接头抓取、旋转机构呈可前后移动的形式,通过向前移动将接头顶入充气膨胀后的硅胶管中;
上料的工作过程:
首先,硅胶管通过人工方法,采取多层多列的方式码放到料盒内;其次,料盒通过皮带输送到自动取料位置;然后,上料机构通过水平伺服与垂直伺服进行列与层的精准定位;然后,真空发生装置负压吸料,实现硅胶管的抓取;最后,通过左右平移机构和上下平移机构将抓取的硅胶管输送到载具循环工位;
第一接头组装机构、第二接头组装机构工作时:首先,接头上料机构由振动盘和直线轨道将接头筛选并校正姿态后输送到推料气缸取料位置;其次,推料气缸将接头从取料位置推送到接头夹爪的对夹气缸取料位置;然后,通过对夹气缸、提升气缸、旋转气缸将接头夹取、提升、旋转至装配姿态;硅胶管夹紧密封机构通过抱管气缸、封管气缸完成待装配硅胶管的封闭和固定;最后,充气接头与充气机构依靠充气气缸、辅助充气阀的辅助充气功能,接头抓取、旋转机构通过接头装配伺服的位置控制和力矩控制,将产品接头继续往前顶,实现接头的装配;由第一接头组装机构、第二接头组装机构分别完成药袋接头、药盒接头与硅胶管的装配。
接头装配控制流程如下:
第一步:判断载具是否已经输送到当前工位,载具上是否有工件;如果载具已就位且有工件,则开始下一步工序;
第二步:药囊固定封闭工序:该工序配置抱管气缸、封管气缸;抱管气缸负责将待装配的硅胶管固定,封管气缸负责将待装配的硅胶管一端封闭,另一端进行接头装配;
第三步:接头供料工序:该工序配置振动盘、直线轨道,推料气缸;振动盘和直线轨道负责筛选出接头并保持一定的姿态;推料气缸则负责将振动盘出口的接头推送至对夹气缸取料位置;
第四步:接头装配工序:该工序配置对夹气缸、旋转气缸、提升气缸、充气气缸、辅助充气阀、接头伺服;对夹气缸、旋转气缸、提升气缸负责从取料位置将待装配的接头拾取、提升、旋转后,使接头的姿态符合待装配的要求,接头伺服负责将接头从取料点输送至载具装配点;在接头输送到载具装配位置前,辅助充气阀开启,对接头充气,辅助接头和硅胶管的装配过程;
第五步:装配完成后,各机构回归原始位置,控制流程结束。
所述载具包括抱紧硅胶管的可开合式左右抱爪,通过左右抱爪的闭合、开启实现硅胶管的放置、取出。所述接头上料机构为放置接头的料槽形式。所述接头抓取、旋转机构包括将接头夹住的接头夹爪,接头夹爪与90°旋转气缸装置连接,通过90°旋转将接头前端对准硅胶管后端。所述接头固定块的中心为放置接头、与接头贴合的中心通孔。所述硅胶管夹紧密封机构为夹爪形式,通过夹爪的夹紧动作将硅胶管前端进行夹紧封闭。
本发明装配方便,生产效率高。通过充气机构将硅胶管膨胀同时将接头组装到位,设备能保证每次组装接头到位且保证产品的质量。将硅胶管与接头的组装手动改为自动,确保硅胶管组装到位且质量保证;通用性好,适合所有硅胶管与接头组装的产品;生产效率得到很大的提升,员工的疲劳程度大幅度降低。使用范围广:适用于所有的硅胶管组装接头类产品。
附图说明
下面结合附图和实施例对本发明作进一步说明。
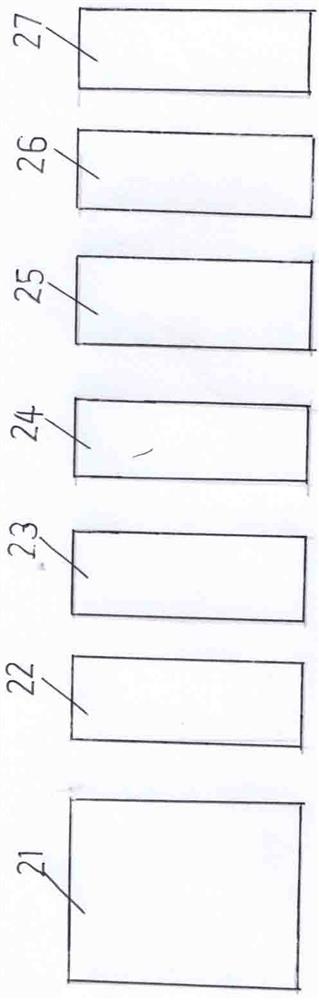
图1是本发明一个实施例的结构示意图。
图2是接头组装机构的结构示意图。
图3是图2的局部放大图。
图4是载具的结构示意图。
图5是接头抓取、旋转机构结构示意图。
图6是硅胶管夹紧密封机构结构示意图。
图7是上料机构的结构示意图。
图8是本发明第一接头组装机构、第二接头组装机构控制流程示意图。
图9是本发明整机控制流程图。
具体实施方式
一种药囊自动组装机,包括上料机构21、第一接头组装机构23、第二接头组装机构26;在上料机构与第一接头组装机构之间设置第一套管单元22,在第一接头组装机构后设置第一套管装配单元24,在第一套管装配单元与第二接头组装机构之间设置第二套管单元25,在第二接头组装机构后设置第二套管装配单元27;第一套管单元是将药盒接头一侧的套管在药盒接头组装到硅胶管上前,先套装在硅胶管上,可采用人工或由控制系统控制的机构完成;第一套管装配单元是在药盒接头组装到硅胶管上后,将药盒接头一侧的套管装入药盒接头上,可采用人工或由控制系统控制的机构完成;第二套管单元是将药袋接头一侧的套管在药袋接头组装到硅胶管上前,先套装在硅胶管上,可采用人工或由控制系统控制的机构完成;第二套管装配单元是在药袋接头组装到硅胶管上后,将药袋接头一侧的套管装入药袋接头上,可采用人工或由控制系统控制的机构完成;
所述上料机构包括底座14,底座上设置放置硅胶管的料盒15,料盒上方设有挡在硅胶管左右两端的防粘附挡杆16,料盒上方设有吸取硅胶管的真空吸嘴17,真空吸嘴固装在上下平移机构18上,上下平移机构固装在左右平移机构19上;真空吸嘴与真空发生器20连接;上下平移机构为伺服电机带动的机构;左右平移机构为伺服电机带动的机构;
所述第一接头组装机构、第二接头组装机构的结构相同,结构组成均为:包括用于固定待装接头的硅胶管的载具1,载具后方设有放置接头的接头上料机构2,接头上料机构上方设有抓取接头、并旋转90°将接头送入接头固定块4的接头抓取、旋转机构3,所述接头固定块位于载具后方,使接头固定块中的接头前端与载具中的硅胶管后端相对接触;接头固定块后方设有伸入接头中、对接头进行充气的充气接头5,充气接头与充气机构6固定连接,充气机构装在可前后移动的移动机构7上,通过移动机构的移动带动充气接头前后移动;在载具前方设有对硅胶管前端进行夹紧封闭的硅胶管夹紧密封机构8;所述接头抓取、旋转机构呈可前后移动的形式,通过向前移动将接头顶入充气膨胀后的硅胶管中。
所述载具包括抱紧硅胶管9的可开合式左右抱爪10,通过左右抱爪的闭合、开启实现硅胶管的放置、取出。所述接头上料机构为放置接头的料槽形式。所述接头抓取、旋转机构包括将接头夹住的接头夹爪11,接头夹爪与90°旋转气缸装置12连接,通过90°旋转将接头前端对准硅胶管后端。所述接头固定块的中心为放置接头、与接头贴合的中心通孔。所述硅胶管夹紧密封机构为夹爪13形式,通过夹爪的夹紧动作将硅胶管前端进行夹紧封闭。
第一接头组装机构、第二接头组装机构运动原理说明:人工件将硅胶管放入载具,接头抓取、旋转机构将接头从接头上料机构中抓取,旋转90°气缸转90度后装入接头固定块,然后充气接头前进将充气接头伸入产品接头中,硅胶管夹紧密封机构将硅胶管末端夹紧密封,充气接头开始充气,此时硅胶管开口处开始膨胀,接头抓取、旋转机构将产品接头继续往前顶,将接头装配到位。
上料的工作过程:
首先,硅胶管通过人工方法,采取多层多列的方式码放到料盒内;其次,料盒通过皮带输送到自动取料位置;然后,上料机构通过水平伺服与垂直伺服进行列与层的精准定位;然后,真空发生装置负压吸料,实现硅胶管的抓取;最后,通过左右平移机构和上下平移机构将抓取的硅胶管输送到载具循环工位;
第一接头组装机构、第二接头组装机构工作时:首先,接头上料机构由振动盘和直线轨道将接头筛选并校正姿态后输送到推料气缸取料位置;其次,推料气缸将接头从取料位置推送到接头夹爪的对夹气缸取料位置;然后,通过对夹气缸、提升气缸、旋转气缸将接头夹取、提升、旋转至装配姿态;硅胶管夹紧密封机构通过抱管气缸、封管气缸完成待装配硅胶管的封闭和固定;最后,充气接头与充气机构依靠充气气缸、辅助充气阀的辅助充气功能,接头抓取、旋转机构通过接头装配伺服的位置控制和力矩控制,将产品接头继续往前顶,实现接头的装配;由第一接头组装机构、第二接头组装机构分别完成药袋接头、药盒接头与硅胶管的装配。
接头装配控制流程如下:
第一步:判断载具是否已经输送到当前工位,载具上是否有工件;如果载具已就位且有工件,则开始下一步工序;
第二步:药囊固定封闭工序:该工序配置抱管气缸、封管气缸;抱管气缸负责将待装配的硅胶管固定,封管气缸负责将待装配的硅胶管一端封闭,另一端进行接头装配;
第三步:接头供料工序:该工序配置振动盘、直线轨道,推料气缸;振动盘和直线轨道负责筛选出接头并保持一定的姿态;推料气缸则负责将振动盘出口的接头推送至对夹气缸取料位置;
第四步:接头装配工序:该工序配置对夹气缸、旋转气缸、提升气缸、充气气缸、辅助充气阀、接头伺服;对夹气缸、旋转气缸、提升气缸负责从取料位置将待装配的接头拾取、提升、旋转后,使接头的姿态符合待装配的要求,接头伺服负责将接头从取料点输送至载具装配点;在接头输送到载具装配位置前,辅助充气阀开启,对接头充气,辅助接头和硅胶管的装配过程;
第五步:装配完成后,各机构回归原始位置,控制流程结束。
第一套管单元、第一套管装配单元、第二套管单元、第二套管装配单元均采用由控制系统控制的机构时,整机控制流程如下:
设备上电,控制系统启动完成后即进入控制流程循环;
第一步:检查设备是否存在故障点,如有故障,则调用故障处理程序;通过声光报警和HMI故障信息,提示操作人员逐步排查确认并处理故障,全部故障均已处理后,设备进入运行模式;
第二步:判断设备是否进入自动运行模式,若否,则调用手动运行程序;在手动运行模式下,依据操作人员的选择,可以选择手动控制气缸、阀门、真空器、伺服电机的运行;
第三步:若操作人员启动设备自动运行模式,会首先判断设备当前状态是否在原点位,如果不在原点,则自动调用设备零点回归程序,使设备恢复原点状态;如果设备在原点,即开始自动装配流程;
第四步:自动装配流程的第一站是硅胶管的自动上料,该工站配置垂直伺服驱动机构、水平伺服驱动机构、真空发生装置、硅胶管盛放周转箱、上线皮带、下线滚筒、移线滑台、以及配套气缸;硅胶管在周转箱内呈多层多列放置,上线皮带将周转箱输送到指定位置,水平伺服和垂直伺服完成硅胶管周转箱的层和列定位;真空发生器负责吸取硅胶管;硅胶管吸取成功后,每次都放置在第一个载具上;如此循环,直至将周转箱内的所有硅胶管全部抓取完毕;然后,移线滑台、下线滚筒完成空周转箱的回收;
第五步:硅胶管放置在第一个载具上之后,即开始药囊自动组装工艺流程;药囊自动组装流程分为六个单元,各单元同步进行作业,按照工艺流程方向,依次是:第一套管单元、第一接头组装机构、第一套管装配单元、第二套管单元、第二接头组装机构、第二套管装配单元;
第六步:药囊自动组装各单元全部完成后,载具前移输送和旋转控制程序负责将各个单元的载具从当前工位向下一道工位移送;由于药袋接头装配和药盒接头装配均在设备的同一侧,因此,药袋接头装配完成后,在进行药盒接头装配前,需将载具旋转180°;
第七步:载具完成前移输送和旋转之后,第一个载具工位空缺,需要通过提升伺服将下层的载具提升至上层第一个工位;最后一个工位的载具则需要通过下降伺服将载具降低至下层载具回流通道;载具从回流通道运动到提升伺服上依靠皮筋电机输送;载具从下降伺服运动到回流通道依靠气缸侧推;最后一个工位的载具在下降之前,出料分拣机构会将组装完成的药囊取出;
第八步:成品出料分拣机构配置抱夹气缸、平移气缸、翻转气缸;最后一个载具上的已组装好的成品通过抱夹气缸取出后,通过平移气缸运送至分拣工位,如果控制程序标记当前为不良品,则翻转气缸动作将其踢出;
至此,整个控制流程结束。
- 药囊自动组装机
- 药囊自动组装机的工作方法