冲压模具及其冲压方法
文献发布时间:2023-06-19 12:22:51
技术领域
本发明涉及机械自动化设备领域,尤其涉及冲压模具及其冲压方法。
背景技术
卷制型弹性圆柱销常用弹簧钢卷制而成,目前,卷制型弹性圆柱销的传统成型工艺较为繁琐,且传统的成型模通用性较差,导致产品成型的一致性差,性价比较低,无法满足客户的需求。
发明内容
针对上述现有技术的缺点,本发明的目的是提供冲压模具及其冲压方法,以解决现有技术中的一个或多个问题。
为实现上述目的,本发明的技术方案如下:
冲压模具,所述冲压模具包括落料机构、第一成型机构、第二成型机构及脱料机构,其中
所述落料机构用于将料带的部分切断形成待加工料件;
所述第一成型机构靠近所述落料机构设置,所述第一成型机构用于将待加工料件施压并形成预成型件;
所述第二成型机构靠近所述第一成型机构设置,所述第二成型机构用于将所述预成型件制成卷制件;
所述脱料结构靠近所述第二成型机构设置,所述脱料结构用于将所述卷制件从所述冲压模具中脱离。
进一步的,所述落料机构包括落料上模以及落料下模,其中
所述落料上模包括第一上座以及与所述第一上座连接的第一上刀模;
所述落料下模包括第一下座以及与所述第一下座连接的第一进料座,所述第一下座与所述第一进料座之间具有间隙,弹顶通过弹性件可活动地设置于所述间隙。
进一步的,所述第一成型机构包括第一成型上模以及第一成型下模,其中
所述第一成型上模包括第二上座以及与所述第二上座连接的第二上刀模,所述第二上刀模远离第二上座的一端具有至少一第一倒角。
进一步的,具有第二开口的镶块与所述第一开口配合,所述镶块具有至少一第二倒角。
进一步的,所述第二成型机构包括第二成型上模及第二成型下模,其中
所述第二成型上模包括第三上座以及与所述第三上座连接的斜楔;
所述第二成型下模包括第三下座,所述第三下座的一侧连接第一侧座,所述第三下座的另一侧连接第二侧座,第一滑块可活动地设置于所述第三下座,所述第一滑块具有与所述斜楔对应的斜面,在所述第一滑块与第一侧座之间分别设置间隔布置的第一成型模和第二成型模,所述第二成型模与所述第一滑块连接,在所述第一成型模上开设第一成型口,在所述第二成型模上开设第二成型口。
进一步的,所述脱料机构包括脱料座以及与所述脱料座连接的脱料柱,所述脱料柱上开设贯通孔,杆体可活动地设置于所述贯通孔内,所述杆体的外径小于所述贯通孔的孔径,所述杆体具有一端与气动装置连接。
进一步的,所述第一上座与第一上刀模之间还连接限位座,所述第一下座上连接定位座,在所述第一进料座的一侧还连接第二进料座。
进一步的,所述第二开口的开口宽度与所述第三开口的开口宽度相同。
进一步的,所述杆体远离气动装置的一端具有延伸部,所述延伸部的外径大于所述杆体的外径。
进一步的,所述冲压模具还包括送料气缸,所述送料气缸的输出端具有送料活塞,所述送料气缸靠近所述落料机构设置。
利用上述冲压模具进行冲压的方法,包括以下步骤:
放料,将待加工料带输送至落料机构内部;
落料,落料上模相对于落料下模对所述待加工料带冲压,使所述料带具有部分别切断形成待加工料件;
一次冲压,第一成型上模相对于第一成型下模对所述待加工料件冲压,使所述待加工料件被冲压形成预成型件;
定位,通过气动装置使脱料机构的一部分活动至第二成型下模的成型位置;
二次冲压,第二成型上模相对于第二成型下模对所述预成型件冲压,使所述预成型件形成卷制件,且所述卷制件位于所述脱料机构的一部分外侧;
脱料,通过气动装置使脱料机构的一部分活动,使所述脱料机构的一部分带动所述卷制件从第二成型下模中分离,并最终与脱料机构的一部分分离。
与现有技术相比,本发明的有益技术效果如下:
(一)本发明采用落料机构、第一成型机构、第二成型机构以及脱料机构可以实现圆柱销产品的自动化生产,自动化程度高,提高了产品的良品率。
(二)第一成型机构中通过在第一成型上模中设置第一倒角,在第一成型下模中设置第二倒角,避免产生不良品的问题。
(三)第二成型机构采用第一成型模与第二成型模分离或闭合,并且通过第一成型口与第二成型口闭合后使预成型件卷绕形成卷制件即圆柱销,进一步减少了生产的时间,同时省时省力,提高了生产效率。
(四)脱料机构的中杆体中设置延伸部可以进一步使卷制件与杆体同步运动,并且便于使卷制件脱离落入卸料口。
附图说明
图1示出了本发明实施例冲压模具及其冲压方法中落料上模的示意图。
图2示出了本发明实施例冲压模具及其冲压方法中落料下模的示意图
图3示出了本发明实施例冲压模具及其冲压方法中第一成型上模的示意图。
图4示出了本发明实施例冲压模具及其冲压方法中第一成型下模的示意图。
图5示出了本发明实施例冲压模具及其冲压方法中第二成型上模的示意图。
图6示出了本发明实施例冲压模具及其冲压方法中第二成型下模的示意图。
图7示出了本发明实施例冲压模具及其冲压方法中脱料机构的示意图。
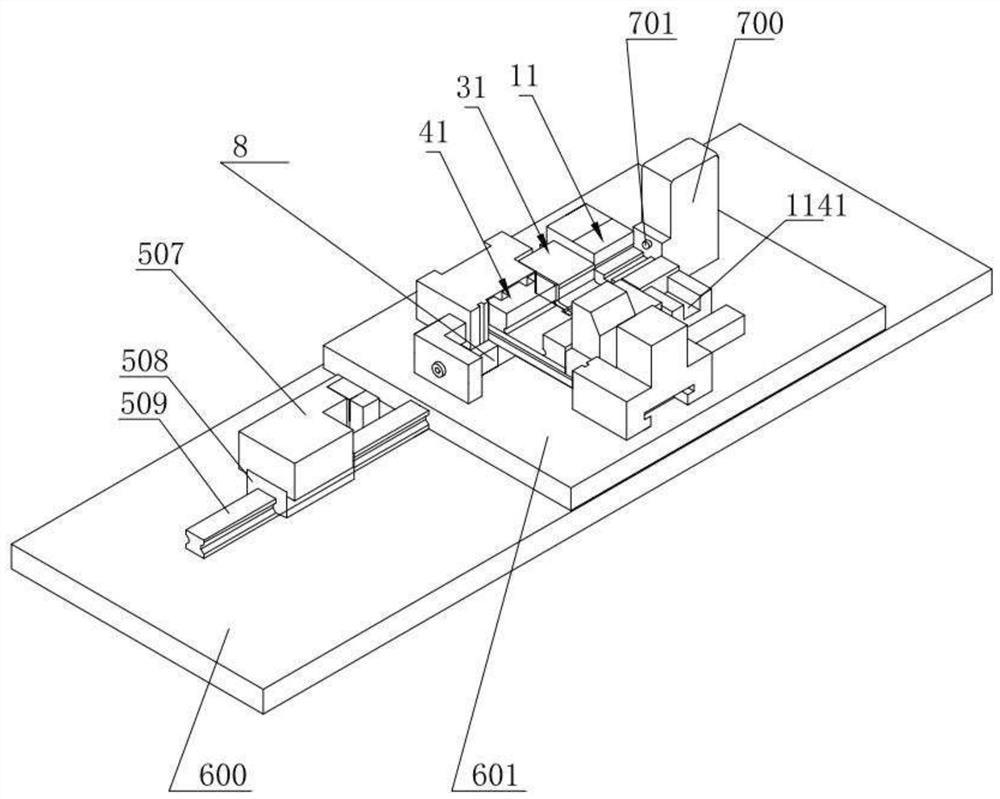
图8示出了本发明实施例冲压模具的轴测示意图。
图9示出了本发明实施例冲压模具及其冲压方法中杆体的第二种实施例示意图。
图10示出了本发明实施例冲压模具及其冲压方法中杆体的第三种实施例示意图。
附图中标记:10、落料上模;100、第一上座;101、限位座;102、第一上刀模;11、落料下模;110、定位座;111、弹顶;112、第一下座;113、第一进料座;114、第二进料座;1141、槽;115、弹性件;2、料带;30、第一成型上模;300、第二上座;301、第二上刀模;3011、第一倒角;31、第一成型下模;310、镶块;3101、第二倒角;3102、第二开口;3103、第三开口;311、第二下座;3110、第一开口;40、第二成型上模;400、第三上座;401、斜楔;41、第二成型下模;410、第一侧座;411、第三下座;412、第一成型模;4121、第一成型口;413、第二成型模;4131、第二成型口;414、第一滑块;4141、斜面;415、第二侧座;501、脱料活塞;502、杆体;503、脱料座;504、贯通孔;505、脱料柱;506、安装座;507、脱料气缸;508、第二滑块;509、导轨;510、柱体;511、焊点;600、第一底板;601、第二底板;700、送料气缸;701、送料活塞;8、卸料口。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图和具体实施方式对本发明提出的冲压模具及其冲压方法作进一步详细说明。根据下面说明,本发明的优点和特征将更清楚。需要说明的是,附图采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施方式的目的。为了使本发明的目的、特征和优点能够更加明显易懂,请参阅附图。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容能涵盖的范围内。
请参考图8,本发明所述冲压模具包括落料机构落料机构、第一成型机构、第二成型机构及脱料机构,其中
落料机构用于将料带的部分切断形成待加工料件;
第一成型机构靠近落料机构设置,第一成型机构用于将待加工料件施压并形成预成型件。
第二成型机构靠近第一成型机构设置,第二成型机构用于将预成型件制成卷制件。
脱料结构靠近第二成型机构设置,脱料结构用于将卷制件从冲压模具中脱离。
所述冲压模具还包括送料气缸700,所述送料气缸700的输出端具有送料活塞701,所述送料活塞701用于推送待加工料件进入部分第一成型机构中,以及推送预成型件进入部分第二成型机构中。
下面详细描述落料机构的具体结构如下:
落料机构包括落料上模10以及落料下模11。
请参考图1,所述落料上模10包括第一上座100以及与第一上座100连接的第一上刀模102,其中所述第一上座100的上表面与压机的输出端连接,以通过所述压机驱动所述落料上模10作上下运动。所述第一上刀模102设置于所述第一上座100的中心,第一上座100与第一上刀模102之间还连接限位座101,所述限位座101用于限制所述第一上刀模102的冲压行程,避免所述第一上刀模102向下行程过大导致损坏落料下模11以及发生事故,提高了冲压的安全性。
请参考图2,落料下模11包括第一下座112以及与第一下座112连接的第一进料座113,第一下座112与第一进料座113之间具有间隙(图中未标记),弹顶111通过弹性件115可活动地设置于间隙,优选的,所述弹性件115在本发明实施例所述冲压模具中可选用弹簧。
进一步的,请继续参考图2,所述第一下座112上连接定位座110,其中,所述定位座110不仅用于待加工料件2输送至落料下模11时可以限制其进一步输送,同时所述定位座110可以也起限位作用,防止弹性件115驱动弹顶111复位的过程中超行程,以使所述弹顶111在复位时始终与定位座110接触。
进一步的,请继续参考图2,在第一进料座113的一侧还连接第二进料座114,所述第二进料座114上具有槽1141,所述槽1141用于避免与输送待加工料件2的输送装置干涉。
下面详细描述第一成型机构的具体结构如下:
请参考图3、图4,第一成型机构包括第一成型上模30以及第一成型下模31。
请参考图3,所述第一成型上模30包括第二上座300以及与第二上座300连接的第二上刀模301,其中所述第二上座300的上表面与压机的输出端连接,以通过所述压机驱动所述第一成型上模30作上下运动。所述第二上刀模301设置于所述第二上座300的中心,第二上刀模301远离第二上座300的一端左右两侧具有第一倒角3011。
请参考图4,所述第一成型下模31包括具有第一开口3110、以及第三开口3103的第二下座311,具有第二开口3102的镶块310与所述第一开口3110配合,这种配合的方式便于后续冲压时间过久出现磨损后,可对镶块310与第二下座311分离,然后对镶块310再次加工后在装配在该第一开口3110中即可。所述镶块310的第二开口3102的开口底部左右两侧具有第二倒角3101。
进一步的,请继续参考图4,所述第二开口3102的开口宽度与第三开口3103的开口宽度相同,所述第二开口3102、第三开口3103的开口宽度大于第二上刀模301的宽度。
下面描述第二成型机构的具体结构如下:
第二成型机构包括第二成型上模40及第二成型下模41。
请参考图5,所述第二成型上模40包括第三上座400以及与第三上座400连接的斜楔401,所述斜楔401设置于所述第三上座400的非中心位置。其中所述第三上座400的上表面与压机的输出端连接,以通过所述压机驱动所述第二成型上模40作上下运动。
请参考图6,第二成型下模41包括第三下座411,第三下座411的一侧连接第一侧座410,第三下座411的另一侧连接第二侧座415,第一滑块414可活动地设置于第三下座411,具体的,所述第一滑块414可受所述斜楔401驱动带动第二成型模413相对于第一成型模412移动。在所述第一滑块414上开设与所述斜楔401对应的斜面4141。在第一滑块414与第一侧座410之间分别设置间隔布置的第一成型模412和第二成型模413,第二成型模413与第一滑块414连接,在第一成型模412上开设第一成型口4121,在第二成型模413上开设第二成型口4131。优选的,在本发明实施例所述冲压模具中,所述第一成型口4121和第二成型口4131均为半圆形开口,所述第一成型口4121以及第二成型口4131在所述第一成型模412与第二成型模413合模后可闭合形成圆形。
请参考图7,下面描述脱料机构的具体结构如下:
所述脱料机构包括脱料座503以及与所述脱料座503连接的脱料柱505,脱料座503的一侧连接安装座506,所述脱料柱505为一圆柱形结构并与所述脱料座503一体连接,所述脱料柱505上开设贯通孔504,杆体502可活动地设置于贯通孔504内,杆体502的外径小于贯通孔504的孔径,而该贯通孔504的孔径是小于卷制件的外径的。杆体502具有一端与气动装置连接,所述气动装置包括脱料活塞501,所述脱料活塞501为脱料气缸507的输出端,该脱料气缸507与第二滑块508连接,所述第二滑块508与导轨509滑动连接。
进一步的,请继续参考图7,为了防止卷制件套在杆体502的外侧且杆体502活动时可带动卷制件一起活动,在所述杆体502远离气动装置的一端具有延伸部,延伸部的外径大于杆体502的外径,优选的,在本发明实施例所述冲压模具中,该延伸部采用喇叭状。
请参考图9,相应的,在本发明的其他实施例中,所述延伸部也可以采用柱体510,该柱体510的外径也是大于杆体502的外径。
当然,在本发明的其他实施例中,延伸部也可以不仅仅成型于杆体502远离气动装置的一端,其可以设置于杆体502的外侧,请参考图10,所述延伸部也可以采用焊点511。
进一步的,本发明所述落料机构、第一成型机构、第二成型机构以及脱料机构的部分均设置于第二底板601上,第二底板601固定于第一底板600的表面,而上述脱料气缸507、第二滑块508以及导轨509均设置于第一底板600中。
相应的,本发明还涉及一种采用上述冲压模具进行冲压的方法,其特征在于包括以下步骤:
S1:放料,请参考图1和图2,待加工料带2输送至落料下模11。具体是待料带2通过输送带输送,直至待料带2的一端接触定位座110,并且该料带2通过第一进料座113支撑使其保证处于水平状态。
S2:落料,请参考图1和图2,落料上模通过压机操作如箭头所示向下运动,第一上刀模102接触待料带2并持续下行,直至限位座101接触定位座110,并且弹性件115被压缩使弹顶111被施压下沉,此时料带2接触第一上刀模102的部分别切断,从而形成具有符合长度要求待加工料件。请参考图8,此时送料气缸700的送料活塞701运动,推送所述待加工料件进入所述第一成型下模31的第三开口3103中。
S3:一次冲压,请参考图3和图4,第二上座300受压机操作下行并带动第二上刀模301向下运动,第二上刀模301对准第三开口3103并逐渐下行进入镶块310的第二开口3102中,通过第二上刀模301左右两侧的第一倒角3011与第二开口3102的第二倒角3101对应接触,进而将所述待加工料件上冲压形成具有倒角的预成型件,然后继续通过送料气缸700驱动送料活塞701推送该预成型件进入第二成型下模41的第一成型模412以及第二成型模413之间。
S4:定位,脱料气缸507启动,其带动脱料活塞501以及杆体502伸入至第一成型模412以及第二成型模413之间,此时第一成型模412以及第二成型模413处于分离状态。
S5:二次冲压,第三上座400通过压机控制下行,使斜楔401与所述第一滑块414的斜面4141相接触,由于斜楔401也具有一斜面,两斜面接触进而而使斜楔401驱动第一滑块414,第一滑块414沿水平方向移动并进一步带动第二成型模413靠近第一成形模412,直至第一成型模412与第二成型模413闭合,第一成型口4121与第二成型口4131闭合形成圆形成型口,并且上述杆体502位于该圆形成型口中,且受第一成型口4121与第二成型口4131的作用使预成型件形成卷绕于杆体502外侧的卷制件,即可形成圆柱销。
S6:脱料,脱料气缸507控制脱料活塞501回退,由于杆体502具有大于杆体502外径的延伸部,使脱料活塞501在回退过程总带动卷制件从第二成型机构中脱离。请参考图7,同时由于卷制件的外径大于所述贯通孔504的内径,且杆体502的外径以及延伸部的外径均小于贯通孔504,进而使卷制件接触脱料柱505,当杆体502完全回退至贯通孔504时,该卷制件脱离杆体502并落入卸料口8中。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 冲压模具的冲头结构、冲压模具、冲压成型件的制造方法及冲压成型件
- 冲压成型品的刚性提高方法、冲压成型模具、冲压成型品以及冲压成型品的制造方法