自行车鞍座、鞍座成型模具及鞍座成型工艺
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及一种自行车鞍座,特别是一种自行车鞍座、鞍座成型模具及鞍座成型工艺。
背景技术
鞍座是自行车的重要组成部分,用于支撑骑行者屁股。
现有鞍座一般包括刚性底壳和附着在底壳上侧的弹性体,且弹性体与骑行者屁股接触。为提高骑行者坐持舒适度,现有弹性体由记忆棉层和高回弹棉层组成,且高回弹棉层处于底壳和记忆棉层之间。
上述鞍座加工时,高回弹棉层和底壳通过模具注塑成为一体件;记忆棉层通过模具单独注塑成型,然后通过粘结方式固定高回弹棉层和记忆棉层。由于自行车使用工况基本上是风吹雨淋日晒,粘结方式容易出现开胶现象,寿命不佳。
发明内容
本发明的目的是针对现有的技术存在上述问题,提出了一种结构稳定、寿命长的自行车鞍座。
本发明的第二个目的是:提供一种便于操作的自行车鞍座成型模具。
本发明的第三个目的是:提供一种便于成型的自行车鞍座成型工艺。
本发明的第一个目的可通过下列技术方案来实现:自行车鞍座,包括从上到下依次设置的记忆棉层、高回弹棉层和鞍座底壳,其特征在于,高回弹棉层的顶壁上成型有形状和尺寸均与记忆棉层匹配的凹腔,且凹腔在腔口处的内径由里到外逐渐变小;记忆棉层通过注塑方式一体成型在凹腔中,且记忆棉层的上侧伸出凹腔。
记忆棉层通过注塑方式成型在凹腔内,使记忆棉层按凹腔形状和尺寸成型,并利用内径由里到外逐渐变小的凹腔腔口,以限制记忆棉层往外移动脱离凹腔,从而有效加强记忆棉层和高回弹棉层的连接强度,以加强鞍座结构稳定性和寿命。
在上述的自行车鞍座中,上述的凹腔底壁上开设有定位孔,记忆棉层向定位孔内延伸一体成型有形成和尺寸均与定位孔匹配的凸部。凸部和定位孔配合,不仅可加大记忆棉层和高回弹棉层的接触面积,又形成径向限位,进一步加强记忆棉层和高回弹棉层连接稳定性,从而加强鞍座结构稳定性。
在上述的自行车鞍座中,定位孔为盲孔,加强使用舒适性。
在上述的自行车鞍座中,上述的定位孔成型在凹腔底壁中部,使加固鞍座结构的目的稳定实现。
在上述的自行车鞍座中,定位孔呈直孔状,利于注塑成型后脱模分离。
在上述的自行车鞍座中,凸部呈圆柱状,即此时,定位孔为圆孔。
在上述的自行车鞍座中,记忆棉层由聚醚慢回弹MA4425、聚氨酯改型MDI和催化剂制成,且聚醚慢回弹MA4425、聚氨酯改型MDI和催化剂三者配比为100:36:1。其中,催化剂由硅油、开孔剂、闭孔剂和二乙醇胺等物质组成的复合型催化剂。
在上述的自行车鞍座中,高回弹棉层由PU聚氨酯501H、PU聚氨酯601D和催化剂制成,且PU聚氨酯501H、PU聚氨酯601D和催化剂三者配比为60:40:1。其中,催化剂为由硅油、开孔剂、闭孔剂和二乙醇胺等物质组成的复合型催化剂。
本发明的第二个目的可通过下列技术方案来实现:自行车鞍座成型模具,包括具备成型腔的凹模和带有鞍座底壳的第一凸模,且鞍座底壳和成型腔内壁之间形成用于成型高回弹棉层的腔体一,其特征在于,本模具还包括第二凸模,第二凸模包括用于伸入成型腔的凸柱,且凸柱底壁能压在成型腔底壁上并形成密封;成型腔底壁上开设有正对凸柱的凹槽一,凸柱底壁上对应设有凹槽二,凹槽一和凹槽二之间形成用于成型记忆棉层的腔体二,且腔体二通过成型在第二凸模内的注射孔与外部连通。
使用过程如下:先第二凸模和凹模配合成型记忆棉层,然后移走第二凸模,接着第一凸模和凹模配合在记忆棉层上直接成型高回弹棉层,使得高回弹棉层成型过程以及其与记忆棉层的连接过程这两者同步进行,这样不仅有效简化操作步骤,提高加工方便性和效率,而且使高回弹棉层和记忆棉层直接注塑成型,连接较为牢靠。
在上述的自行车鞍座成型模具中,注射孔具备两个孔口,注射孔的其中一个孔口位于凹槽二底壁上,且注射孔的另一个孔口位于第二凸模顶壁上。注射孔直接连通腔体二,利于原料输送,提高成型效率和质量。
在上述的自行车鞍座成型模具中,注射孔呈直条状且竖直设置。
在上述的自行车鞍座成型模具中,凸柱底壁在凹槽二槽口边沿位置开设有环形槽,环形槽与凹槽二同轴布置,环形槽内设有密封圈,且密封圈两端面分别紧压在环形槽底壁和成型腔底壁上,以进一步加强凸柱和凹模之间形成的密封效果,强化模具工作稳定性。
本发明的第三个目的可通过下列技术方案来实现:自行车鞍座成型工艺,其特征在于,包括以下步骤:
A、成型记忆棉层:闭合第二凸模和凹模,并通过第二凸模上的注射孔往腔体二内注入记忆棉层原料,然后封堵注射孔,等待2分钟后移走第二凸模;
B、成型高回弹棉层:移入第一凸模至凹模上方,接着往凹模成型腔内灌入高回弹棉层原料,接着闭合第一凸模和凹模,等待3分钟后进行放气,最后移走第一凸模并取出成品;
C、修边:对B步骤生产的成品进行修整。
与现有技术相比,本自行车鞍座、鞍座成型模具及鞍座成型工艺具有以下优点:
1、记忆棉层通过注塑方式成型在凹腔内,使记忆棉层按凹腔形状和尺寸成型,并利用内径由里到外逐渐变小的凹腔腔口,以限制记忆棉层往外移动脱离凹腔,从而有效加强记忆棉层和高回弹棉层的连接强度,以加强鞍座结构稳定性和寿命。
2、记忆棉层上直接成型高回弹棉层,使得高回弹棉层成型过程以及其与记忆棉层的连接过程这两者同步进行,这样不仅有效简化操作步骤,提高加工方便性和效率,而且使高回弹棉层和记忆棉层直接注塑成型,连接较为牢靠。
附图说明
图1是自行车鞍座的俯视结构示意图。
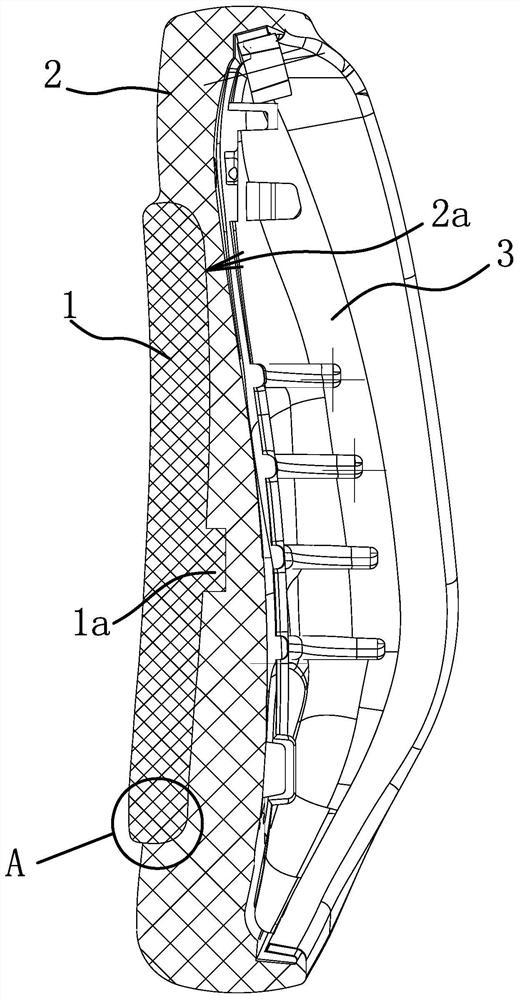
图2是自行车鞍座的剖视结构示意图。
图3是图2中A处的放大结构示意图。
图4是凹模与第二凸模闭合时的状态结构示意图。
图5是图4中B处的放大结构示意图。
图6是凹模与第一凸模闭合时的状态结构示意图。
图7是凹模的立体结构示意图。
图8是第一凸模的立体结构示意图。
图9是第二凸模的立体结构示意图。
图中,1、记忆棉层;1a、凸部;2、高回弹棉层;2a、凹腔;3、鞍座底壳;4、第一凸模;5、第二凸模;5a、凸柱;5b、凹槽二;5c、注射孔;6、凹模;6a、凹槽一;6b、成型腔;7、腔体一;8、腔体二;9、密封圈。
具体实施方式
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
如图1和图2所示,本自行车鞍座包括从上到下依次设置的记忆棉层1、高回弹棉层2和鞍座底壳3。
其中,
鞍座底壳3由刚性材料制成,起支撑作用。
记忆棉层1由聚醚慢回弹MA4425、聚氨酯改型MDI和催化剂制成,且聚醚慢回弹MA4425、聚氨酯改型MDI和催化剂三者配比为100:36:1。高回弹棉层2由PU聚氨酯501H、PU聚氨酯601D和催化剂制成,且PU聚氨酯501H、PU聚氨酯601D和催化剂三者配比为60:40:1。在本实施例中,上述催化剂为由硅油、开孔剂、闭孔剂和二乙醇胺等物质组成的复合型催化剂。
如图2和图3所示,高回弹棉层2的顶壁上成型有形状和尺寸均与记忆棉层1匹配的凹腔2a,且凹腔2a在腔口处的内径由里到外逐渐变小;记忆棉层1通过注塑方式一体成型在凹腔2a中,且记忆棉层1的上侧伸出凹腔2a。记忆棉层1通过注塑方式成型在凹腔2a内,使记忆棉层1按凹腔2a形状和尺寸成型,并利用内径由里到外逐渐变小的凹腔2a腔口,以限制记忆棉层1往外移动脱离凹腔2a,从而有效加强记忆棉层1和高回弹棉层2的连接强度,以加强鞍座结构稳定性和寿命。
进一步说明,凹腔2a底壁中部上开设有定位孔,且定位孔的类型为盲孔。记忆棉层1向定位孔内延伸一体成型有形成和尺寸均与定位孔匹配的凸部1a,这样不仅可加大记忆棉层1和高回弹棉层2的接触面积,又形成径向限位,进一步加强记忆棉层1和高回弹棉层2连接稳定性,从而加强鞍座结构稳定性。优选定位孔呈直孔状且横截面呈圆形,此时,凸部1a呈圆柱状,利于注塑成型后脱模分离。
如图4、图5、图6、图7、图8和图9所示,自行车鞍座成型模具包括第二凸模5、具备成型腔6b的凹模6和带有鞍座底壳3的第一凸模4。
其中,
鞍座底壳3和成型腔6b内壁之间形成用于成型高回弹棉层2的腔体一7。
第二凸模5包括用于伸入成型腔6b的凸柱5a,且凸柱5a底壁能压在成型腔6b底壁上并形成密封。成型腔6b底壁上开设有正对凸柱5a的凹槽一6a,凸柱5a底壁上对应设有凹槽二5b,凹槽一6a和凹槽二5b之间形成用于成型记忆棉层1的腔体二8,且腔体二8通过成型在第二凸模5内的注射孔5c与外部连通。
在本实施例中,注射孔5c呈直条状且竖直设置,此时,注射孔5c具备两个孔口,注射孔5c的其中一个孔口位于凹槽二5b底壁上,且注射孔5c的另一个孔口位于第二凸模5顶壁上,使注射孔5c直接连通腔体二8,利于原料输送,提高成型效率和质量。
进一步说明,凸柱5a底壁在凹槽二5b槽口边沿位置开设有环形槽,环形槽与凹槽二5b同轴布置,环形槽内设有密封圈9,且密封圈9两端面分别紧压在环形槽底壁和成型腔6b底壁上,以进一步加强凸柱5a和凹模6之间形成的密封效果,强化模具工作稳定性。
自行车鞍座成型工艺包括以下步骤:
A、成型记忆棉层1:闭合第二凸模5和凹模6,并通过第二凸模5上的注射孔5c往腔体二8内注入记忆棉层1原料,然后封堵注射孔5c,等待2分钟后移走第二凸模5;
B、成型高回弹棉层2:移入第一凸模4至凹模6上方,接着往凹模6成型腔6b内灌入高回弹棉层2原料,接着闭合第一凸模4和凹模6,等待3分钟后进行放气,最后移走第一凸模4并取出成品;
C、修边:对B步骤生产的成品进行修整。
本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。