一种飞机垂直尾翼装配工装
文献发布时间:2023-06-19 18:25:54
技术领域
本发明属于飞机垂直尾翼装配技术领域,涉及一种飞机垂直尾翼装配工装。
背景技术
随着飞机设计、制造技术的不断发展,飞机装配技术向低成本、高效率的方向不断进步。一般垂尾结构由翼盒、前缘、后缘构成。装配方式为翼盒装配、后缘装配、前缘组件装配、前缘组件装配到翼盒,翼盒及后缘装配共用一个装配工装,前缘装配到翼盒使用一个工装。此两个工装为全尺寸工装,结构复杂,生产效率低。
发明内容
针对现有技术中存在的上述问题,本发明提供了一种飞机垂尾装配工装,是一种将翼盒装配、后缘舱装配、前缘装配到翼盒相互耦合的工装。
为了达到上述目的,本发明采用的技术方案为:
一种飞机垂直尾翼装配工装,用于装配翼盒组件、后缘舱组件、前缘组件装配到翼盒,翼盒组件主要包括前梁、后梁、肋及蒙皮等;后缘舱组件主要包括肋及蒙皮;前缘组件主要包括梁、肋、蒙皮等;所述装配工装包括翼盒主体装配工装、翼盒上梁装配工装和前缘翼盒装配工装。
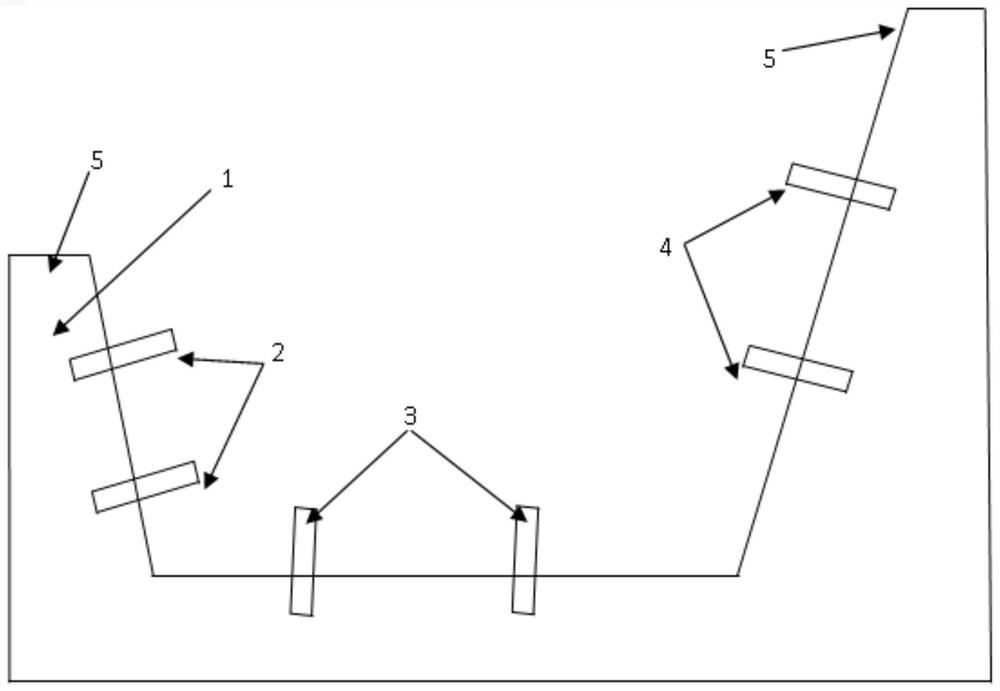
所述翼盒主体装配工装包括U型装配工装主体1、左侧定位夹紧器2、下侧定位夹紧器3、右侧定位夹紧器4和接头装置a 5。所述的U型装配工装主体1为U型中空结构,其上部开口,其左侧立柱、右侧立柱、底部梁在垂直于其长度方向的截面上主体为长方形,U型装配工装主体1的左侧立柱、右侧立柱、底部梁内侧分别设置若干左侧定位夹紧器2、下侧定位夹紧器3和右侧定位夹紧器4,用于翼盒前梁、翼盒后梁、翼盒肋、后缘舱肋等翼盒主体工件的定位夹紧,左侧定位夹紧器2、下侧定位夹紧器3和右侧定位夹紧器4的数量及位置根据需要设置;所述的U型装配工装主体1左侧立柱和右侧立柱顶端分别设置接头装置a 5,两个接头装置a 5均为杯锥结构的锥部分,用于连接翼盒上梁装配工装或前缘翼盒装配工装。
所述的左侧定位夹紧器2、下侧定位夹紧器3和右侧定位紧器4结构相同,以下侧定位夹紧器3为例对其结构进行说明;下侧定位夹紧器3包括支撑结构和定位夹紧结构;所述的支撑结构包括支座311、三角形立筋312、支撑臂313和L型支座314;所述的支座311为整个下侧定位夹紧器3的支撑结构,其下端固定在U型装配工装主体1上,其上表面设平台,其侧面固定连接三角形立筋312;所述的三角形立筋312垂直板外侧与支座311固定连接,其水平板上表面与连接支撑臂313的下端固定连接,L型支座314的下端固定连接在支撑臂313上端;所述的定位夹紧结构分为下部定位夹紧结构及上部定位夹紧结构,其中下部定位夹紧结构包括定位器主体321、定位板322、定位销a 323、定位面324和塞片325;所述的定位器主体321固定连接在支座311上表面,其上端一侧设板状结构,板状结构上制通孔;所述的定位板322为条形板,其贴合在定位器主体321与板状结构相对一侧的侧壁上,使定位板322与该板状结构形成槽形结构,定位板322上部制孔,该孔与定位器主体321板状结构上的通孔同轴,用于定位销a 323穿过,定位板322下端固定在支座311上表面,其下部设一转轴,该转轴轴线与定位器主体321的板状结构平行,使定位板322上部可绕轴旋转;所述的定位销a 323为螺栓螺母结构,其螺母段连接在定位器主体321板状结构的通孔中,螺栓段连接在定位板322上部的通孔中,定位器主体321与定位板322通过定位销a 323完成翼盒主体工件定位;所述的定位面324固定在定位板322上端面向定位器主体321一侧,且其位于定位板322的孔上方,用于与定位销a 323配合完成翼盒主体工件定位;所述的塞片325为U型板,定位夹装翼盒主体工件时,将其插入定位器主体321的板状结构与翼盒主体工件之间,用于夹紧翼盒主体工件,其U型开口用于躲避定位销a 323;所述的上部定位夹紧结构包括L型定位器331和定位夹紧销332;所述的L型定位器331的垂直板固定安装在L型支座314侧壁上,其水平板位于下部定位夹紧结构上方,该水平板制孔;所述的定位夹紧销332为螺栓螺母结构,其穿过翼盒主体工件与该孔,完成翼盒主体工件定位,并通过转动定位夹紧销332进行夹紧。
所述翼盒上梁装配工装为一字型梁结构,与翼盒主体装配工装配合使用,包括上梁装配工装主体6、上梁装配工装定位夹紧器7、接头装置b8。所述的上梁装配工装主体6为一字型梁结构,其下表面设置若干上梁装配工装定位夹紧器7,用于定位和固定翼盒前梁工件,其中,上梁装配工装定位夹紧器7的数量根据需要设置;所述的上梁装配工装定位夹紧器7结构与下侧定位夹紧器3结构相同,用于前梁的定位夹紧;所述的上梁装配工装主体1两端下表面分别设置接头装置b 8,其为杯锥结构的杯部分,用于与翼盒主体装配工装两端的接头装置a 5配合使用,使其固定在翼盒主体装配工装U型开口顶部。
所述前缘翼盒装配工装为一字型梁结构,与翼盒主体装配工装配合使用,其两端固定在翼盒主体装配工装U型开口顶部,包括上梁装配工装主体9、前缘翼盒装配工装定位夹紧器10和接头装置c 11;所述的前缘翼盒装配工装结构与翼盒上梁装配工装机构基本相同,区别仅在于前缘翼盒装配工装定位夹紧器10的定位夹紧固形式不同,具体的,所述的前缘翼盒装配工装定位夹紧器10包括前缘外形卡板101、定位销b 102、滑轨103、定位支座104,所述的定位支座104为条形结构,其上端固定连接在前缘翼盒装配工装下表面,其一侧表面沿长度方向固定安装有滑轨103,滑轨103旁的定位支座104上设有若干定位孔;所述的前缘外形卡板101为板状结构,其侧壁上端与滑轨103配合,使其沿滑轨103上下滑动,其下端与前缘组件工件外形配合,用于前缘组件工件的随行压紧,前缘外形卡板101上设若干孔,通过定位销b 102与定位支座104上的定位孔配合,用于前缘组件工件的定位,前缘外形卡板101移动到所需位置后,插入定位销b 102,完成前缘组件工件的定位压紧。
上述装配工装使用过程如下:
(1)将翼盒主体装配工装、翼盒上梁装配工装组合成长方形工装结构。
(2)利用下侧定位夹紧器3及右侧定位夹紧器4完成后梁及后缘舱零件的定位、夹紧。
(3)利用上梁装配工装定位夹紧器7及右侧定位夹紧器4完成前梁定位、夹紧。
(4)利用左侧定位夹紧器2完成顶端肋定位、夹紧。
(5)手工定位翼盒肋。
(6)连接紧固件,形成骨架结构。
(7)进行其它工作。
(8)将翼盒上梁装配工装更换为前缘翼盒装配工装,完成前缘组件在翼盒组件上的装配。
(9)进行其它工作。
本发明的有益效果:本发明将垂尾翼盒装配、后缘舱装配、前缘装配到翼盒工装相互耦合,形成一个全新的飞机垂直尾翼装配工装,解决了目前需使用两个工装,且两个工装均为为全尺寸工装,结构复杂的问题。本发明通过设置U型的翼盒主体装配工装,交替搭配翼盒上梁装配工装和前缘翼盒装配工装使用,提高了工装利用率,极大提高了生产效率。
附图说明
图1为翼盒主体装配工装整体示意图。
图2为翼盒上梁装配工装示意图。
图3为前缘翼盒装配工装示意图。
图4为下侧定位夹紧器结构示意图。
图5为前缘翼盒装配工装定位夹紧器结构示意图。
图6为装配工装组合使用示意图。
图中:1U型装配工装主体;2左侧定位夹紧器;3下侧定位夹紧器;4右侧定位夹紧器;5接头装置a;6上梁装配工装主体;7上梁装配工装定位夹紧器;8接头装置b;9上梁装配工装主体;10前缘翼盒装配工装定位夹紧器;11接头装置c;311支座;312三角形立筋;313支撑臂;314L型支座;321定位器主体;322定位板;323定位销a;324定位面;325塞片;331L型定位器;332定位夹紧销;101前缘外形卡板;102定位销b;103滑轨;104定位支座。
具体实施方式
以下结合具体实施例对本发明做进一步说明。
实施例
一种飞机垂直尾翼装配工装,所述装配工装包括翼盒主体装配工装、翼盒上梁装配工装和前缘翼盒装配工装。
C919飞机垂尾使用此种形式工装进行装配,使用翼盒主体装配工装、翼盒上梁装配工装完成翼盒产品的装配,将翼盒上梁装配工装更换为前缘翼盒装配工装,完成前缘组件在翼盒组件上的装配。
如图1所示为翼盒主体装配工装整体示意图,所述翼盒主体装配工装包括U型装配工装主体1、左侧定位夹紧器2、下侧定位夹紧器3、右侧定位夹紧器4和接头装置a 5。所述的U型装配工装主体1为U型中空结构,其上部开口,其左侧立柱、右侧立柱、底部梁在垂直于其长度方向的截面上主体为长方形,U型装配工装主体1的左侧立柱、右侧立柱、底部梁内侧分别设置2个左侧定位夹紧器2、12个下侧定位夹紧器3和2个右侧定位夹紧器4,用于翼盒主体工件的定位夹紧;所述的U型装配工装主体1左侧立柱和右侧立柱顶端分别设置接头装置a5,两个接头装置a 5均为杯锥结构的锥部分,用于连接翼盒上梁装配工装或前缘翼盒装配工装。
所述的左侧定位夹紧器2、下侧定位夹紧器3和右侧定位紧器4结构相同,以下侧定位夹紧器3为例对其结构进行说明,如图4所示为下侧定位夹紧器结构示意图;下侧定位夹紧器3包括支撑结构和定位夹紧结构;所述的支撑结构包括支座311、三角形立筋312、支撑臂313和L型支座314;所述的支座311为整个下侧定位夹紧器3的支撑结构,其下端固定在U型装配工装主体1上,其上表面设平台,其侧面固定连接三角形立筋312;所述的三角形立筋312垂直板与支座311固定连接,其水平板上表面与支撑臂313的下端固定连接,L型支座314的水平板固定连接在支撑臂313上端;所述的定位夹紧结构分为下部定位夹紧结构及上部定位夹紧结构,其中下部定位夹紧结构包括定位器主体321、定位板322、定位销a 323、定位面324和塞片325;所述的定位器主体321固定连接在支座311上表面,其上端一侧设板状结构,板状结构上制通孔;所述的定位板322为条形板,其贴合在定位器主体321与板状结构相对一侧的侧壁上,使定位板322与该板状结构形成槽形结构,定位板322上部制孔,该孔与定位器主体321板状结构上的通孔同轴,用于定位销a 323穿过,定位板322下端固定在支座311上表面,其下部设一转轴,该转轴轴线与定位器主体321的板状结构平行,使定位板322上部可绕轴旋转;所述的定位销a 323为螺栓螺母结构,其螺母段连接在定位器主体321板状结构的通孔中,螺栓段连接在定位板322上部的通孔中,定位器主体321与定位板322通过定位销a 323完成翼盒主体工件定位;所述的定位面324固定在定位板322上端面向定位器主体321一侧,且其位于定位板322的孔上方,用于与定位销a 323配合完成翼盒主体工件定位;所述的塞片325为U型板,定位夹装翼盒主体工件时,将其插入定位器主体321的板状结构与翼盒主体工件之间,用于夹紧翼盒主体工件,其U型开口用于躲避定位销a 323;所述的上部定位夹紧结构包括L型定位器331和定位夹紧销332;所述的L型定位器331的垂直板固定安装在L型支座314垂直板上,其水平板位于下部定位夹紧结构上方,该水平板制孔;所述的定位夹紧销332为螺栓螺母结构,其穿过翼盒主体工件与该孔,完成翼盒主体工件定位,并通过转动定位夹紧销332进行夹紧。
如图2所示,所述翼盒上梁装配工装为一字型梁结构,与翼盒主体装配工装配合使用,如图6所示,包括上梁装配工装主体6、上梁装配工装定位夹紧器7、接头装置b8。所述的上梁装配工装主体6为一字型梁结构,其下表面设置4个上梁装配工装定位夹紧器7,用于定位和固定翼盒前梁工件;所述的上梁装配工装定位夹紧器7结构与下侧定位夹紧器3结构相同,用于前梁的定位夹紧;所述的上梁装配工装主体1两端下表面分别设置接头装置b 8,接头装置b 8为杯锥结构的杯部分,用于与翼盒主体装配工装两端的接头装置a 5配合使用,使其固定在翼盒主体装配工装U型开口顶部。
如图3所示,所述前缘翼盒装配工装为一字型梁结构,与翼盒主体装配工装配合使用,其两端固定在翼盒主体装配工装U型开口顶部,包括上梁装配工装主体9、4个前缘翼盒装配工装定位夹紧器10和接头装置c 11;所述的前缘翼盒装配工装结构与翼盒上梁装配工装机构基本相同,区别仅在于前缘翼盒装配工装定位夹紧器10的定位夹紧固形式不同,具体的,如图5所示,所述的前缘翼盒装配工装定位夹紧器10包括前缘外形卡板101、定位销b102、滑轨103、定位支座104,所述的定位支座104为条形结构,其上端固定连接在前缘翼盒装配工装下表面,其一侧表面沿长度方向固定有滑轨103,滑轨103旁的定位支座104上设有若干定位孔;所述的前缘外形卡板101为板形结构,其上端与滑轨103配合,使其沿滑轨103上下滑动,其下端与前缘组件外形配合,用于前缘组件工件的随行压紧,前缘外形卡板101上设若干孔,通过定位销b 102与定位支座104上的定位孔配合,用于前缘组件的定位,前缘外形卡板101移动到所需位置后,插入定位销b 102,完成前缘组件工件的定位压紧。
工装使用过程:
(1)翼盒主体装配工装、翼盒上梁装配工装组合成长方形工装结构。
(2)利用下部及右侧定位器、夹紧器完成后梁及后缘舱零件的定位、夹紧。
(3)利用上部及右侧定位器、夹紧器完成前梁定位、夹紧。
(4)利用左侧定位器完成顶端肋定位、夹紧。
(5)手工定位翼盒肋。
(6)连接紧固件,形成骨架结构。
(7)进行其它工作。
(8)翼盒上梁装配工装更换为前缘翼盒装配工装,完成前缘组件在翼盒组件上的装配。
(9)进行其它工作。
以上所述实施例仅表达本发明的实施方式,但并不能因此而理解为对本发明专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些均属于本发明的保护范围。
- 一种飞机垂直尾翼的装配工装装置及定位方法
- 一种飞机垂直尾翼的装配工装装置