用于火花塞的电极头组件和制造该产品的方法
文献发布时间:2023-06-19 18:34:06
相关申请的交叉引用
本申请要求2021年7月22日提交的美国临时申请第63/224,494号的优先权,其全部内容通过引用并入本文。
技术领域
本发明总体涉及火花塞和其他点火装置,特别是涉及使用增材制造工艺制造的火花塞电极尖端组件和其他部件。
背景技术
火花塞用于在内燃机内启动燃烧。通常情况下,火花塞通过在两个或更多个电极之间的火花间隙产生火花来点燃燃烧室中的空气/燃料混合物。通过火花点燃空气/燃料混合物,引发燃烧室中的燃烧反应,这就是发动机的动力冲程。高温、高电压、燃烧反应的快速重复,以及燃烧气体中存在的腐蚀性物质,会形成火花塞必须在其中发挥作用的恶劣环境。恶劣的环境会导致电极的侵蚀和/或腐蚀,随着时间的推移会对火花塞的性能产生负面影响。
为了减少电极的侵蚀和/或腐蚀,已经使用了各种贵金属和合金,例如具有铂和铱的材料。然而,这些材料都很昂贵。因此,火花塞的制造商试图减少电极中使用的贵金属数量。一种方法是只在电极尖端或电极的火花部分,即在火花跳过火花间隙的地方,而不是在整个电极体本身使用贵金属。
各种连接技术,如钎焊、电阻焊、激光焊等,已被用于将贵金属电极尖端连接到电极体上。然而,当贵金属电极尖端与电极体(例如由镍合金制成的电极体)连接时,由于材料的不同特性(例如不同的热膨胀系数、不同的熔化温度等),在操作过程中会在连接处产生大量的热应力和/或其他应力。这些应力反过来又会导致电极本体、电极尖端、连接这两个部件的接头或其组合出现裂纹或其他损坏,这不是人们所期望的。
发明内容
根据一个实施方式,提供了一种用于火花塞的电极尖端组件,包括:电极基体,它包括一个焊接侧和一个增材制造侧;以及电极尖端,它形成在电极基体上,其中电极尖端包括多个激光沉积层并构建在电极基体的增材制造侧上。
根据不同的实施方式,电极尖端组件可以单独或以任何技术上可行的组合,具有以下任何一个或多个特征。
-电极基体包括镍基材料,电极尖端包括贵金属基材料;
-贵金属基材料是一种铱基材料;
-电极基体进一步包括制造侧和加工侧,焊接侧被构造为焊接到电极体上,增材制造侧被构造为提供一个表面,在该表面上构建电极尖端,制造侧在焊接侧和增材制造侧之间延伸并与电极基体的厚度相对应,加工侧也在焊接侧和增材制造侧之间延伸并与电极基体的厚度相对应;
-制造侧包括挤出成型或拉拔成型的表面,加工侧包括切割或切断的表面;
-加工侧与焊接侧和/或增材制造侧中的至少一个垂直,并且制造侧相对于焊接侧和/或增材制造侧中的至少一个略微倾斜,并且向内倾斜,使得增材制造侧的宽度尺寸略小于焊接侧的宽度尺寸;
-电极基体的焊接面包括一个或多个焊接特征,这些特征从焊接侧延伸或突出,并被构造为协助焊接;
-焊接特征包括多个从焊接侧延伸出来的短圆柱形柱子;
-电极基体的焊接侧包括一个或多个切割或切削面;
-电极基体的总厚度比电极尖端的总厚度至少厚25%;
-电极基体包括大体上均匀的镍基成分,该镍基成分延伸过单一材料层,并且电极尖端包括多个激光沉积层,这些激光沉积层中的一个在另一个之上依次构建。
-电极尖端是通过增材制造制成的,其使用粉末床融合技术利用激光或电子束将贵金属基粉末熔化或烧结在电极基体上,然后让熔化或烧结的粉末凝固;
-电极尖端包括一个或多个通过增材制造在其上形成的沟槽或沟槽。
-电极尖端与电极基体在相互融合的边界处结合而具有全区域连接,其中全区域连接延伸到电极尖端和电极基体之间相互融合的边界的全区域,并且不包括焊点;
-电极尖端组件不包括实质上不相似的材料之间的焊接边界;
-一种火花塞,包括:外壳,其包括一个轴向孔;绝缘体,其设置在外壳的轴向孔中并包括一个轴向孔;中心电极,其设置在绝缘体的轴向孔中并包括一个电极体;接地电极,其附接在外壳上并包括一个电极体;以及权利要求1的电极尖端组件,其中电极尖端组件的电极基体的焊接侧被焊接到接地电极体或中心电极体中的至少一个。
根据另一个实施方式,提供了一种用于制造火花塞的电极条组件,包括:呈细长条状物形式的电极基体,长条包括一个焊接侧和一个增材制造侧;以及多个电极尖端,它们在长条上形成一排,其中每个电极尖端包括多个激光沉积层并构建在长条的增材制造侧。
根据另一个实施方式,提供了一种用于制造火花塞的电极片组件,包括:呈片材形式的电极基体,片材包括一个焊接侧和一个增材制造侧;以及多个电极尖端,它们以行和列的阵列形成在片材上,其中每个电极尖端包括多个激光沉积层并构建在片材的增材制造侧上。
根据另一个实施方式,提供了一种制造火花塞的方法,包括以下步骤:提供具有焊接侧和增材制造侧的电极基体;提供包括贵金属基材料的粉末;将电极基体定位在工具中,使粉末覆盖增材制造侧;通过使用增材制造工艺在电极基体的增材制造侧上构建一个或多个电极尖端;以及将电极基体的焊接侧焊接到电极体上。
附图说明
下文将结合附图对优选的实施方式进行描述,其中类似的附图标记表示类似的元件,其中:
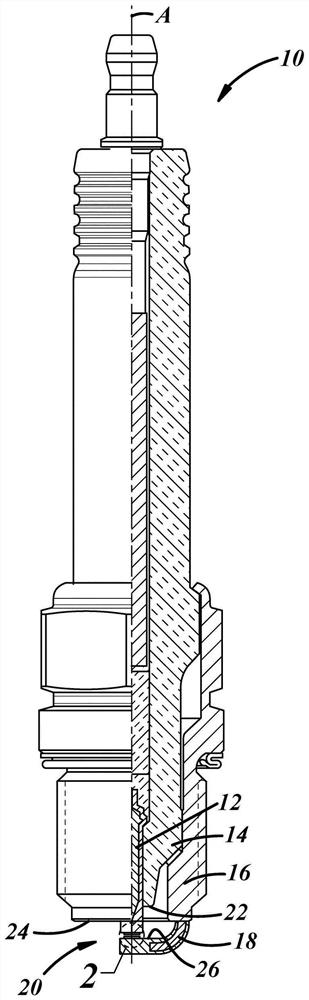
图1是根据本公开的一个实施方式的火花塞的局部截面图;
图2是图1的火花塞的一部分的放大的局部截面图,其中发火端有一个电极尖端,该电极尖端通过增材制造工艺构建在电极基体上;
图3是一个如图2所示电极尖端组件的透视图,其中电极尖端通过增材制造工艺构建在电极基体上,并包括一些激光沉积层;
图4是根据本公开的另一个实施方式的火花塞的局部截面图;
图5是图4的火花塞的一部分的放大局部截面图,其中发火端有一个电极尖端,该电极尖端通过增材制造工艺构建在电极基体上;
图6是一个如图5所示的电极尖端组件的透视图,其中电极尖端通过增材制造工艺构建在电极基体上,并包括一些凹槽或沟槽;
图7是根据本公开的一个实施方式的电极基体的透视图,其中呈肋形式的焊接特征从焊接侧延伸;
图8是根据本公开的另一实施方式的电极基体的透视图,其中呈柱子形式的焊接特征从焊接侧延伸出来;
图9是呈细长条状物形式的电极基体的透视图;
图10是呈离散件形式的电极基体的透视图;
图11是电极尖端组件的透视图,其中电极尖端通过增材制造工艺被构建在电极基体上,而电极基体呈现离散件的形式;
图12是电极尖端组件的透视图,其中电极尖端通过增材制造工艺被构建在电极基体上,而电极基体呈现细长条状物形式;
图13是电极尖端组件的透视图,其中电极尖端通过增材制造工艺构建在电极基体上,该电极基体呈现片材形式;
图14是一个火花塞的透视图,其中一个电极尖端组件(例如如图12所示的那些),正在连接到一个电极体;
图15是根据本公开的一个实施方式的组装火花塞电极尖端的方法的流程图;
图16是根据本公开的一个实施方式的另一种组装火花塞电极尖端的方法的流程图;
图17-20是根据图16的方法形成的电极尖端组件的不同阶段的透视图;
图21-24是根据图16的方法形成的另一个电极尖端组件的不同阶段的透视图;以及
图25-27是根据图16中的方法形成的又一个电极尖端组件的不同阶段的透视图。
具体实施方式
本文所披露的火花塞电极尖端组件包括一个电极尖端,该电极尖端是使用增材制造工艺(如粉末床融合技术)在电极基体上形成的,之后将电极基体焊接到电极体上。潜在的粉末床融合技术的一些非限制性例子包括:选择性激光熔化(SLM)、选择性激光烧结(SLS)、直接金属激光烧结(DMLS)、电子束熔化(EBM),以及其他快速成型和/或3D打印技术。
举例来说,电极基体可以由镍基材料制成,而电极尖端可以由贵金属基材料制成,贵金属材料例如具有铱、铂、钯、钌等的材料。选择贵金属基材料是为了提高电极尖端的抗腐蚀和/或抗电侵蚀能力。通过使用增材制造工艺,首先在电极基体上构建电极尖端(电极尖端和电极基体一起被称为电极尖端组件),然后将电极基体焊接到电极体上,可以提供一种改进的火花塞电极。
本领域的技术人员会意识到,当传统的贵金属基的电极尖端与镍基的电极体连接时(例如通过激光焊接),由于材料的不同特性(例如不同的热膨胀系数、不同的熔化温度等),在操作过程中通常会在接头上有大量的热应力和/或其他应力。这些应力反过来又会不期望地导致电极尖端、电极体、连接这两个部件的接头或其组合出现裂纹或其他损坏。此外,这些挑战在内燃机中更加严重,因为在内燃机中,火花塞电极要经受恶劣的条件和极端的温度和/或负载变化。传统的贵金属基的电极尖端,特别是那些在工业应用中使用的电极尖端,通常需要一大块贵金属来将电极尖端焊接到电极体上,然而在火花塞电极的工作寿命中,只有一小部分贵金属会被实际使用或消耗掉。这增加了成本,因为贵金属通常是电极中最昂贵的部件。此外,将传统的贵金属基的电极尖端焊接到电极体上可能是一个困难和昂贵的制造过程,因为大多数贵金属的极高熔化温度通常需要昂贵的激光焊接设备来将贵金属基的电极尖端充分地焊接到镍基电极体上。本文所述的火花塞电极旨在解决这些和/或其他挑战,其电极尖端通过增材制造形成在电极基体上,能有效地使许多电极尖端在被切割或切断成单独的部件之前形成在一个共同的电极基体上,而电极基体随后被焊接到电极体上(例如通过电阻焊接)。
本发明的电极尖端组件被设计为用于各种火花塞和其他点火装置,包括汽车火花塞、工业插塞、航空点火器、电热塞或任何其他用于点燃发动机中空气/燃料混合物的装置。这包括但当然不限于附图中显示的和下文描述的示例性汽车和工业插塞。此外,应该注意的是,本发明的电极尖端组件可以与中心电极和/或接地电极一起使用。该电极尖端组件的其他实施方式和应用也是可能的。除非另有说明,本文提供的所有百分比都是以重量百分比(wt%)为单位,所有提到的轴向、径向和周向都是基于火花塞的中心或纵轴A。
参照图1和图2,显示了一个示例性的火花塞10,它包括中心电极12、绝缘体14、金属外壳16和接地电极18。中心电极12设置在绝缘体14的轴向孔内,并且包括一个突出于绝缘体14的自由端22的发火端20。正如下面详细解释的那样,发火端20可以包括由镍基材料制成的电极基体30和由贵金属基材料制成的电极尖端32,其中电极尖端32是使用增材制造工艺在电极基体30上形成的(电极基体30和电极尖端32一起被称为电极尖端组件34)。然后将电极尖端组件34焊接到电极体36上,例如通过电阻焊将电极基体30焊接到电极体36上(电极基体30、电极尖端32和电极体36以及其他潜在部件共同构成了火花塞电极,在这里是中心电极12)。绝缘体14设置在金属外壳16的轴向孔内,由足以使中心电极12与金属外壳16电绝缘的材料(如陶瓷材料)构成。如图所示,绝缘体14的自由端22可以缩在金属外壳16内,也可以伸出金属外壳16的自由端24之外。接地电极18可以按照图中所示的传统J型间隙结构或其他布置来构造,并连接到金属外壳16的自由端24。根据这个特定的实施方式,接地电极18包括一个与中心电极的发火端20相对的侧表面26,并具有一个电极基体40和一个电极尖端42,该电极尖端42是根据增材制造工艺形成在电极基体40上(电极基体40和电极尖端42一起被称为电极尖端组件44)。然后将电极尖端组件44焊接到电极体46上,例如通过将电极基体40焊接到电极体46上(电极尖端40、电极基体42和电极体46以及其他潜在部件共同构成了火花塞电极,在这里是接地电极18)。接地电极的电极尖端42与中心电极的电极尖端32限定了一个火花间隙G,这样它们就为电子穿过火花间隙G的发射、接收和交换提供了火花表面。电极尖端组件34和44可以由相同的材料形成,也可以由不同的材料形成,或者可以省略其中的一个,这样火花塞10就可能包括电极尖端组件34或44中的一个,而不是两个。
参照图3,图中示出了电极尖端组件34、44在连接到相应的电极体36、46之前的一个例子。在这个例子中,电极尖端组件34、44被显示为具有方形的形状,然而,也有可能其中一个或两个组件34、44具有圆形、椭圆形、矩形或其他形状。如上所述,电极尖端组件34、44包括电极基体30、40与电极尖端32、42,电极尖端已通过增材制造工艺(如粉末床融合技术)构建在电极基体上。图3中的例子有几个焊接特征从电极基体30、40的底面突出来(这将会有更详细的说明),然而,这种特征只是可选的,因为电极基体的底面可以是平的或光滑的。在通过增材制造工艺生产出电极尖端组件34、44后,可以将电极尖端组件(例如通过电阻焊接)连接到相应的电极体36、46。由于只有电极尖端32、42是由贵金属制成的,而贵金属是电极尖端组件34、44中最昂贵的部分,与整个结构由贵金属制成的替代方案相比,该组件的整体材料成本可以降低。此外,与将大的贵金属尖端直接焊接到电极体上的替代方案相比,电极尖端组件34、44的多层结构有助于减少材料间边界或连接处的热应力;当贵金属尖端由铱基材料制成时,情况尤其如此,因为铱基材料与典型的电极体材料(如Inconel 600或601)相比具有很低的CTE。在电极尖端32、42和电极体36、46之间提供具有中间CTE的电极基体30、40,有助于打破电极尖端和电极体之间本来存在的巨大的层间CTE差异。此外,通过使用增材制造工艺在电极基体30、40上构建或形成电极尖端32、42,导致层间的互融边界38、48。互融边界38、48位于用增材制造技术将贵金属基电极尖端32、42构建在镍基电极基体30、40上的交界处。在互融边界38、48处,来自电极基体30、40和电极尖端32、42的材料沿着集成增材制造或3D打印的交界处在一定程度上融合在一起,从而进一步减少层间边界的应力。这与焊接边界不同,如焊接边界50、52,其中通过将电极基体30、40焊接到电极体36、46上产生一个坚硬或不连续的边界。本火花塞电极能够避免两种实质上不相似的材料之间的焊接边界(这里所说的两种"实质上不相似的材料",是指一种CTE比另一种CTE大25%以上的两种材料)。互融边界38、48是通过增材制造产生的,因此,不是"焊接边界"。焊接边界50、52是在部件30/36和40/46之间,它们不是上述定义的"基本不相似的材料",因为它们是镍基材料,其CTE在彼此的25%以内)。因此,电极尖端组件34、44都不包括实质上不相似的材料之间的焊接边界。
现在转向图4-5,显示了火花塞110的另一个例子,它是一个工业插塞,包括本申请的火花塞电极。应该理解的是,火花塞110与结合图1-3描述的实施方式有许多类似的特征,除非另有说明,否则以前对这些特征的描述在这里也是适用的。火花塞110包括中心电极112、绝缘体114、金属外壳116、接地电极118和延伸部或套筒128。中心电极112设置在绝缘体114的轴向孔内,并包括一个突出于绝缘体114的自由端122的发火端120。发火端120可包括由镍基材料制成的电极基体130和由贵金属基材料制成的电极尖端132,其中电极尖端132是使用增材制造工艺在电极基体130上形成的(电极基体130和电极尖端132一起被称为电极尖端组件134)。然后将电极尖端组件134焊接到电极体136上,例如通过电阻焊将电极基体130焊接到电极体136上(电极基体130、电极尖端132和电极体136以及其他潜在部件共同构成了火花塞电极,在这里为中心电极112)。绝缘体114设置在金属外壳116的轴向孔内,由例如陶瓷材料的材料构成。如图所示,绝缘体114的自由端122可以缩在金属外壳116内,或者它可以突出金属外壳116的自由端124之外。延伸部128优选是开槽的套筒或管子的形状,从外壳的自由端124延伸出来,这样它就可以把火花间隙G从进入的空气/燃料混合物流中屏蔽掉。在一个不同的实施方式中,延伸部128可以用一个预燃室盖代替,该预燃室盖将发火端120周围的区域包围在一个预燃室中,这在本领域是已知的。接地电极118可以包括一个贵金属基的火花件154,它与电极尖端132面对并形成火花间隙G,然而,这是可选的,因为接地电极118有可能包括一个多件电极尖端组件(例如,组件134)、一个单件火花表面(如图所示)、一个不同的电极尖端或根本没有电极尖端,这只是一些可能性。
参照图6,电极尖端组件134的另一个实例被示出为类似于图3的电极尖端组件,只是这个实例具有在其火花表面158上形成的几个凹槽或沟槽156。在这个实例中,电极尖端组件134被显示为具有方形形状,然而,组件134也有可能具有圆形、椭圆形、矩形、环形或其他形状。电极尖端组件134可以包括具有电极尖端132的电极基体130,该电极尖端已通过增材制造工艺(如粉末床融合技术)构建在电极基体上。在通过增材制造工艺生产出电极尖端组件134后,电极尖端组件随后可以例如通过电阻焊接附接到相应的电极体136。从电极基体130的下侧延伸的焊接特征可以有助于电阻焊接,然而,它们是可选的,并且可以省略,而采用平坦的或平面的表面。如前所述,电极尖端组件134的多层结构有助于减少材料间边界或连接处的热应力。通过使用增材制造工艺在电极基体130上构建或形成电极尖端132导致:相互融合边界138,其位于贵金属基电极尖端132和镍基电极基体130之间的交界处。与之前的实施方式一样,火花塞电极112能够避免在两种基本不相似的材料之间出现焊接边界。焊接边界150位于部件130/136之间,它们不是上面定义的“基本不相似的材料”,而且,相互融合的边界138不包括焊缝。因此,电极尖端组件134不包括基本不相似的材料之间的焊接边界。
尽管已提供图1至图6中的实施方式以说明本申请的电极尖端组件如何在实践中实施的不同实例,但应该理解这些只是实例,因为电极尖端组件可以与任何数量的火花塞和其他点火装置一起使用。一些非限制性的实例包括前室火花塞、非前室火花塞(如图1至图3所示)、屏蔽火花塞(如图4至图6所示)、具有轴向火花间隙的火花塞(如图1至图3所示)、具有径向火花间隙的火花塞(如图4至图6所示)、具有单个接地电极的火花塞、具有多个接地电极的火花塞、所有中心电极和接地电极都具有贵金属基尖端的火花塞、只有部分中心电极和接地电极具有贵金属基尖端的火花塞、汽车火花塞、工业火花塞、航空火花塞等。应该理解的是,下面的描述可以适用于任何这样的实施方式,并不限于本文具体示出的示例性实施方式。
电极基体30、40、130是:电极尖端组件的部分,电极尖端32、42、132通过增材制造分别在其上形成,因此,充当电极尖端的载体材料。根据图7至图10中的实施例,电极基体30、40、130包括电极基体本体170、具有一个或多个可选的焊接特征174的焊接侧172、增材制造侧176、一对制造侧178和一对加工侧180。电极基体本体可以包括镍基材料。本文所用的术语“镍基材料”是指一种材料,其中镍是材料中按重量计算的单一最大成分,并且其可能含有也可能不含有其他成分(例如,镍基材料可以是纯镍、含有一些杂质的镍、或镍基合金)。根据一个实例,电极基体本体170是由镍的重量百分比相对较高的镍基材料制成的,例如包含98wt%或更多镍的镍基材料。在另一个实例中,电极基体本体由具有较低重量百分比的镍的镍基材料制成,如含50-90wt%的镍的镍基材料(例如,INCONEL
电极基体30、40、130的尺寸和形状可以根据特定的应用和实施方式而有很大的变化。例如,如果电极基体的形状是圆形或椭圆形的,那么电极基体的直径可以在0.5毫米-6.0毫米之间(更优选在1.0毫米-4.0毫米之间,甚至更优选在1.2毫米-3.8毫米之间);如果电极基体的形状是方形或矩形的(如图所示),那么电极基体的长度和宽度尺寸可以在0.5毫米-6.0毫米之间(例如,0.5毫米×0.5毫米、1毫米×1毫米、2毫米×2毫米、2毫米×4毫米、4毫米×4毫米、6毫米×6毫米等);并且如果电极基体是不同的形状,那么其他尺寸可能是合适的。熟练的技术人员会明白,镍基材料的价格大大低于贵金属基材料,因此,电极基体30、40、130的厚度最好大于相应的电极尖端32、42、132的厚度,因为这在将电极尖端组件焊接到相应的电极体的过程中可以起到作用。在一个非限制性的实例中,电极基体30、40、130的整体厚度(即部件最厚处的厚度)在0.2毫米-2.0毫米之间,并且比相应的电极尖端的整体厚度至少厚25%(甚至更优选,整体厚度在0.2毫米-1.0毫米之间,并且比相应电极尖端的整体厚度至少厚35%)。
焊接侧172是电极基体的一侧,它被配置为与电极体(如中心电极体36或接地电极体46)接触并被焊接到其上。为了帮助促进这种焊接,特别是在电阻焊接的情况下,焊接侧172可以包括:一个或多个焊接特征174,其有助于引导或集中焊接过程中使用的电流。在图7的实施方式中,焊接特征174设置为一对细长的肋或突起的形状,其中每个细长的突起具有半圆形的横截面结构,并在焊接侧172的整个宽度上延伸,以便与另一个细长的突起平行。当然,本发明的电极尖端组件并没有这样的限制,并且可以包括不同数量的焊接特征、不同形状的焊接特征、以及不同大小的焊接特征,这只是举出一些可能性。例如,图8中显示了一个不同的焊接特征184的实施方式,并且其形式是从电极基体的焊接侧172延伸的短的圆柱形突起或柱子。在这个实例中,存在位于焊接侧172的四个角附近的四个圆柱形突起184,然而,可以使用不同数量的突起、不同大小和形状的突起、以及不同布置或图案的突起来代替。其他的实例可以完全没有焊接特征,使得下侧或焊接侧172基本是平的或平面的。尽管图示的实例示出焊接侧172是电极基体的下侧,但假设侧表面被配置为与电极体接触并被焊接到其上(如电极尖端组件被插入电极体中的凹陷或孔中,并且围绕侧表面的环形焊缝被用于附接)。
增材制造侧176是电极基体的一侧,其被配置为接收电极尖端,更具体地说,被配置为:设置一个表面,电极尖端可以根据合适的增材制造工艺(如粉末床融合)逐层构建在该表面上。增材制造侧176与焊接侧172基本平行并相对,并且可以是平坦的或平面的,以便更好地适应增材制造工艺。表面特征(如微刻蚀、凹槽、沟槽、斑纹等)可以添加到增材制造侧176,以促进电极基体和电极尖端之间的结合或连接。
制造侧178是电极基体的侧面,它们也彼此相对,并在焊接侧172和增材制造侧176之间延伸,以便它们基本与电极基体的厚度相对应。如图9所最佳示出的,电极基体30、40、130可由上述镍基材料的细长的片状物或条状物190形成。在这个实施方式中,条状物190可由镍基材料挤出、拉拔或以其他方式制造,以便在制造条状物190时形成延伸条状物190的长度的一对相对均匀的制造侧178。制造侧178有可能略微成角度或倾斜(例如,0-10°),而不是完全垂直于焊接侧172和/或增材制造侧172(例如,见图7,由于在其顶部略微向内倾斜的成角度的制造侧178,加工侧180呈梯形)。这样的配置是可选的,其可以帮助确保电极尖端32、42、132在尺寸上不大于它们所构建在其上的电极基体30、40、130。生产具有某些配置和布置的制造侧178(如倾斜的侧面178或其他特征),可以用挤出或拉拔工艺轻松而经济地进行。对于其他细长的结构,如焊接特征174,也是如此。
加工侧180是:电极基体的侧面,其也是彼此相对的,并在焊接侧172和增材制造侧176之间延伸,以便它们与电极基体的厚度基本相对应。然而,加工侧180是通过切割(例如,机械、激光和/或其他切割)、切断和/或以其他方式将细长条状物190分离成具有预定长度的单个离散片192,从而形成加工侧或切割侧180,如图10中所示。与制造侧相比,具有切割或切断的表面的加工侧180可能有更多的毛刺、粗糙边缘和/或其他缺陷,或者它们可能有不同的纹理图案。在第一个实例中,在通过增材制造(图11)将电极尖端构建在电极基体上之前,将细长条状物190切割成单个片192。在第二个实例中,当电极尖端还是长条状物190的时候,通过增材制造将其构建在电极基体上,然后再切割成单个片(图12)。在另一个实例中(图13),电极基体可以以片状或板状196的形式设置,而不是离散片192或长条状物190,使得电极尖端能够在沿着行和列切割片材以形成单独的片之前或之后通过增材制造构建在片材上。在细长条状物190的情况下,一旦它们被挤出或拉拔,镍基材料通常具有细长的晶粒结构,因此,当它被切割或切断成单个片192时,制造侧178一般在平行于细长晶粒结构的方向延伸处形成电极基体30、40、130,而加工侧180一般在垂直于细长晶粒结构的方向延伸。此外,电极基体30、40、130可包括一般均匀的镍基组合物,该组合物在单个材料层上延伸,而电极尖端32、42、132则包括一些依次建立在彼此之上的层,正如将被解释的。
电极尖端32、42、132是包括火花部分的电极尖端组件的部分,其分别通过增材制造在电极基体30、40、130上形成。因此,电极尖端32、42、132可由贵金属基粉末床制成,该粉末被带入与电极基体接近的位置,使得:当被如激光或电子束的能量源照射时,贵金属基粉末和电极基体的一些固体材料被熔化,然后凝固为初始激光沉积层200(见图2)。这导致电极尖端被涂覆在电极基体上。这个创建单个层的过程被重复,从而创建了许多额外的激光沉积层202-206,它们被依次构建或堆叠在一起。每个激光沉积层200-206具有平均层厚Y,其可能在10微米到150微米之间(取决于粉末颗粒大小等),所有层厚的总体或总和是电极尖端高度X,其可能在0.1毫米到1.0毫米之间,甚至更优选地在0.1毫米到0.4毫米之间。为了说明的目的,图2中示意性地示出,电极尖端仅有几个激光沉积层200-206,它们彼此之间明显不同,然而,这些层的实际数量可能少于或多于所示出的那些,并且可能明显辨别或可能无法明显辨别;在某些情况下,可能有相当多的层,它们混合在一起,以致它们无法明显辨别。根据一个非限制性实例,电极尖端32、42、132包括5-30个激光沉积层,甚至更优选地包括10-20个激光沉积层(取决于粉末颗粒大小、所需的电极尖端高度等)。
电极尖端32、42、132可由贵金属基材料制成,以提供更好的抗腐蚀和/或抗侵蚀能力。本文所用的术语“贵金属基材料”是指一种材料,其中贵金属是材料中按重量计算的最大单一成分,它可能含有也可能不含有其他成分(例如,贵金属基材料可以是纯贵金属、含有某些杂质的贵金属、或贵金属基合金)。可以使用的贵金属基材料包括铱基、铂基、钌基和/或钯基材料,仅举几例。根据一个实例,电极尖端32、42、132是由铱基或铂基材料制成的,其中该材料已被加工成粉末状。对于铱基材料,电极尖端的热膨胀系数可在6x10
电极尖端32、42、132的尺寸和形状可以根据特定的应用和实施方式有很大的变化,但它们通常被设计成直接堆叠在底层电极基体30、40、130之上,并与底层电极基体共享一个共同的足迹。如果电极尖端的形状是圆形或椭圆形的,那么电极尖端的直径可以在0.5毫米-6.0毫米之间(更优选在1.0毫米-4.0毫米之间,甚至更优选在1.2毫米-3.8毫米之间);如果电极尖端的形状是方形或矩形的(如图所示),那么电极尖端的长度和宽度尺寸可以在0.5毫米-6.0毫米之间(例如,0.5毫米×0.5毫米、1毫米×1毫米、2毫米×2毫米、2毫米×4毫米、4毫米×4毫米、6毫米×6毫米等);如果电极尖端是不同的形状,那么其他尺寸可能是合适的。熟练的技术人员会明白,由于贵金属基材料的硬度,切割这种材料可能很困难,而且成本很高。因此,在电极基体被切割成单个片之前电极尖端首先形成在长条状物190(图12)或板196(图13)上的情况下,可能希望电极尖端32、42、132的尺寸比底层电极基体30、40、130略小(例如,小0.05毫米-0.2毫米),以便切割工具可以切割、切断和/或以其他方式分离电极基体,而不必切穿基本上较硬的电极尖端。在这种情况下,电极基体30、40、130可以有一个小的唇部或凸缘,至少沿着切割电极基体的加工侧180延伸。电极尖端32、42、132可以包括以下的实施方式:相对于电极基体而言,尺寸缩小,以及那些不缩小的;形状为铆钉、圆柱、棒、柱、球、丘、锥、平垫、盘、环、管、套等;位于电极的轴向末端,以及那些位于和/或环绕电极的侧表面或其他部分的;是中心电极或接地电极的一部分;由贵金属基材料制成(例如,有铱、铂、钯、钌等的材料),以及由其他材料制成的材料;在电极基体和尖端之间有额外的应力消除或中间层,以及没有的材料,仅列举一些可能性。
在制造过程中,可使用方法300来形成电极基体,通过增材制造工艺在电极基体上构建电极尖端,从而形成电极尖端组件,然后将电极尖端组件附接到中心和/或接地电极上,如图9-15所示和下文所述。从步骤302开始,使用任何数量的不同技术形成或设置一个或多个电极基体30、40、130。在第一个实例中(如图10所示),电极基体被形成为由镍基材料制成的单独或离散的片192。这些片最初可以单独形成,或者可以作为一组形成,然后被切割或切断成单个片192。根据第二个实例(如图9所示),电极基体被形成为细长条状物190,其可以使用镍基材料挤出、拉拔或以其他方式制造。在第三个实例中(图13),电极基体形成为平板或薄片196,其由镍基材料制成,并足够大以容纳多行和/或多列电极基体。其他方法和技术当然也可以用来形成电极基体,并且在本申请的范围内。
在步骤304中,使用增材制造工艺(例如粉末床融合工艺)在一个或多个电极基体30、40、130上形成一个或多个电极尖端32、42、132,从而创建一个或多个电极尖端组件34、44、134。根据这种工艺的一个实例,一个或多个电极基体30、40、130可以被插入一个夹具或其他构建工具中,该工具以使增材制造侧176朝上并在共同的平面上大致对齐的取向保持它们(在侧面176上使用快速研磨步骤以使它们处于同一水平上可能是有益的)。然后,包括贵金属材料的粉末床可以放在电极基体上,使得薄层的贵金属粉末覆盖电极基体的增材制造侧176。一旦粉末床就位,就可以使用激光或电子束等能量源来熔化或至少烧结覆盖在电极基体上的薄的粉末层以及一定数量的电极基体本身;这就是粉末床融合工艺。当熔化的粉末(贵金属材料)和电极基体(镍基材料)的组合物凝固时,就形成了最初的激光沉积层200(这种层的创建可以在保护性气体氛围中完成)。然后重复这个过程若干次,然后形成后续的激光沉积层202-206。增材制造工艺有可能在电极尖端上赋予或创建任何数量的不同表面特征,如图6所示的凹槽或沟槽156,这有助于降低启动点火电压。其他特征、图案、布置等当然也是可能的。
形成的前几个层(例如激光沉积层200、202等)可包括电极基体材料和电极尖端材料,并被设计为具有介于电极基体30、40、130和电极尖端32、42、132之间的CTE值;层200、202等可构成中间层或区域210。在中间层210中,可以在增材制造工艺中形成“全区域连接”,该增材制造工艺在电极尖端和电极基体的交界处或界面的整个区域将电极尖端和电极基体融合并连接起来,而不是像激光焊接那样,只沿着它们的交界处或界面的周边将它们连接起来。全区域连接不包括传统的焊点,并可以在这些电极部件之间创建结实、更持久的结合,考虑到它们的层间CTE差异,这可能是有用的。最后形成的激光沉积层206可以充当火花表面。在一些实例中,中间层或区域210由50%或更多的贵金属组成(即,在构成中间层或区域210的总体材料中(包括镍和贵金属材料),至少50%是贵金属)。在某一点上,激光沉积层可能只包括来自粉末床的材料(即贵金属基材料);这些层被称为贵金属层或区域212,并且可以由95%或更多的贵金属组成。可能的电极尖端组件34、44、134结构的非限制性实例包括:由镍基材料(例如Inconel 600)制成的电极基体30、40、130;由一种或多种铱基材料(例如,Ir-10Ni、Ir-30Ni、Ir-Ni-Rh、Ir-Pt-Ni)制成的中间层或区域210;以及由一种或多种贵金属基材料(如Ir-Rh2.5wt%等的铱基材料)制成的贵金属层或区域212。为了简单起见,图2中示意性地示出电极尖端32、42、132只具有几个激光沉积层200-206,然而,在实际生产中,电极尖端可能会有比所示出的更多的层。此外,上面披露的平均层厚度Y和电极尖端高度X只是举例说明,因为本发明的电极尖端组件并不限于这些范围。
图11至图13示出如何进行步骤304的几个不同实例。在图11中,步骤304中的增材制造工艺被用来在电极基体30、40、130的增材制造表面176上以单个件192的形式构建电极尖端32、42、132(即,电极尖端与电极基体的一对一制造工艺),使得形成若干电极尖端组件34、44、134。每个形成的电极尖端组件34、44、134具有:具有一对制造侧178和一对加工侧180的电极基体;以及一个电极尖端。
在图12中,步骤304中的增材制造工艺用于在电极基体30、40、130上以长条状物190的形式构建多个电极尖端32、42、132(即,多对一的电极尖端对电极基体制造工艺),从而形成一个或多个电极条组件194。每个形成的电极条组件194包括:单一的、共同的电极基体,其形式为长条状物190,具有一对制造侧178和一对加工侧180(在条状物被切割或切断的两端各有一个加工侧);以及布置成排的若干电极尖端。由于长条状物尚未被切割成单独的片,所以电极条组件194没有位于相邻电极尖端之间的加工侧180。电极条组件194可以以直线、线性段的形式设置(如图12所示),也可以以线圈或卷筒的形式设置。
接下来,步骤306将一个或多个电极尖端组件附接到一个或多个中心电极和/或接地电极上。步骤306可以通过电阻焊接将每个电极尖端组件34、44、134附接到中心电极或接地电极体36、46上。当电极基体30、40、130和下方电极体36、46都是由镍基材料制成时,作为优选,电阻焊接可以以简单和经济的方式进行,因为它避免了对昂贵的激光焊接和其他设备的需要。在之前步骤产生的电极尖端组件34、44、134为单个部件的情况下(图11),步骤306可以简单地将这些部件一次一个地焊接到中心电极体或接地电极体上。在之前步骤形成的电极条组件194为细长条状物的情况下(图12),步骤306可以将每个电极条组件对准于中心电极或接地电极的所需部分,将电极条组件的所需部分焊接在电极体上,然后切割或切断电极条组件的其余部分,如图14所示。最好是只切开电极基体的镍基材料,而不是切开电极尖端的较硬的贵金属基材料——例如切开电极尖端之间的小唇或凸缘220。这种技术在简化焊接过程方面可能是有利的,因为处理整个电极条组件可能比处理小的、单独的单片更容易。在先前的步骤形成了片状或板状的电极片组件198的情况下(图13),步骤306可以先将片切割成长条,然后执行图14所示的焊接过程,或者,步骤306可以将每个电极片组件对准中心电极或接地电极的期望部分,将电极片组件的期望部分焊接在电极体上,然后切割或切断电极片组件的其余部分。在中心电极或接地电极附近没有太多的间隙或空间来操作和对齐电极片组件的应用中,这种技术可能比较困难,在这种情况下,最好是在焊接前将电极片切成长条状。熟练的工匠会明白,有可能在一个地方制造电极尖端、条和/或片状组件,并容易地将它们运到另一个地方进行安装。
在步骤306之后,可以根据特定的应用,进行任何数量的后续步骤。
现在转向图16,显示了另一种可用于形成电极基体的方法400,通过增材制造在电极基体上构建电极尖端,然后将电极尖端组件连接到中心电极和/或接地电极。在步骤402中,以若干可能的配置之一提供一个或多个电极基体。例如,如图17-18所示,可以提供一个或多个由镍基材料制成的大的、细长的圆柱体或棒状物230(例如,具有圆形、卵形、方形、矩形或其他截面的圆柱体)的形式的电极基体。在这种情况下,大的细长条状物230有相当长的长度(例如,100毫米-200毫米的轴向长度),其直径比将建立在其上的相应的电极尖端的直径大许多倍(例如,细长条状物230可能有80毫米-160毫米的直径,而相应的电极尖端的直径可能是0.5毫米-6.0毫米,包括端值)。这种配置允许在单个的电极基体上建立许多电极尖端(即多对一的电极尖端对电极基体的制造过程)。在一个不同的例子中,步骤402可以提供一个电极基体,其形式为一个或多个大的、长的板或板条236,这些板或板条由镍基材料制成,如图21-22所示。每个大的、长的板或板条236可以有一个增材制造侧238,该增材制造侧238在至少一个维度上比将在其上形成的相应的电极尖端大许多倍。在图21-22中,显示了一个例子,其中每个增材制造侧238都是矩形条的形状,类似于长条状物190,其中宽度W与电极尖端的尺寸大致相同,长度L比电极尖端的尺寸大许多倍,高度H比电极尖端的尺寸大许多倍。这种配置也允许在一个单一的电极基体上建立许多电极尖端(即多对一的电极尖端对电极基体制造过程)。在另一个例子中,如图25-26所示,步骤402提供了一个电极基体,其形式是由镍基材料制成的多个小的、长形的棒或条242。条242显示为圆形截面形状,但这只是一种可能性,因为它们可以有卵形、方形、长方形或其他截面形状。在这个例子中,每个细长条状物242都有一个增材制造侧244,其大小与将在其上建造的电极尖端大致相同。这种配置允许在单个电极基体上建立单个电极尖端(即一对一的电极尖端与电极基体制造过程)。在上述每个例子中,电极基体的确切尺寸、形状和/或数量可能有所不同,然而,每个电极基体最初提供的形式是有一个长的轴向长度,随后可以被切片或切割成合适的长度,这与以前的实施方案不同——其中电极基体是以薄条或薄片的形式提供。
接下来,步骤404使用增材制造工艺,例如粉末床熔融工艺,在一个或多个电极基体上形成一个或多个电极尖端。为了简单起见,省略了对增材制造工艺的重复描述,但是,应该认识到,上述任何增材制造工艺、步骤、特征、方面等也适用于步骤404。根据图17-20所示的例子,可以在大的细长条状物230的增材制造侧232上形成许多由贵金属基材料制成的电极尖端250。熟练的工匠会明白,为了形成尽可能多的电极尖端,可以采用计算机生成的图案,以优化增材制造侧232的表面积(例如,可以在单个电极基体上形成几十个、几百个甚至几千个电极尖端,每个电极尖端的直径从0.5毫米-6.0毫米——包括端值,高度约为0.1毫米-0.5毫米)。在图21-24的例子中,可以在不同的长形板或板条236的增材制造侧238上形成或构建若干个贵金属基的电极尖端254。在图示的例子中,长形板236具有较小的宽度W,只能容纳一排电极尖端254,然而,可以使用具有较大宽度W的板,这样就可以并排形成两排、三排或甚至更多的电极尖端。另一方面,图25-27的例子在每个细长条状物242的增材制造侧244上通过增材制造建立或形成一个电极尖端258。电极尖端258的尺寸可以与下方的电极基体相同,也可以比电极基体略小,以显示一个小的唇或边缘,至少围绕电极尖端周边的一部分延伸。应该理解的是,在前面所有三个例子中——无论电极基体是以大的、长形的棒230或长形的板236的形式提供,或是以小的、长形的棒242的形式提供——电极基体被定位在增材制造夹具或构建工具中,使其直立或垂直,其增材制造侧朝上,以便它能被贵金属基的粉末的薄床覆盖。本领域技术人员将会理解,为了将电极基体定位/朝向成用于增材制造,夹具或构建工具需要一个或多个形状互补的凹部/腔室,其尺寸和形状设计成使得电极基体可以保持正确的朝向(例如,一大的圆柱形腔室,用于容纳大的长形的棒230并使其朝向直立位置;数个矩形平行六面体的腔室,其并排布置以用于容纳和保持数个长形的板236并使其朝向直立位置;数个薄的腔室或钻孔,小的长形的棒242可插入其中、由此暴露出其轴向上端部或增材制造侧)。如果在构建工具中设置了多个电极基体,例如在图21-24和图25-27中,那么最好是所有的增材制造侧都在一个共同的平面内对齐。步骤404在每个电极基体上逐层构建一个或多个电极尖。
在步骤406中,每个电极基体被切割和/或切片,以形成一个或多个电极尖端组件。切割或切片操作的性质取决于电极基体的性质。例如,在图17-20中,大量的电极尖端250是在一个大的、长形的棒230上形成的,步骤406需要在一定的轴向高度(例如,在0.1毫米-0.5毫米之间)处切开电极基体,这样就形成了一个电极切片组件260,如图19所示。然后,步骤406可以绕每个电极尖端250的周边进行切割,这样就创建了数个单独的电极尖端组件262,如图20所示。当电极基体264比电极尖端250稍大时,可绕电极尖端周边的至少一部分形成一个小的唇或凸缘266。如果细长条状物230相当大(例如,直径大于100毫米),可能很难在整个条上切出一个横截面切片并保持相对均匀的厚度。为了克服这一点,图21-24中的例子使用了一个或多个横截面比细长条状物230小的长形板236(因此,切割过程相对容易一些,可以更容易实现均匀的厚度)。在将每个长形板236切成电极条组件270之后,该过程可以绕每个电极尖端254进行切割,这样就产生了许多单独的电极尖端组件272,其中小的唇或凸缘276至少部分地围绕电极尖端254(例如,凸缘可延伸围绕所有的四个侧边,三个侧边,两个侧边,一个侧边,等等),见图24。对于图25-27所示的例子,它有许多较小的细长条状物242,步骤406只需要使用切片操作将电极条242切成合适的长度;它不需要单独的切割操作以围绕每个电极尖端的周边进行切割,因为电极基体282已经有预定的周边形状。如图27所示,将各电极棒242切开,就会形成多个电极尖端组件280。在前面的每个例子中,切片和/或切割操作可以使用水刀、激光、放电加工(EDM)和/或其他一些合适的技术来进行。然后,细长条状物230、长形板236和/或细长条状物242的剩余部分可以在随后的循环中使用,以创造新的电极尖端组件。也可以将切片和切割操作颠倒过来,使电极尖端的不同周边先被切割到一定的深度,然后再对电极基体进行切片。其他实施方案当然也是可能的。
应该注意,在步骤406之后,每个电极尖端组件262、272、280包括一个电极基体264、274、282,其焊接面(即下侧)286、288、290分别具有切割或切片的表面。焊接面的切割或切片表面一般可与零件的长晶粒结构垂直,并与制造面的表面不同。换句话说,细长条状物230、长形板236和细长条状物242的晶粒结构通常沿轴向或零件的伸长方向延伸,而焊接侧286、288、290的切割或切片表面大致与这种晶粒结构垂直。
回到图16的方法,步骤408将电极尖端组件附接到中心电极、接地电极或两者。这里可以使用以前描述的用于这种连接的任何方法和技术。应该理解的是,上述内容是对本发明的一个或多个优选示范性实施例的描述。本发明并不局限于此处披露的特定实施方案,而是仅由以下权利要求书来定义。此外,上述描述中包含的陈述与特定的实施方案有关,不应解释为对本发明的范围或对权利要求中使用的术语的定义的限制,除非某个术语或短语在上面有明确的定义。对于本领域的技术人员来说,各种其他的实施方案以及对所公开的实施方案的各种改变和修改将是显而易见的。所有这些其他的实施方案、变化和修改都是为了在所附权利要求的范围内。
在本说明书和权利要求书中,术语“例如”、“比如”、“譬如”和“等等”,以及动词“包括”、“具有”、“构成”及其他动词形式,当与一个或多个组件或其他项目的清单一起使用时,都应被解释为无限制,这意味着该清单不应视为排除其他、额外的组件或项目。其他术语应使用其最广泛的合理含义进行解释,除非它们在使用时需要有不同的解释。
- 二次电池用电极组件及二次电池用电极组件的制造方法
- 二次电池用电极组件及二次电池用电极组件的制造方法
- 电极组件、制造该电极组件的方法及二次电池和电池组
- 一种火花塞电极制造装置及其操作方法
- 膜电极组件的制造方法及制造装置
- 火花塞电极以及用于制造这种火花塞电极的方法和具有火花塞电极的火花塞
- 具有深熔焊缝的火花塞电极和具有火花塞电极的火花塞以及用于火花塞电极的制造方法