一种提升冷轧钢卷综合包装效率的控制方法
文献发布时间:2024-04-18 19:44:28
技术领域
本发明属于工艺优化技术领域,具体涉及一种提升冷轧钢卷综合包装效率的控制方法。
背景技术
随着前工序产能的不断释放,冷轧钢卷包装效率的提升成为重点攻关,单条包装生产线全自动包装铁皮机只有固定的4种宽度规格的外周板,实际产线上钢卷包装宽度跨度较大,外周板铁皮钢卷一旦投入铁皮机更换铁皮钢卷更是费时费力。
传统的冷轧钢卷包装生产智能物流与包装机组系统未单独的系统每月进行连接,智能物流只能根据产线对应物流通道内无目的的进行进行钢卷的满缺人工调配(即:当一侧物流通道内钢卷过多,另一侧较少则进行人工倒跨,从较多钢卷的智能物流通道倒运到较少的智能物流通道)更不能根据来料宽度信息进行自动倒跨分配相应规格的包装产线,包装产线上铁皮机未按照待包装计划钢卷的宽度进行外周板铁皮钢卷的灵活动更换,导致现场钢卷宽度跨度较大,62%已超出铁皮机宽度规格,故必须进行现场人工裁剪包装外周板,从而拉低总体包装效率,且生产过程中经常产生机械伤害等安全隐患。
因此,需要一种提升冷轧钢卷综合包装效率的控制方法。
发明内容
本发明的目的在于提供一种提升冷轧钢卷综合包装效率的控制方法。
本发明解决其技术问题所采用的技术方案是:一种提升冷轧钢卷综合包装效率的控制方法,包括以下步骤:
1)根据前工序生产宽度计划,调节铁皮机钢卷外周板宽度,使得钢卷外周板宽度形成一个宽度范围区间,前工序下料待包装钢卷信息与智能物流形成数据连接后,智能物流自动获取实时宽度信息,将来料的钢卷倒跨协调运输到符合外周板宽度范围区间的包装机组前物流通道;
2)前工序开始下料后,智能物流根据下料的宽度,下料宽度以各包装产线最窄外周板到最宽外周板为区间,开始分流前工序属于各区间宽度的钢卷进入包装产线相应区间宽度前的物流通道。
具体的是,所述调节钢卷外周板宽度后,3条包装产线共计12种宽度规格的外周板,形成3组外周板宽度范围区间,将3条包装机组的3组外周板宽度范围区间与智能物流形成数据连接。
本发明具有以下有益效果:本发明自动化程度高,高效方便,将三条包装产线铁皮机进行不同宽度规格的切换,以包装机组铁皮机外周板宽度范围为智能物流分配区间依据,利用智能物流调配相应宽度规格的包装钢卷流向各跨对应的外周板宽度范围包装产线,极大的提升了包装效率。
附图说明
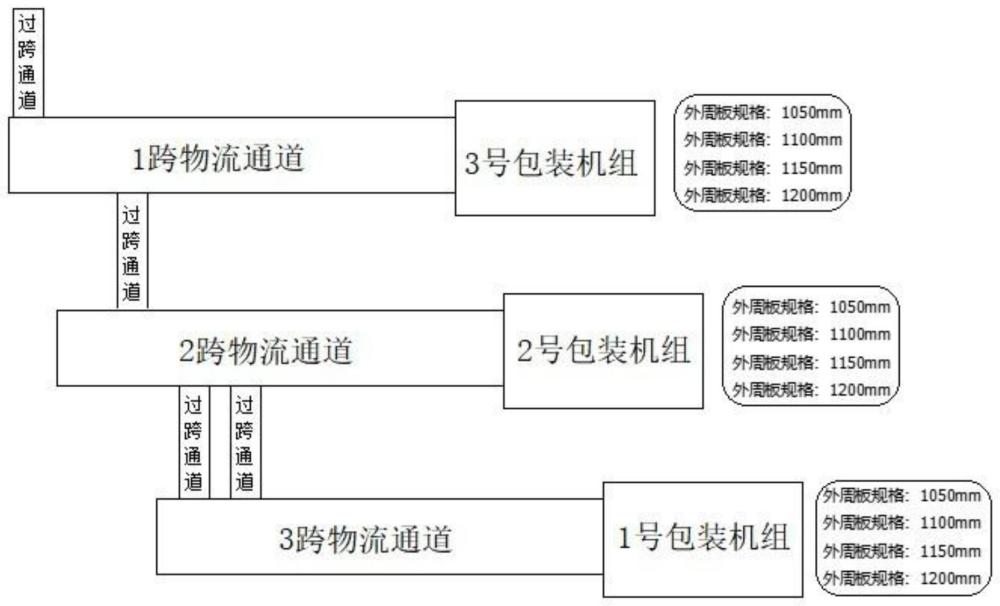
图1为智能物流系统协调同种宽度钢卷示意图。
图2为智能物流调配同种规格宽度钢卷流程图。
具体实施方式
现在结合附图对本发明作进一步详细的说明。
如图1所示,一种提升冷轧钢卷综合包装效率的控制方法,三条包装产线根据前工序生产宽度计划,将铁皮机进行不同宽度外周板卷调节,将钢卷外周板宽度形成一个宽度范围区间,包装机组铁皮机外周板规格调节完成后3条包装产线共计12种宽度规格的外周板,形成3组外周板范围区间,将3条包装机组的3组外周板区间与智能物流形成数据连接,前工序下料待包装钢卷信息与智能物流形成数据连接后,智能物流自动获取实时宽度信息,及时将来料待钢卷倒跨协调运输到外周板范围区间符合的包装机组前物流通道。
如图所示:前工序开始下料后,智能物流根据下料的宽度以各包装产线最窄外周板到最宽外周板为区间,开始分流前工序属于各区间宽度的钢卷进入包装产线相应区间宽度前的物流通道。即:某一产线下料的对应物流通道未有此种规格的外周板包装宽度,智能物流过跨小车自动倒跨至宽度规格区域相符的包装机组产线对应物流通道进行钢卷包装待生产。
本发明不局限于上述实施方式,任何人应得知在本发明的启示下作出的结构变化,凡是与本发明具有相同或相近的技术方案,均落入本发明的保护范围之内。
本发明未详细描述的技术、形状、构造部分均为公知技术。