一种多功能阀体加工夹具
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及阀体加工装置技术领域,具体涉及一种多功能阀体加工夹具。
背景技术
换向阀阀体传统的加工方法是使用平口钳装夹阀体,在加工阀体的过程中,发现平口钳装夹阀体的加工方法存在几个缺陷,第一,由于平口钳一次只能装夹一个阀体,每加工完成一个阀体都要进行清理铁屑等工作后才能装夹下一个阀体来继续生产,时间浪费大,工作效率低;第二,由于阀体上的安装孔和进回液孔是通孔,加工时需要将阀体钻通,稍有不慎,钻头的钻尖就会钻伤平口钳;第三,由于平口钳装夹时,阀体与平口钳是平面与平面接触,阀体有毛刺或碰伤都会影响装夹精度,位置度就会超差;针对上述几种缺陷,我们设计制作了这种工装,有效的解决了上述问题。
发明内容
本发明提供一种多功能阀体加工夹具,加工效率高,提高装夹精度。
本发明的技术方案是:一种多功能阀体加工夹具,包括底板、定位销、夹装锁紧机构,所述定位销均匀设置在底板上方将底板的上表面均匀分隔成多个阀体安装空间,所述阀体设置在阀体安装空间内,所述夹装锁紧机构设置在两个阀体安装空间之间,定位固定相邻两个阀体。
方案进一步地,所述夹装锁紧机构包括垫块、推块、楔形块、弹簧、锁紧螺杆,所述垫块、推块分别依次沿远离阀体位置设置,所述楔形块设置在相对设置的两个推块之间,相邻两个所述推块侧面连接有弹簧,所述楔形块中心贯通设有螺孔,所述螺孔上安装有锁紧螺杆,通过锁紧螺杆的松紧调节推块位置,从而调节阀体的位置。
方案进一步地,所述底板的上面设置与螺孔尺寸一致的安装孔。
方案进一步地,所述推块的侧面设有弹簧固定件。
方案进一步地,所述弹簧固定件为T型结构,所述弹簧挂设在弹簧固定件上。
方案进一步地,所述阀体的底部设有支撑块。
方案进一步地,所述底板的上表面和支撑块上设有多个对应的安装螺孔,所述安装螺孔上穿过固定螺栓将支撑块固定在底板的上方。
方案进一步地,所述底板的上表面设有多个安装槽,所述支撑块嵌设在安装槽内,所述支撑块露出底板上表面的高度为10mm。
方案进一步地,所述定位销为Φ25f9的圆柱型定位销。
本发明的优点是:本发明结构简单,设计合理,一次可夹装多个阀体,在加工时仅需拧紧或者拧松锁紧螺杆,降低了操作的难度和工作量,提供了整体加工的工作效率;本发明可适用于多种规格阀体的加工,增加了其适用范围,降低了施工成本,尤其是对于专业生产液压阀产品的机械加工车间,要加工的阀体数量巨大,规格不同,普适性更强;本发明能够提高装夹的精度和加工的质量。
附图说明
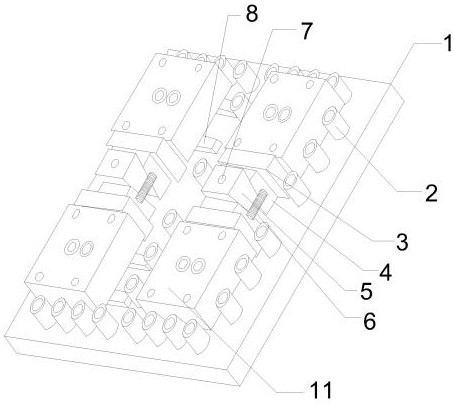
图1是本发明一种多功能阀体加工夹具的结构示意图;
图2是本发明一种多功能阀体加工夹具的锁紧螺杆工作示意图;
图3是本发明一种多功能阀体加工夹具的加工时示意图;
其中:1、底板,2、定位销,3、垫块,4、推块,5、楔形块,6、弹簧,7、螺孔,8、支撑块,9、锁紧螺杆,10、弹簧固定件,11、阀体,12、钻头。
具体实施方式
下面结合附图对本发明做清楚完整的描述,以使本领域的技术人员在不需要作出创造性劳动的条件下,能够充分实施本发明。
本发明的具体实施方式是:如图1-3所示,一种多功能阀体加工夹具,包括底板1、定位销2、夹装锁紧机构,所述定位销1均匀设置在底板1上方将底板1的上表面均匀分隔成多个阀体安装空间,所述阀体11设置在阀体安装空间内,所述夹装锁紧机构设置在两个阀体安装空间之间,定位固定相邻两个阀体11。
本发明进一步地,所述夹装锁紧机构包括垫块3、推块4、楔形块5、弹簧6、锁紧螺杆9,所述垫块3、推块4分别依次沿远离阀体11位置设置,所述楔形块5设置在相对设置的两个推块4之间,相邻两个所述推块4侧面连接有弹簧6,所述楔形块5中心贯通设有螺孔7,所述螺孔7上安装有锁紧螺杆9,通过锁紧螺杆9的松紧调节推块4位置,从而调节阀体11的位置。
本发明进一步地,所述底板1的上面设置与螺孔7尺寸一致的安装孔,增加锁紧螺杆9移动范围。
本发明进一步地,所述推块4的侧面设有弹簧固定件10。
本发明进一步地,所述弹簧固定件10为T型结构,所述弹簧6挂设在弹簧固定件10上。
本发明进一步地,所述阀体11的底部设有支撑块8,所述支撑块8的厚度为10mm,使阀体11上利用钻头12钻孔时,钻头12的底面与底板1有10mm的间隙,钻头12既能完全钻通阀体11同时又不伤到工装底板1上表面,同时也减少了钻头12的磨损或损坏,等高支撑块8的位置设计避开了过液孔和安装孔,所以钻头12钻通阀体11时也不会伤到等高支撑块8,其次,通过移动支撑块8的位置,即使阀体11不同孔位置不同,也可以进行加工,提高了适用范围。
本发明进一步地,所述底板1的上表面和支撑块8上设有多个对应的安装螺孔,所述安装螺孔上穿过固定螺栓将支撑块8固定在底板1的上方。
本发明进一步地,所述底板1的上表面设有多个安装槽,所述支撑块8嵌设在安装槽内,所述支撑块8露出底板1上表面的高度为10mm。
本发明进一步地,所述定位销2为Φ25f9的圆柱型定位销,它与阀体11的接触的部分是一条线,并非平口钳那样是平面接触,这样就保证了即使阀体11有毛刺或碰伤,只要毛刺或碰伤的变形不在于定位销2接触的线上,就不会影响装夹精度,从而提高了产品整体质量。
本发明的工作过程是:使用时一次装夹4个阀体11,先把4个阀体11从中间向四边推紧靠实定位销2,阀体11放置好以后顺时针扭动两个楔形块5上的锁紧螺杆9,所述锁紧螺杆9拉动楔形块5向下运动,斜面的水平推力推动推块4向两边运动,同时锁紧四块阀体11,利用钻头12进行加工,加工完成后,逆时针松开楔形块5上的锁紧螺杆9,装在推块4上的弹簧6收缩,楔形块5上升进而快速完成拆卸,整个过程四块阀体11的装夹拆卸仅需要操作两个锁紧螺杆9,相比以前用平口钳装夹,综合效率提高20%以上。
本发明适用于多尺寸规格的阀体11钻孔加工,在产品长度方向,楔形块5下降的深浅可以调节推块4的水平运动距离,再加上调节垫块3的薄厚,让阀体11在外形长度方向有很广的范围,在宽度方向,最大可以装夹180mm。
以上对本发明的较佳实施例进行了描述,需要指出的是,本发明并不局限于上述特定实施方式,其中未尽详细描述的设备和结构应该理解为用本领域中的普通方式予以实施;任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。