一种全智能条形光源外观检测设备
文献发布时间:2023-06-19 09:36:59
技术领域
本发明涉及石墨技术领域,尤其涉及一种全智能条形光源外观检测设备。
背景技术
外观检测系统主要用于快速识别样品的外观缺陷,如凹坑、裂纹、翘曲、缝隙、污渍、沙粒、毛刺、气泡、颜色不均匀等,被检测样品可以是透明体也可以是不透明体,随着计算机技术以及光、机、电等技术的深度配合,外观检测设备也具备了快速、准确的检测特点。
现有的外观检测有的依靠人工检测方式,靠人工手动翻动和目检方式,这种检测方式检测速度慢,工人操作强度大,同时还存在一定的不可靠性:质检员的经验是质检是否通过的关键因素,所以质检员的能力水平直接影响到产品的检测结果,对于质检员缺少经验或是疏忽大意,容易出现失误,产品检测精度低。
发明内容
本发明提出的一种全智能条形光源外观检测设备,解决了设备检测速度慢,操作强度大,产品检测精度低,自动化程度低,工作效率差的问题。
为了实现上述目的,本发明采用了如下技术方案:
一种全智能条形光源外观检测设备,包括机架,所述机架的上表面中间位置安装有DD马达等分机构,所述DD马达等分机构包括有DD旋转马达,所述DD旋转马达的输出端安装有圆盘,所述圆盘的中间位置安装有旋转气滑环,所述圆盘的侧壁均匀设置有多个产品定位工装板,所述机架的上表面安装有扫码定位机构,所述扫码定位机构的左上侧设置有机器人上料机构,所述机器人上料机构的右上侧设置有面阵缺陷检测机构,所述面阵缺陷检测机构的右上侧设置有面阵轮廓尺寸检测机构,所述面阵轮廓尺寸检测机构的右侧设置有线扫外观检测机构,所述线扫外观检测机构的一侧设置有产品翻转机构,所述产品翻转机构的一侧设置有机器人下料机构,所述机器人下料机构的一侧设置有转盘中转机构。
优选的,所述扫码定位机构具体包括有调节安装座和安装板,所述安装板的上方设置有光源圈,所述安装板的下表面安装有CDD相机,所述CDD相机的一侧设置有手动调节模组;机器人上料机构从外界对接设备取料,将产品移动到CDD相机上方,CDD相机对产品进行读码和定位。
优选的,所述机器人上料机构和机器人下料机构均包括有与机架连接的底座,所述底座的上方设置有四轴机器人主体,所述四轴机器人主体的下表面安装有横板,所述横板的下表面设置有上下气缸,所述上下气缸的下端设置有方板,所述方板的下表面设置有无痕吸盘;机器人上料机构上的四轴机器人主体负责从外界对接设备上取料,将产品移动到CDD相机上方,CDD相机对产品进行读码和定位,之后将产品再放入到产品定位工装板内部,四轴机器人主体从翻转机构上取料,分别两次取料,取料两片够一次放入到转盘中转机构的中转夹具内部。
优选的,所述面阵缺陷检测机构、面阵轮廓尺寸检测机构和线扫外观检测机构均包括有高度安装支架、底板、相机镜头、光源安装架、安装架、移动模组和伺服电机,面阵缺陷检测机构主要检测产品的缺点凸点、凹坑、划伤等,伺服电机驱动移动模组移动,对检测产品分上下两部分检测,光源安装架此处为条纹光安装架,可适应条纹光不同角度的安装,且能满足正负五度的调节,实用性强,面阵轮廓尺寸检测机构主要对产品进行全尺寸测量,具体采用两个高像素相机对产品进行分段测量,线扫外观检测机构中的伺服电机驱动移动模组移动,移动过程中对产品进行不断拍照,通过移动拍照组合成一张完整照片,如果产品存在外观缺陷,能够在照片中通过算法体现。
优选的,所述产品翻转机构包括有下安装板,所述下安装板的一侧安装有调节气缸,所述下安装板的侧壁安装有旋转气缸安装板,所述旋转气缸安装板的侧壁安装有旋转气缸,所述旋转气缸安装板的左侧安装有双面真空腔安装板,所述双面真空腔安装板的侧壁设置有连接吸盘;通过调节气缸向下移动到产品上方,吸附产品后向上移动,旋转气缸旋转度,四轴机器人主体对接下料,由于真空吸附采用双面真空腔安装吸盘,四轴机器人主体取走产品后,能直接向下再吸附产品,不用翻转180度,节省了翻转吸附时间,工作时间缩短。
优选的,所述转盘中转机构的一侧设置有不良品下料机构和不良品料仓,所述不良品料仓设置在转盘中转机构的一侧,所述转盘中转机构包括有固定座,所述固定座的侧壁安装有转动气缸,所述固定座的上表面连接有中转夹具,所述中转夹具的上方放置有产品主体;四轴机器人主体从翻转机构上取料,放入到转盘中转机构的中转夹具内,中转上四个夹具位,两个夹具放料,另外一边两个夹具物料下料导摆盘机摆盘,依次循环作用。
优选的,所述不良品下料机构包括有取料手柄、前后取料气缸和上下取料气缸;检测的不合格产品,流入到不良品取料位,上下取料气缸移动取料,取好料后前后取料气缸移动摆放到不良品料仓内,如果是不同种类的不良品,不良品下料机构内部的移动模组移动匹配相应的不良品料仓。
与现有技术相比,本发明的有益效果是:
1、本发明中,本发明采用扫码定位机构、机器人上料机构、面阵缺陷检测机构、面阵轮廓尺寸检测机构、线扫外观检测机构、产品翻转机构、机器人下料机构、转盘中转机构、不良品下料机构和DD马达等分机构完成高效快速自动化检测,检测速度快,操作强度小,工作效率高。
2、本发明中,DD马达等分机构作为产品移动的主要载体,旋转气滑环对个产品定位工装板独立供应负压,保证产品定位工装板在旋转和工作检查时吸附住产品,同时旋转动力采用DD旋转马达,重复定位更加精准,没有快速启停造成对产品的相对位移,有利于产品的高精度检测,检测精度高。
3、本发明中,通过依次采用面阵缺陷检测机构、面阵轮廓尺寸检测机构和线扫外观检测机构的检测,检测产品的缺点凸点、凹坑、划伤等,对产品进行全尺寸测量,移动过程中对产品进行不断拍照,通过移动拍照组合成一张完整照片,如果产品存在外观缺陷,能够在照片中通过算法体现,更加全面的检测外观,检测结果可靠。
附图说明
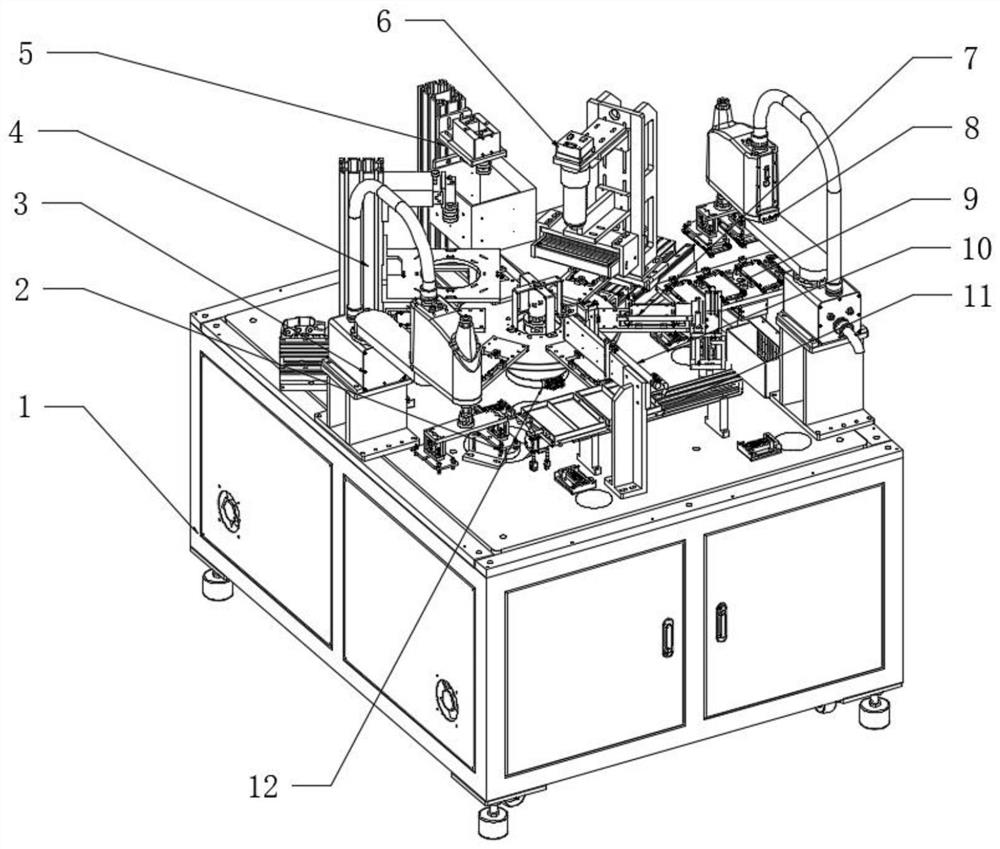
图1为本发明提出的一种全智能条形光源外观检测设备的整体结构示意图;
图2为本发明提出的一种全智能条形光源外观检测设备的扫码定位机构的立体图;
图3为本发明提出的一种全智能条形光源外观检测设备的机器人上料机构的立体图;
图4为本发明提出的一种全智能条形光源外观检测设备的面阵缺陷检测机构的立体图;
图5为本发明提出的一种全智能条形光源外观检测设备的面阵轮廓尺寸检测机构的立体图;
图6为本发明提出的一种全智能条形光源外观检测设备的线扫外观检测机构的立体图;
图7为本发明提出的一种全智能条形光源外观检测设备的产品翻转机构的立体图;
图8为本发明提出的一种全智能条形光源外观检测设备的机器人下料机构的立体图;
图9为本发明提出的一种全智能条形光源外观检测设备的转盘中转机构的立体图;
图10为本发明提出的一种全智能条形光源外观检测设备的不良品下料机构的立体图;
图11为本发明提出的一种全智能条形光源外观检测设备的DD马达等分机构的立体图。
图中:1机架、2扫码定位机构、21手动调节模组、22CDD相机、23调节安装座、24光源圈、25安装板、3机器人上料机构、4面阵缺陷检测机构、5面阵轮廓尺寸检测机构、6线扫外观检测机构、7产品翻转机构、71调节气缸、72旋转气缸安装板、73连接吸盘、74双面真空腔安装板、75旋转气缸、76下安装板、8机器人下料机构、9转盘中转机构、10不良品下料机构、11不良品料仓、12DD马达等分机构、13DD旋转马达、14圆盘、15产品定位工装板、16旋转气滑环。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
参照图1-10,一种全智能条形光源外观检测设备,包括机架1,机架1的上表面中间位置安装有DD马达等分机构12,DD马达等分机构12包括有DD旋转马达13,DD旋转马达13的输出端安装有圆盘14,圆盘14的中间位置安装有旋转气滑环16,圆盘14的侧壁均匀设置有多个产品定位工装板15,机架1的上表面安装有扫码定位机构2,扫码定位机构2的左上侧设置有机器人上料机构3,机器人上料机构3的右上侧设置有面阵缺陷检测机构4,面阵缺陷检测机构4的右上侧设置有面阵轮廓尺寸检测机构5,面阵轮廓尺寸检测机构5的右侧设置有线扫外观检测机构6,线扫外观检测机构6的一侧设置有产品翻转机构7,产品翻转机构7的一侧设置有机器人下料机构8,机器人下料机构8的一侧设置有转盘中转机构9。
扫码定位机构2具体包括有调节安装座23和安装板25,安装板25的上方设置有光源圈24,安装板25的下表面安装有CDD相机22,CDD相机22的一侧设置有手动调节模组21;机器人上料机构3从外界对接设备取料,将产品移动到CDD相机22上方,CDD相机22对产品进行读码和定位。
机器人上料机构3和机器人下料机构8均包括有与机架1连接的底座,底座的上方设置有四轴机器人主体,四轴机器人主体的下表面安装有横板,横板的下表面设置有上下气缸,上下气缸的下端设置有方板,方板的下表面设置有无痕吸盘;机器人上料机构3上的四轴机器人主体负责从外界对接设备上取料,将产品移动到CDD相机22上方,CDD相机22对产品进行读码和定位,之后将产品再放入到产品定位工装板15内部,四轴机器人主体从翻转机构7上取料,分别两次取料,取料两片够一次放入到转盘中转机构9的中转夹具内部。
面阵缺陷检测机构4、面阵轮廓尺寸检测机构5和线扫外观检测机构6均包括有高度安装支架、底板、相机镜头、光源安装架、安装架、移动模组和伺服电机,面阵缺陷检测机构4主要检测产品的缺点凸点、凹坑、划伤等,伺服电机驱动移动模组移动,对检测产品分上下两部分检测,光源安装架此处为条纹光安装架,可适应条纹光不同角度的安装,且能满足正负五度的调节,实用性强,面阵轮廓尺寸检测机构5主要对产品进行全尺寸测量,具体采用两个高像素相机对产品进行分段测量,线扫外观检测机构6中的伺服电机驱动移动模组移动,移动过程中对产品进行不断拍照,通过移动拍照组合成一张完整照片,如果产品存在外观缺陷,能够在照片中通过算法体现。
产品翻转机构7包括有下安装板76,下安装板76的一侧安装有调节气缸71,下安装板76的侧壁安装有旋转气缸安装板72,旋转气缸安装板72的侧壁安装有旋转气缸75,旋转气缸安装板72的左侧安装有双面真空腔安装板74,双面真空腔安装板74的侧壁设置有连接吸盘73;通过调节气缸71向下移动到产品上方,吸附产品后向上移动,旋转气缸75旋转180度,四轴机器人主体对接下料,由于真空吸附采用双面真空腔安装吸盘,四轴机器人主体取走产品后,能直接向下再吸附产品,不用翻转180度,节省了翻转吸附时间,工作时间缩短。
转盘中转机构9的一侧设置有不良品下料机构10和不良品料仓11,不良品料仓11设置在转盘中转机构9的一侧,转盘中转机构9包括有固定座,固定座的侧壁安装有转动气缸,固定座的上表面连接有中转夹具,中转夹具的上方放置有产品主体;四轴机器人主体从翻转机构7上取料,放入到转盘中转机构9的中转夹具内,中转上四个夹具位,两个夹具放料,另外一边两个夹具物料下料导摆盘机摆盘,依次循环作用。
不良品下料机构10包括有取料手柄、前后取料气缸和上下取料气缸;检测的不合格产品,流入到不良品取料位,上下取料气缸移动取料,取好料后前后取料气缸移动摆放到不良品料仓11内,如果是不同种类的不良品,不良品下料机构10内部的移动模组移动匹配相应的不良品料仓11。
工作原理:本设备的使用过程为:机器人上料机构3上的四轴机器人主体负责从外界对接设备上取料,将产品移动到CDD相机22上方,CDD相机22对产品进行读码和定位,之后将产品再放入到产品定位工装板15内部,DD马达等分机构12作为产品移动的主要载体,旋转气滑环16对6个产品定位工装板15独立供应负压,保证产品定位工装板15在旋转和工作检查时吸附住产品,同时旋转动力采用DD旋转马达13,重复定位更加精准,没有快速启停造成对产品的相对位移,有利于产品的高精度检测,检测速度快,操作强度小,工作效率高,产品检测精度高,放入到产品定位工装板15内部的产品依次面对面阵缺陷检测机构4、面阵轮廓尺寸检测机构5和线扫外观检测机构6的检测,面阵缺陷检测机构4主要检测产品的缺点凸点、凹坑、划伤等,伺服电机驱动移动模组移动,对检测产品分上下两部分检测,光源安装架此处为条纹光安装架,可适应条纹光不同角度的安装,且能满足正负五度的调节,实用性强,面阵轮廓尺寸检测机构5主要对产品进行全尺寸测量,具体采用两个高像素相机对产品进行分段测量,线扫外观检测机构6中的伺服电机驱动移动模组移动,移动过程中对产品进行不断拍照,通过移动拍照组合成一张完整照片,如果产品存在外观缺陷,能够在照片中通过算法体现,检测完成后,通过调节气缸71向下移动到产品上方,吸附合格产品后向上移动,旋转气缸75旋转180度,四轴机器人主体对接翻转机构7下料,分别两次取料,取料两片够一次放入到转盘中转机构9的中转夹具内部,翻转机构7由于真空吸附采用双面真空腔安装吸盘,四轴机器人主体取走合格产品后,能直接向下再吸附产品,不用翻转180度,节省了翻转吸附时间,工作时间缩短,转盘中转机构9的中转上有四个夹具位,两个夹具放料,另外一边两个夹具物料下料导摆盘机摆盘,依次循环作用,完成整个工作过程,检测的不合格产品,流入到不良品取料位,上下取料气缸移动取料,取好料后前后取料气缸移动摆放到不良品料仓11内,如果是不同种类的不良品,不良品下料机构10内部的移动模组移动匹配相应的不良品料仓11。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种全智能条形光源外观检测设备
- 一种全智能条形光源外观检测设备