一种用于连杆轴圈的激光喷丸复合滚压强化装置及其方法
文献发布时间:2023-06-19 10:33:45
技术领域
本发明涉及一种发动机零件,更确切地说,是一种用于连杆轴圈的激光喷丸复合滚压强化装置及其方法。
背景技术
发动机的连杆体由连杆小头、连杆大头和连杆杆身这三部分构成,与活塞销连接的部分称连杆小头,并将活塞所受作用力传给曲轴,与曲轴连接的部分称连杆大头,将活塞的往复运动转变为曲轴的旋转运动。连接小头与大头的杆部称连杆杆身。连杆要求轴圈有足够的刚性和韧性,其表面质量直接影响与曲轴连接的密封性和稳定性。在加工连杆轴圈时,除了降低表面粗糙度以外,提升轴圈的表面硬度和表层残余压应力可以增强轴圈的耐磨性及耐腐蚀性,从而提高整个连杆的服役寿命和可靠性。
目前,连杆轴圈表面的硬化工艺主要有感应加热表面淬火、气体软氮化处理感应、抛丸强化、滚压强化及激光喷丸强化等。其中感应加热表面淬火可以使连杆轴圈的表面硬度高,而且淬硬层深度易于控制,淬火操作容易实现机械化和自动化,使用简便、劳动条件好,但存在接触强度,接触疲劳寿命都不足的缺点,并且只适用于外形简单的零件,不适合形状复杂的零件。气体软氮化后的曲轴具有致密的相,因此具有较高的耐磨性,且表层化合物具有减磨作用。氮化层具有残余应力,且氮原子的渗入阻碍了位错运动,防止了疲劳裂纹的产生和扩散,使疲劳强度得以提高,但对工艺和操作要求较高,且成本较高,不适合对连杆轴圈表面进行强化处理。中国专利公开了一种激光喷丸复合滚压强化表面改性的方法及装置,提出了结合滚压强化和激光喷丸的增益效果,可获得较好的表面强化质量和均匀的残余应力分布,但由于专利中滚压轮体积大,较为适合强化大面积规则块状或板状金属材料,无法实现连杆轴圈内表面或其他不规则复杂曲面的精准强化。中国专利公开了一种回转体的激光喷丸复合滚压强化的装置及其方法装置,喷丸复合滚压可以使得铸件获得良好的表面性能,这种装置中是用来加工工件的外表面,对于连杆轴圈等工件的内表面不能进行有效和精准加工。
发明内容
本发明主要是解决现有技术所存在的技术问题,从而提供一种用于连杆轴圈的激光喷丸复合滚压强化装置及其方法。
本发明的上述技术问题主要是通过下述技术方案得以解决的:
一种用于连杆轴圈的激光喷丸复合滚压强化装置,包含一激光发射器、一复合滚压轴、一液压系统、一数控平台和一控制系统,
所述的数控平台上设有一旋转电机,所述的复合滚压轴装夹与所述的旋转电机上,所述的数控平台上设有一进给电机,所述的进给电机上设有一用于安装工件的夹具体。
作为本发明较佳的实施例,所述的复合滚压轴包含一轴棒和一滚压头,所述的轴棒的一端伸入所述的旋转电机内,所述的轴棒的另一端与所述的滚压头相连接,所述的滚压头的左端侧壁上设有一滚压珠,所述的滚压珠抵住一连杆轴圈,所述的滚压头的右端设有一光路套筒,所述的光路套筒通过一卡扣安装有一圆锥全反镜,所述的圆锥全反镜的反射光束通过所述的滚压头形成一环形激光带,所述的环形激光带对所述的连杆轴圈的局部进行激光喷丸强化,
所述的液压系统为所述的复合滚压轴提供动力,且所述的液压系统包含一油缸、一油管和一活塞顶杆,所述的油缸通过一螺栓连接于所述的复合滚压轴的上方,所述的活塞顶杆的一端伸入所述的油缸的内部,所述的活塞顶杆的另一端伸出并与一压力传感器相接触,
所述的控制系统包含一电气控制箱和一计算机,所述的电气控制箱接收所述的压力传感器的电信号,并将电信号传递给所述的计算机,所述的计算机控制所述的激光发射器、复合滚压轴、液压系统、旋转电机和进给电机协同工作。
作为本发明较佳的实施例,所述的压力传感器设置在所述的滚压珠与活塞顶杆之间,且所述的压力传感器用于测量连杆轴圈受到的滚压力,所述的控制系统读取所述的压力传感器的值,且控制所述的液压系统输出的推力。。
作为优选,所述的用于连杆轴圈的激光喷丸复合滚压强化装置还包含一喷淋系统,所述的喷淋系统安装在所述的数控平台上,用于将水帘喷射在所述的连杆轴圈的待加工表面。
作为优选,所述的滚压珠与连杆轴圈的接触部位材料为Cr12MoV,所述的滚压珠材料的硬度为58-60HRC。
一种利用如前述的用于连杆轴圈的激光喷丸复合滚压强化装置对连杆轴圈进行加工的方法,包含步骤:
步骤S1、将所述的复合滚压轴的一端用所述的旋转电机夹紧,然后将所述的连杆轴圈的表面打磨抛光处理并涂覆黑漆,将所述的连杆轴圈安装到所述的夹具体上,;
步骤S2、调整所述的连杆轴圈的中心线与所述的复合滚压轴的旋转中心线在一条水平线上,夹紧所述的夹具体,所述夹具体带动所述的连杆轴圈沿Z轴方向移动;
步骤S3、所述的控制系统为所述的活塞顶杆提供动力,所述的活塞顶杆推动滚压珠,对所述的连杆轴圈施加预设压力载荷;
步骤S4、所述的控制系统控制所述的激光发射器并产生激光束,所述的激光束通过光路和一聚光镜后,聚焦在所述的连杆轴圈内表面上;
步骤S5、通过所述的控制系统启动所述的旋转电机,使得所述的旋转电机沿Z轴方向旋转,同时,通过所述的控制系统启动一工件平移电机,控制阶梯轴带动所述的连杆轴圈沿Z轴方向平移;
步骤S6、所述的激光发射器发出激光束,通过所述的复合滚压轴内部的圆锥全反镜与聚焦镜,对连杆轴圈表面激光喷丸强化表面改性;
步骤S7、关闭所述的激光发射器,旋转主轴停转,取出工件,清理所述的连杆轴圈上的残留的黑漆。
本发明的用于连杆轴圈的激光喷丸复合滚压强化装置及其方法具有以下优点:
1、本发明采用复合滚压轴沿Z轴旋转配合滚压头沿Z轴进给,两种旋转轨迹形成一个圆形曲面,使滚压珠能够对轴圈进行滚压,通过调整滚压头内压力大小以获得所需滚压载荷,通过激光器与光路输送部分实现激光喷丸强化工艺,从而精确地完成连杆轴圈的复合表面强化。
2、本发明在连杆轴圈上先进行全面的滚压强化,使连杆轴圈具有较大的硬化层,后对连杆轴圈进行局部的激光喷丸强化工艺,结合了激光喷丸和滚压强化的增益效果,可获得更大、更均匀的表面硬度和表层残余压应力,以及更深的残余压应力影响层深度。激光喷丸工艺残留的低凹波谷,还具有储油功能,在工件服役期间能够进行润滑和冷却。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
图1为本发明的用于连杆轴圈的激光喷丸复合滚压强化装置的结构示意图;
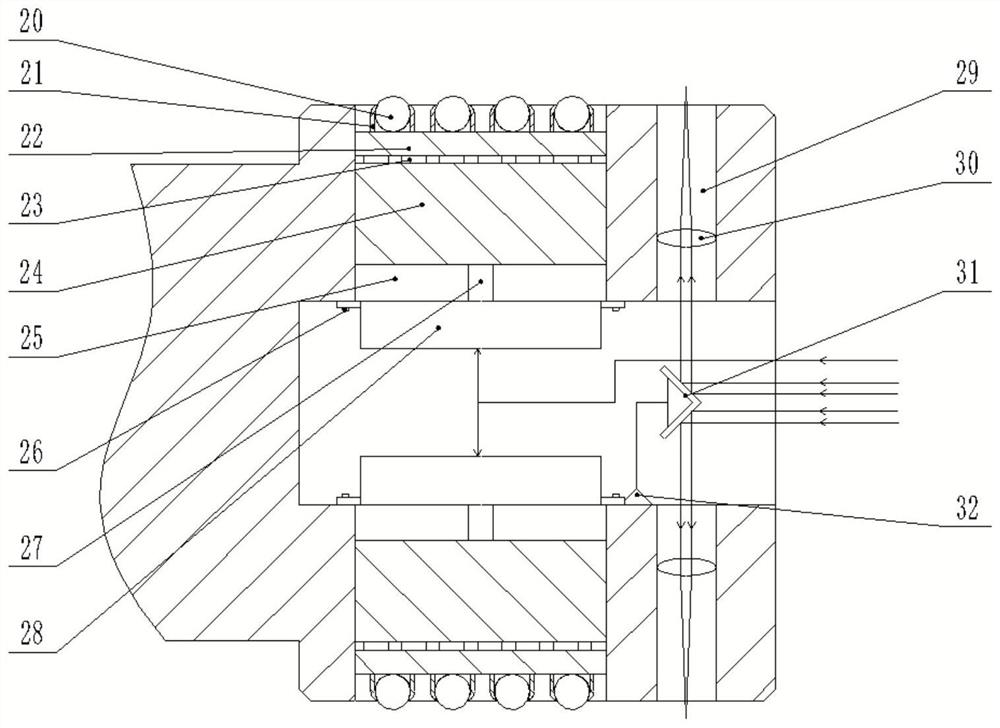
图2为图1中的强化装置的剖面结构示意图;
图3为图1中的强化装置的剖面结构示意图。
具体实施方式
下面结合附图对本发明的优选实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
如图1至图3所示,该用于连杆轴圈的激光喷丸复合滚压强化装置,包含一激光发射器14、一复合滚压轴、一液压系统、一数控平台1和一控制系统。
该数控平台1上设有一旋转电机7,该复合滚压轴装夹与该旋转电机7上,该数控平台1上设有一进给电机4,该进给电机4上设有一用于安装工件的夹具体3。
该复合滚压轴包含一轴棒8和一滚压头9,该轴棒8的一端伸入该旋转电机7内,该轴棒8的另一端与该滚压头9相连接,该滚压头9的左端侧壁上设有一滚压珠20,该滚压珠20抵住一连杆轴圈10,该滚压头9的右端设有一光路套筒29,该光路套筒29通过一卡扣32安装有一圆锥全反镜31,该圆锥全反镜31的反射光束12通过该滚压头9形成一环形激光带,该环形激光带对该连杆轴圈10的局部进行激光喷丸强化。
该液压系统为该复合滚压轴提供动力,且该液压系统包含一油缸28、一油管11和一活塞顶杆27,该油缸28通过一螺栓26连接于该复合滚压轴的上方,该活塞顶杆27的一端伸入该油缸28的内部,该活塞顶杆27的另一端伸出并与一压力传感器23相接触。
该控制系统包含一电气控制箱6和一计算机5,该电气控制箱6接收该压力传感器23的电信号,并将电信号传递给该计算机5,该计算机5控制该激光发射器14、复合滚压轴、液压系统、旋转电机7和进给电机4协同工作。
该压力传感器23设置在该滚压珠20与活塞顶杆27之间,且该压力传感器23用于测量连杆轴圈10受到的滚压力,该控制系统读取该压力传感器23的值,且控制该液压系统输出的推力。
该用于连杆轴圈的激光喷丸复合滚压强化装置还包含一喷淋系统2,该喷淋系统1安装在该数控平台1上,用于将水帘喷射在该连杆轴圈10的待加工表面。
该滚压珠20与连杆轴圈10的接触部位材料为Cr12MoV,该滚压珠20材料的硬度为58-60HRC。
下面介绍该强化装置对连杆轴圈进行加工的方法,包含步骤:
步骤S1、将该复合滚压轴的一端用该旋转电机7夹紧,然后将该连杆轴圈10的表面打磨抛光处理并涂覆黑漆15,黑漆15的厚度为50-80μm,然后进行风干处理,最后将该连杆轴圈10安装到该夹具体3上,;
步骤S2、调整该连杆轴圈10的中心线与该复合滚压轴的旋转中心线在一条水平线上,夹紧该夹具体3,所述夹具体3带动该连杆轴圈10沿Z轴方向移动;
步骤S3、该控制系统为该活塞顶杆27提供动力,该活塞顶杆27推动滚压珠20,对该连杆轴圈10施加预设压力载荷;
步骤S4、该控制系统控制该激光发射器14并产生激光束12,该激光束12通过光路和一聚光镜30后,聚焦在该连杆轴圈10内表面上。需要说明的是,通过计算机5设定激光喷丸参数,编译程序控制激光器、复合滚压轴、液压系统、旋转电机7和工件进给电机4协同工作,并记录此时压力传感器23电流信号,激光参数中的激光束功率密度为2~10GW/cm2,光斑直径为1~3mm,搭接率为25~50%;
步骤S5、通过该控制系统启动该旋转电机7,使得该旋转电机7以1~2cm/s的速率沿Z轴方向旋转,同时,通过该控制系统启动一工件平移电机,控制阶梯轴带动该连杆轴圈10以1~2cm/s的速率沿Z轴方向平移;
步骤S6、该激光发射器14发出激光束12,通过该复合滚压轴内部的圆锥全反镜31与聚焦镜30,对连杆轴圈表面激光喷丸强化表面改性;
步骤S7、关闭该激光发射器14,旋转主轴停转,取出工件,清理该连杆轴圈10上的残留的黑漆15。整个过程简单高效,可提高连杆轴圈表面硬度,获得较大的硬化层,有效降低表面粗糙值,同时获得较优的表层残余压应力分布。
本强化装置采用复合滚压轴沿Z轴旋转配合滚压头沿Z轴进给,两种旋转轨迹形成一个圆形曲面,使滚压珠能够对轴圈进行滚压,通过调整滚压头内压力大小以获得所需滚压载荷,通过激光器与光路输送部分实现激光喷丸强化工艺,从而精确地完成连杆轴圈的复合表面强化。
本强化装置在连杆轴圈上先进行全面的滚压强化,使连杆轴圈具有较大的硬化层,后对连杆轴圈进行局部的激光喷丸强化工艺,结合了激光喷丸和滚压强化的增益效果,可获得更大、更均匀的表面硬度和表层残余压应力,以及更深的残余压应力影响层深度。激光喷丸工艺残留的低凹波谷,还具有储油功能,在工件服役期间能够进行润滑和冷却。
不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书所限定的保护范围为准。
- 一种用于连杆轴圈的激光喷丸复合滚压强化装置及其方法
- 一种用于连杆轴圈的激光喷丸复合滚压强化装置