用于圆环链焊接去刺的设备及方法
文献发布时间:2023-06-19 10:40:10
技术领域
本发明属于机械加工技术领域,具体涉及一种用于圆环链焊接去刺的设备及方法。
背景技术
圆环链是一种煤矿刮板机设备是运输元件,与刮板共同组成运输装置,近几年随着采煤工作面不断增长,工作面单班出煤量越来越大,要求运输设备的运输量也不断增大,圆环链的规格也相应增大。
圆环链是由圆形棒料编制而成的圆环,以“十”字连接而成的长形链条,单环采用焊接成型,就国际国内现有的工艺来说,主要有热编热焊、热编冷焊两种方式,两种方式均采用闪光对焊,焊接后形成环状焊缝。就工艺要求来说,需要将环形焊缝进行去刺,形成光滑的环状焊缝,采用热编冷焊工艺的焊接设备,采用的是水平去刺方法,热编热焊采用的垂直去刺方法,热编冷焊主要是用于中小规格的圆环链焊接,规格在34以上的多采用热编热工艺,因焊接工艺不同,所使用的设备也不相同。
现有的垂直去刺工艺是在工件固定在设备夹具上,刀具上下垂直运动,以达到去刺的目的,但由于圆环链是整条固定在设备上,下部连接一个紧凑环(立环),单环内宽尺寸有限,设备可操作空间较小,所以刀具体形小,影响刀具的钢性,具有以下缺点:
1、垂直去刺工艺易产生接口处去刺不彻底,形成高棱,环形不好,链条在使用中容易造成结合件磨损;
2、刀具和工件均在设备上定位,但由于内刀和外刀两接口处存在一定的间隙,间隙处无法达到去刺效果,有时定位不好可能伤到母材,造成工件缺陷及刀具严重磨损。
3、焊接处形成的区域不同,由于刀具的上下行程由设备控制(一般是相同行程),去刺后形成的环状区域外形尺寸达不到标准要求。
4、刀具因吃刀深度不同,容易产生严重损坏。
5、刀具刀体较大,不易修复,成本较高。
发明内容
有鉴于此,本发明的主要目的在于提供一种用于圆环链焊接去刺的设备及方法。
为达到上述目的,本发明的技术方案是这样实现的:
本发明实施例提供一种用于圆环链焊接去刺的设备,该设备包括夹具、去刺刀机构、旋转臂、旋转机构、机架,所述旋转机构上设置旋转臂,所述机架设置在旋转机构的一侧,所述夹具包括定夹具、动夹具,分别设置在机架5的两侧,用于夹持待去刺的圆环链;所述去刺刀机构设置在旋转臂上侧,用于在旋转的过程中对夹持的圆环链进行去刺。
上述方案中,所述夹具还包括第一油缸、第一连接件、导轨,所述第一油缸设置在机架上安装动夹具的一侧,所述第一油缸的输出端通过第一连接件与动夹具连接,所述第一连接件与机上从上到下并且水平方向设置的两个导轨配合连接。
上述方案中,所述动夹具包括左上夹爪、左下夹爪,所述左上夹爪、左下夹爪分别设置在第一连接件端部的上下两侧。
上述方案中,所述定夹具包括右上夹爪、右下夹爪,所述右上夹爪、右下夹爪分别设置在机架右侧端部的上下两侧。
上述方案中,所述去刺刀机构包括第二油缸、第二连接件、去刺刀组件,所述第二油缸的下侧与旋转臂连接,所述第二油缸的输出端与第二连接件,所述第二连接件的端部设置去刺刀组件。
上述方案中,所述去刺刀组件包括内去刺刀和外去刺刀,所述内去刺刀和外去刺刀分别沿水平方向设置在第二连接件端部的内外两侧。
上述方案中,所述内去刺刀和外去刺刀面向圆环链的刀头位置设置有匹配的曲面。
本发明实施例还提供一种圆环链焊接去刺的工艺方法,该工艺方法通过以下步骤实现:
步骤1:动夹具向定夹具方向移动,所述动夹具和定夹具夹住中间圆环的非焊接直边处的上下两侧;
步骤2:去刺刀机构伸出达到中心与中间圆环的中心线重合;
步骤3:在旋转机构的驱动下,旋转臂带动去刺刀机构延轴径向旋转180°,在旋转的过程中对中间圆环进行旋转去刺。
上述方案中,所述步骤3,具体为:启动旋转机构,去刺刀机构的内去刺刀和外去刺刀沿中间圆环的中心线进行180°旋转,待动作完成后可启动反方向旋转,内去刺刀和外去刺刀松开,完成一个运动周期。
与现有技术相比,本发明通过进行180°旋转,形成绕焊接链条臂360°旋转,形成光滑区域界线一致的焊接区域,去刺彻底不留有死角。
附图说明
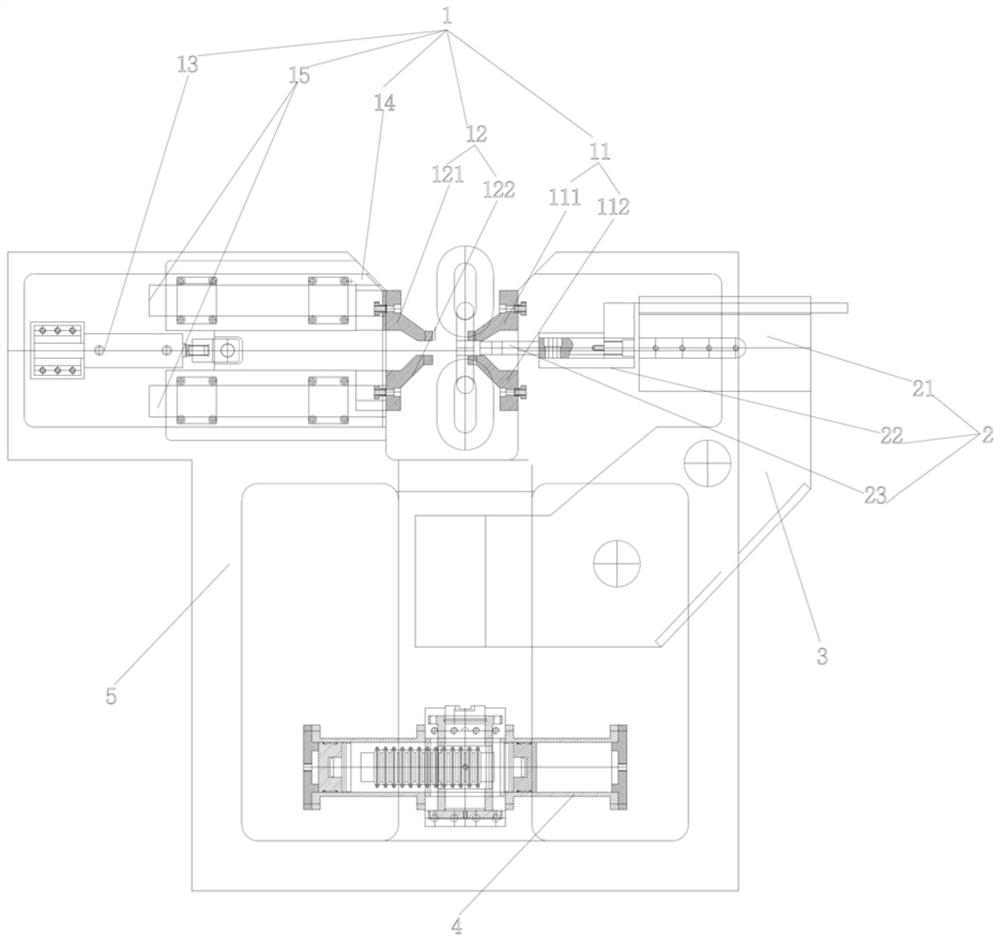
图1为本发明实施例提供一种用于圆环链焊接去刺的设备的结构示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
本发明实施例提供一种用于圆环链焊接去刺的设备,如图1所示,该设备包括夹具1、去刺刀机构2、旋转臂3、旋转机构4、机架5,所述旋转机构4上设置旋转臂3,所述机架5设置在旋转机构4的一侧,所述夹具1包括定夹具11、动夹具12,分别设置在机架5的两侧,用于夹持待去刺的圆环链;所述去刺刀机构2设置在旋转臂3上侧,用于在旋转的过程中对夹持的圆环链进行去刺。
所述夹具1还包括第一油缸13、第一连接件14、导轨15,所述第一油缸13设置在机架5上安装动夹具12的一侧,所述第一油缸13的输出端通过第一连接件14与动夹具12连接,所述第一连接件14与机架5上从上到下并且水平方向设置的两个导轨15配合连接。
所述动夹具12包括左上夹爪121、左下夹爪122,所述左上夹爪121、左下夹爪122分别设置在第一连接件14端部的上下两侧。
所述定夹具11包括右上夹爪111、右下夹爪112,所述右上夹爪111、右下夹爪112分别设置在机架5右侧端部的上下两侧。
准备进行去刺之前,通过吊装设备将圆环链下落到定夹具11和动夹具12之间的位置,所述第一油缸13启动,推动左上夹爪121、左下夹爪122向定夹具11移动,在移动的过程中,逐步通过左上夹爪121和右上夹爪111夹住中间圆环的非焊接直边处的上侧,还通过左下夹爪122和右下夹爪112夹住中间圆环的非焊接直边处的下侧。
所述去刺刀机构2包括第二油缸21、第二连接件22、去刺刀组件23,所述第二油缸21的下侧与旋转臂3连接,所述第二油缸21的输出端与第二连接件22,所述第二连接件22的端部设置去刺刀组件23。
所述去刺刀组件23包括内去刺刀和外去刺刀,所述内去刺刀和外去刺刀分别沿水平方向设置在第二连接件22端部的内外两侧。
所述内去刺刀和外去刺刀面向圆环链的刀头位置设置有匹配的曲面。
所述定夹具11和动夹具12将中间圆环的非焊接直边处夹住固定之后,开始进行去刺,所述第二油缸21启动,内去刺刀和外去刺刀向中间圆环的焊接处移动并且分别位于焊接处的两侧,旋转机构4旋转180°,在旋转的过程中,内去刺刀和外去刺刀完成焊接处的去刺过程。
本发明实施例还提供一种圆环链焊接去刺的工艺方法,该工艺方法通过以下步骤实现:
步骤1:动夹具12向定夹具11方向移动,所述动夹具12和定夹具11夹住中间圆环的非焊接直边处的上下两侧;
步骤2:去刺刀机构2伸出达到中心与中间圆环的中心线重合;
具体地,安装于旋转臂3上的去刺刀分为内刀和外刀,统一安装于刀架上,刀具安装后,依据刀具与刀架的安装孔定位。不同规格的产品使用不同尺寸的刀具,以更换刀具达到产品规格更换的目的。
刀架后方装有液压油缸,由油缸的伸缩来完成刀具沿刀架运动达到工件的前后两端面,内刀、外刀的前刀口一定要超过工件的中心线。油缸后设有接近开关,保证刀具运动轨迹。
步骤3:在旋转机构4的驱动下,旋转臂3带动去刺刀机构2延轴径向旋转180°,在旋转的过程中对中间圆环进行旋转去刺。
具体地,启动旋转机构4,去刺刀机构2的内去刺刀和外去刺刀沿中间圆环的中心线进行180°旋转,待动作完成后可启动反方向旋转,刀具松开,完成一个运动周期。
内去刺刀和外去刺刀的水平位置到位后,启动旋转机构4,使旋转臂3沿竖轴旋转,旋转180°后,接近开关关闭,限位块限制到位,内去刺刀和外去刺刀已对工件进行180°去刺,去刺动作完成后,可反方向启动旋转油缸,使其反向180°旋转,完成一个旋转去刺的周期动作。
去刺后可形成宽度相同、外径尺寸相同的焊接部位,达到GB/T12718-2009矿用高强度圆环链标准要求的焊接处尺寸。
本发明由旋转臂3进行180°旋转,形成绕焊接链条臂360°旋转,形成光滑区域界线一致的焊接区域。
旋转臂3带动内去刺刀和外去刺刀延工件轴线运转180°,内去刺刀和外去刺刀在伸出时已对轴线部分的焊缝进行去刺,旋转中可形成360°全方位去刺,形成固定尺寸的去刺宽度,去刺彻底不留有死角。
以上所述,仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。
- 用于圆环链焊接去刺的设备及方法
- 用于圆环链焊接去刺的设备