树脂制加油管及其制造方法
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及树脂制加油管及其制造方法。
背景技术
在WO2010015295A1中记载了通过夹紧环将燃料箱的开口孔的外侧周缘和加油管的凸缘固定的内容。在燃料箱的开口孔的内周面与加油管的外周面之间配置有用于密封的O形环。
在JP2018-118498A中记载了通过熔接将树脂制的燃料箱的开口孔的外侧周缘和树脂制加油管的凸缘的轴向端面接合的内容。该树脂制加油管的外表面遍及全长地具有由最外层材料成形的最外层,凸缘中的该最外层与燃料箱熔接。进一步地,通过将最外层材料设为熔接特性良好的材料,能够提高熔接面的熔接强度等性能。
在JP2018-69786A中,也记载了通过熔接将燃料箱的开口孔的外侧周缘和加油管的凸缘的轴向端面接合的内容。
发明内容
发明所要解决的问题
在此,在JP2018-118498A中记载了如下内容:通过使由挤出机挤出成形的筒状坯料与多个分割模具的内表面密接,从而遍及全长地由最外层材料来成形凸缘的外表面。而且,为了确保充分的熔接强度,凸缘的厚度比树脂制加油管的筒状主体(在轴向上与凸缘邻接的筒状部分)的厚度厚。
在该制造方法中,为了使凸缘的厚度比筒状主体的厚度厚,例如,通过使成形凸缘的部分时的分割模具的移动速度变慢来进行制造。即,需要使分割模具的移动速度从成形筒状主体时的速度降低为成形凸缘的部分时的速度。或者,需要使分割模具的移动速度从成形凸缘的部分时的速度增加为成形筒状主体时的速度。
在此,在该制造方法中,不能使树脂制加油管的厚度瞬间产生变化,而是逐渐地产生变化。因此,筒状主体中的靠近凸缘的位置的厚度产生渐变。若筒状主体的渐变部位的厚度变厚,则在筒状主体的渐变部位处,厚度向径向内侧堆积,从而使筒状主体的渐变部位的内径变小。筒状主体的内径对燃料的流通性能产生影响,因此是重要的要素。因而,重要的是考虑到筒状主体的内径来成形凸缘。
本发明的目的在于提供一种在凸缘的附近能够使内径达到作为基准的筒状主体的内径以上的树脂制加油管及其制造方法。
用于解决问题的手段
(1.树脂制加油管)
树脂制加油管与燃料箱的开口孔的外侧周缘熔接,所述树脂制加油管具备:筒状主体,其具有由最外层材料成形的最外层以及由内层材料成形的一层以上的内层;凸缘,其具有与所述筒状主体相同种类的多个层,形成为外径比所述筒状主体的外径大,且形成为比所述筒状主体的厚度厚,在轴向上具有规定宽度,轴向上的第一端面构成与所述燃料箱的所述开口孔的所述外侧周缘熔接的熔接面;以及基端侧倒锥形部,其具有与所述筒状主体相同种类的多个层,将所述筒状主体中的所述燃料箱侧的端部和所述凸缘的外周面中的与所述燃料箱相反侧的端部连接,所述基端侧倒锥形部形成为朝向所述凸缘侧扩径的倒锥状,所述基端侧倒锥形部的内径在轴向上的整个范围内形成为所述筒状主体的内径以上。
上述树脂制加油管具备基端侧倒锥形部。基端侧倒锥形部作为在筒状主体与凸缘的轴向之间使厚度产生渐变的区域而发挥功能。因而,能够实现使基端侧倒锥形部的内径在轴向上的整个范围内形成为筒状主体的内径以上。其结果是,能够在从筒状主体到凸缘的范围内,抑制凸缘附近的内径变得比作为基准的内径(筒状主体的内径)小。因而,能够避免凸缘的附近对燃料的流通性能产生影响,从而使作为树脂制加油管的燃料的流通性能能够发挥出期望值。
(2.树脂制加油管的制造方法)
树脂制加油管的制造方法是上述树脂制加油管的制造方法,具备:挤出工序,在该挤出工序中,通过挤出机挤出具有多个层的筒状坯料;以及成形工序,在该成形工序中,通过在使多个分割模具分别沿所述筒状坯料的挤出方向依次移动的同时,使所述筒状坯料与由所述多个分割模具形成的内表面密接,从而成形具有对该内表面进行转印而成的外表面的所述树脂制加油管。
在所述成形工序中,通过将使所述筒状坯料与所述分割模具中的成形所述筒状主体的部位密接时的所述分割模具的移动速度设为第一速度,从而使所述筒状主体成为规定的厚度。另外,在所述成形工序中,通过将使所述筒状坯料与所述分割模具中的成形所述凸缘的部位密接时的所述分割模具的移动速度设为比所述第一速度慢的第二速度,从而使所述凸缘的厚度比所述筒状主体的厚度厚。进一步地,在所述成形工序中,通过将使所述筒状坯料与所述分割模具中的成形所述基端侧倒锥形部的部位密接时的所述分割模具的移动速度从所述第一速度减小至所述第二速度,从而使所述基端侧倒锥形部的厚度增大。
通过该制造方法,能够制造上述树脂制加油管。其结果是,能够起到上述的效果。
附图说明
图1是燃料管线的图。
图2是图1的加油管的轴向剖视图,且是直线状的状态的加油管的图。
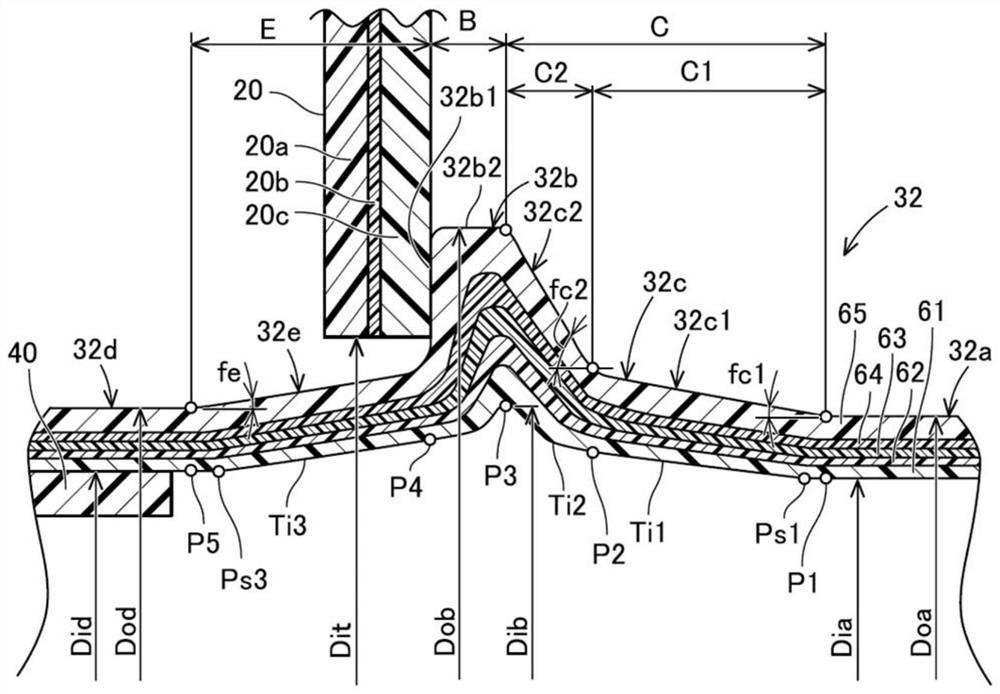
图3是加油管的第二端部的第一例,且表示图2的III部分的放大剖视图,且表示使加油管的凸缘与燃料箱的开口孔的外侧周缘熔接后的状态。
图4是加油管的第二端部的第二例,且表示图2的III部分的放大剖视图,且表示使加油管的凸缘与燃料箱的开口孔的外侧周缘熔接后的状态。
图5是表示箱单元(燃料箱、加油管、止回阀)的制造方法的流程图。
图6是表示加油管的制造装置的俯视图。
图7是图6的VII-VII剖视图。
附图标记说明
1:燃料管线;10:供油口;20:燃料箱;21:开口孔;30:加油管;30a:一次坯料(筒状坯料);30b:二次坯料;31:第一端部;32:第二端部;32a:筒状主体;32b:凸缘;32b1:第一端面;32b2:外周面;32c、132c:基端侧倒锥形部;32c1:第一级倒锥形部;32c2:第二级倒锥形部;32d:前端筒部;32e:前端侧锥形部;33:中间部;40:止回阀;61-64:内层;65:最外层;100:制造装置;110:挤出机;120:波纹成形机;123、124:分割模具;125:驱动齿轮;130:切割机。
具体实施方式
(1.燃料管线1的结构)
参照图1对燃料管线1的结构进行说明。燃料管线1是在汽车中从供油口10经由燃料箱20而到内燃机(未图示)为止的路径。但是,在本例中,对燃料管线1中的从供油口10到燃料箱20为止的部分进行说明。
燃料管线1至少具备供油口10、燃料箱20、树脂制的加油管30以及止回阀40。在本例中,燃料管线1还具备通气管线50。
供油口10设置在汽车的外表面附近,构成为能够插入供油喷嘴(未图示)。供油口10由树脂或金属形成。在供油口10中存在装配有供油盖的类型和未装配供油盖的无盖类型,可以适用任一类型。
燃料箱20由热塑性树脂成形,储存汽油等液体燃料。燃料箱20例如由多个种类的树脂层形成。储存在燃料箱20中的液体燃料被供给至未图示的内燃机,用于驱动内燃机。燃料箱20具备燃料供给用的开口孔21。燃料供给用的开口孔21例如形成于燃料箱20的上表面、侧面等。
加油管30由热塑性树脂成形,将供油口10和燃料箱20连接。为了进行布线,加油管30通常具有一个以上的弯曲部位。加油管30可以由一个构件形成,也可以通过接合多个构件而形成。在本例中,举例示出加油管30由一个构件形成、且遍及全长地一体形成的情况。
加油管30的第一端部31通过压入而嵌入于供油口10的筒部11。加油管30的第二端部32与燃料箱20的外表面中的开口孔21的外侧周缘熔接。在本例中,第二端部32的一部分插入于燃料箱20的开口孔21中。
通过将供油喷嘴插入于供油口10中,并从供油喷嘴供给液体燃料,使液体燃料穿过加油管30而储存在燃料箱20中。在此,当液体燃料在燃料箱20中成为满罐时,在加油管30中存留有液体燃料,液体燃料与供油喷嘴的前端接触,由此自动停止由供油喷嘴进行的液体燃料的供给。
止回阀40配置在燃料箱20的开口孔21附近。止回阀40可以固定在加油管30的第二端部32,也可以通过被夹持在加油管30与燃料箱20的开口孔21之间来进行固定。而且,在液体燃料从加油管30供给到燃料箱20中时,液体燃料穿过止回阀40。在该情况下,在从加油管30向燃料箱20供给液体燃料的情况下,防止燃料箱20内的液体燃料向加油管30侧逆流。
通气管线50将供油口10和燃料箱20连接,与加油管30并行配置。通气管线50是在将液体燃料经由加油管30供给到燃料箱20时用于将燃料箱20内的燃料蒸汽排出到燃料箱20的外部的管线。
(2.加油管30的结构的概要)
参照图2对加油管30的结构的概要进行说明。加油管30具有由不同种类的热塑性树脂构成的多层构造。如图2所示,加油管30具备在筒轴方向上的一方的端部形成的第一端部31、在筒轴方向上的另一方的端部形成的第二端部32、以及将第一端部31和第二端部32连接的中间部33。
第一端部31形成为圆筒状,与供油口10的筒部11的外表面嵌合。第一端部31形成为比供油口10的筒部11更容易变形,因此以扩径变形的状态嵌入于供油口10的筒部11。
第二端部32形成为筒状,并与燃料箱20的开口孔21的外侧周缘熔接。第二端部32具备从筒状主体32a朝向径向外侧遍及整周地伸出的凸缘32b。凸缘32b与燃料箱20熔接。即,第二端部32的凸缘32b发挥用于确保与燃料箱20的充分的熔接面积的功能。第二端部32还具备向比凸缘32b更靠加油管30的前端侧延伸的前端筒部32d。前端筒部32d的一部分插入于燃料箱20的开口孔21。在前端筒部32d的内周面安装有止回阀40。
为了能够形成与供油口10和燃料箱20的相对位置、距离、周边装置的布局等相应的路径而对中间部33进行适当设计。在本例中,中间部33具备非波纹状的第一筒部33a、波纹部33b以及非波纹状的第二筒部33c。第一筒部33a与第一端部31连接,在筒轴方向的中途预先形成为弯曲。波纹部33b与第一筒部33a连接,形成为可任意弯曲的波纹筒状。第二筒部33c与波纹部33b连接,且与第二端部32连接。第二筒部33c形成为大致圆筒状。
此外,除了上述之外,加油管30的中间部33例如可以具备多个波纹部分,也可以全部都形成为波纹状,还可以一处都不具备波纹部分。另外,第一筒部33a为非波纹状且形成为弯曲,但也可以形成为直线状。
(3.加油管30的层结构)
参照图3以及图4,对加油管30的层结构进行说明。图3以及图4是图2的III部分的放大剖视图,且是表示加油管30的第二端部32的第一例以及第二例的轴向剖视图。但是,由于加油管30的层结构在全长上相同,因此在加油管30的除第二端部32以外的部位也是相同的。即,加油管30在第一端部31、第二端部32以及中间部33,全部都具有相同的层结构。
如图3以及图4所示,加油管30具有由不同种类的热塑性树脂构成的多层构造。加油管30例如从内层侧起依次具备最内层61、内侧粘接层62、中间层63、外侧粘接层64以及最外层65。加油管30遍及全长地具有该多层构造。此外,加油管30不限于上述五层构造,可以是四层以下,也可以是六层以上。
在此,将除了最外层65以外的其他层61-64统称为内层。内层61-64由内层材料成形,最外层65由最外层材料成形。作为内层61-64,只要存在一层以上的内层即可。在本例中,加油管30具有四层的内层61-64。以下,对各层进行说明。
由于最内层61是与液体燃料(汽油)接触的面,因此作为最内层61的最内层材料(内层材料之一),优选使用具有耐汽油性的材料。另外,在将第一端部31压入于供油口10的筒部11的状态下,最内层61优选相对于供油口10的筒部11而具有轴向上的卡合力(防脱力)。在该情况下,最内层61的最内层材料优选使用具有密封性的材料。最内层61的最内层材料例如以高密度聚乙烯(HDPE)为主体而形成。但是,最内层61只要是具有上述性能的材料即可,也可以使用其他材料。
中间层63配置在最内层61的外周侧。中间层63的中间层材料(内层材料之一)例如具有耐燃料透过特性。在中间层63中,作为具有耐燃料透过特性的中间层材料,例如,优选使用以乙烯-乙烯醇共聚物(EVOH)以及聚酰胺(PA)系中的任一种为主体的材料。但是,中间层63只要是具有上述性能的材料即可,也可以使用其他材料。
最外层65配置在中间层63的外周侧,对中间层63进行保护。最外层65形成加油管30的最外表面。因此,作为最外层65的最外层材料,例如,优选使用具有耐冲击性、耐候性、耐化学品性的材料。在该情况下,在最外层65中,作为最外层材料,优选使用以高密度聚乙烯(HDPE)以及聚酰胺(PA)系中的任一种为主体的材料。
进一步地,在本例中,最外层65构成与燃料箱20熔接的层。因此,作为最外层65的最外层材料,优选使用与燃料箱20的外表面的材料之间的熔接特性良好的材料。特别是,作为最外层65的最外层材料,优选为与燃料箱20的外表面的材料相同种类的材料。但是,最外层65只要是具有上述性能的材料即可,也可以使用其他材料。
内侧粘接层62是将最内层61的外周面和中间层63的内周面粘接的层。外侧粘接层64是将中间层63的外周面和最外层65的内周面粘接的层。作为内侧粘接层62的内侧粘接层材料(内层材料之一)以及外侧粘接层64的外侧粘接层材料(内层材料之一),例如,优选使用以改性聚乙烯(改性PE)为主体的材料。但是,在最内层61以及中间层63的至少一方具有对另一方的粘接性能的情况下,不需要内侧粘接层62。另外,在中间层63以及最外层65的至少一方具有对另一方的粘接性能的情况下,不需要外侧粘接层64。
(4.燃料箱20的层结构)
参照图3以及图4,对燃料箱20的层结构进行说明。图3以及图4表示燃料箱20的开口孔21附近的剖视图。燃料箱20具有由不同种类的热塑性树脂构成的多层构造。燃料箱20例如可以与加油管30同样地具有五层构造(最内层、内侧粘接层、中间层、外侧粘接层、最外层)。
在图3以及图4中,燃料箱20具备三层构造,即,最内层20a、中间层20b、最外层20c。最内层20a、中间层20b以及最外层20c例如可以分别以与加油管30的最内层61、中间层63以及最外层65相同的方式构成。此外,燃料箱20不限于上述三层构造,可以是两层,也可以是四层以上。
(5.加油管30的第二端部32的第一例)
接着,参照图3,对加油管30的第二端部32的第一例进行说明。第二端部32具备筒状主体32a、凸缘32b、基端侧倒锥形部32c、前端筒部32d以及前端侧锥形部32e。
筒状主体32a是形成为筒状的部分,构成第二端部32中的第一端部31侧以及中间部33侧的部位。即,筒状主体32a的一端(未图示,但是为图3的更右侧的端部)与加油管30的中间部33连接。在此,筒状主体32a中的至少第二端部32的前端侧(燃料箱20侧)的部分形成为圆筒状。当然,筒状主体32a也可以形成为遍及全长地直径相同的圆筒状。在图3中,筒状主体32a为比内周面中的位置P1靠图的右侧的范围的部分。
筒状主体32a从内表面朝向外表面而具有上述的多层构造(61至65)。筒状主体32a具有外径Doa以及内径Dia。在此,筒状主体32a的内径Dia在第二端部32中成为对燃料的流通性能进行规定的基准的内径。即,要求第二端部32的内径遍及全长地达到该基准的内径Dia以上。
凸缘32b位于比筒状主体32a靠燃料箱20侧的位置,朝向比筒状主体32a靠径向外侧、且遍及整周地伸出。凸缘32b的外表面具有轴向上的第一端面32b1、外周面32b2。在此,本例中的凸缘32b是包含在轴向范围B内的部分。即,在图3中,凸缘32b是内周面中的位置P3与位置P4之间的范围内的部分。
凸缘32b的第一端面32b1构成与燃料箱20的开口孔21的外侧周缘熔接的熔接面。第一端面32b1形成为相对于加油管30的第二端部32的中心轴大致正交的平面状。凸缘32b的外周面32b2形成为大致圆筒状。
而且,凸缘32b从内表面朝向外表面而具有与筒状主体32a相同种类的多层构造(61至65)。因而,构成凸缘32b的第一端面32b1以及外周面32b2全部仅由最外层材料成形。即,第一端面32b1中的由熔接形成的熔融部位仅由最外层材料构成。
凸缘32b的外周面32b2具有比筒状主体32a的外径Doa大的外径Dob。在此,凸缘32b形成为在第一端面32b1处与燃料箱20熔接的径向范围内遍及整个范围地被填充的状态。凸缘32b形成为比筒状主体32a的厚度厚。
凸缘32b的最大内径为Dib。而且,在本例中,凸缘32b的最大内径Dib比燃料箱20的开口孔21的内径Dit小。但是,只要作为凸缘32b的对象范围的、第一端面32b1与燃料箱20熔接的径向范围的大部分被填充即可。在该情况下,凸缘32b的最大内径Dib可以比燃料箱20的开口孔21的内径Dit稍大。
而且,在凸缘32b中,最小厚度为“(Dob-Dib)/2”,大于筒状主体32a的厚度“(Doa-Dia)/2”。凸缘32b在轴向上具有规定的宽度(轴向范围B的长度)。凸缘32b的宽度小于最小厚度“(Dob-Dib)/2”。
基端侧倒锥形部32c将筒状主体32a和凸缘32b连接。详细而言,基端侧倒锥形部32c将筒状主体32a中的燃料箱20侧(第二端部32的前端侧)的端部和凸缘32b的外周面32b2中的与燃料箱20相反侧的端部连接。本例中的基端侧倒锥形部32c是包含在轴向范围C内的部分。即,在图3中,基端侧倒锥形部32c是内周面中的位置P1与位置P3之间的范围内的部分。
在此,基端侧倒锥形部32c的轴向范围C的长度比凸缘32b的轴向范围B的长度长。另外,基端侧倒锥形部32c从内表面朝向外表面而具有与筒状主体32a相同种类的多层构造(61至65)。
基端侧倒锥形部32c形成为朝向凸缘32b侧扩径的倒锥状。详细而言,基端侧倒锥形部32c的外周面在轴向上的整个范围内形成为从筒状主体32a朝向凸缘32b扩径的倒锥状。基端侧倒锥形部32c的厚度从筒状主体32a起朝向凸缘32b而变厚。
基端侧倒锥形部32c的内径在轴向上的整个范围内形成为筒状主体32a的内径Dia以上。而且,基端侧倒锥形部32c的内周面具有从筒状主体32a起朝向凸缘32b扩径的倒锥状的部位Ti1、Ti2。因而,内周面中的倒锥状的部位Ti1的扩径开始位置Ps1在轴向上包含在基端侧倒锥形部32c的范围内,位于比凸缘32b靠筒状主体32a侧的位置。
基端侧倒锥形部32c具备多个倒锥形部。在本例中,基端侧倒锥形部32c具备第一级倒锥形部32c1以及第二级倒锥形部32c2。从筒状主体32a侧起,按第一级倒锥形部32c1、第二级倒锥形部32c2的顺序配置。此外,基端侧倒锥形部32c也可以具有三个以上的倒锥形部。
第一级倒锥形部32c1与筒状主体32a中的燃料箱20侧的端部连接,朝向凸缘32b侧扩径。第一级倒锥形部32c1是包含在轴向范围C1内的部分。即,在图3中,第一级倒锥形部32c1是内周面中的位置P1与位置P2之间的范围内的部分。第一级倒锥形部32c1的轴向范围C1的长度比凸缘32b的轴向范围B的长度长。另外,内周面中的扩径开始位置Ps1位于第一级倒锥形部32c1的轴向范围C1内。即,在第一级倒锥形部32c1中,从位置P1到扩径开始位置Ps1为止,形成为与筒状主体32a的内径Dia相同的内径。
作为第一级倒锥形部32c1的外周面的锥形角度fc1,将该外周面相对于筒状主体32a的中心轴所成的角度(锐角)设定为45°以下。尤其是,将第一级倒锥形部32c1的外周面的锥形角度fc1设定为30°以下,进一步设定为20°以下。另外,第一级倒锥形部32c1的内周面中的倒锥状的部位Ti1的锥形角度比外周面的锥形角度fc1稍小。因而,第一级倒锥形部32c1的厚度从筒状主体32a起朝向凸缘32b而变厚。
第二级倒锥形部32c2将第一级倒锥形部32c1的端部和凸缘32b的外周面中的与燃料箱20相反侧的端部连接。第二级倒锥形部32c2是包含在轴向范围C2内的部分。即,在图3中,第二级倒锥形部32c2是内周面中的位置P2与位置P3之间的范围内的部分。第二级倒锥形部32c2的轴向范围C2的长度与凸缘32b的轴向范围B的长度为相同程度,或者比轴向范围B的长度稍长。
第二级倒锥形部32c2朝向凸缘32b侧扩径。进一步地,第二级倒锥形部32c2具有比第一级倒锥形部32c1的外周面的锥形角度fc1大的锥形角度fc2的外周面。作为第二级倒锥形部32c2的外周面的锥形角度fc2,将该外周面相对于筒状主体32a的中心轴所成的角度(锐角)设定为45°以上。尤其是,将第二级倒锥形部32c2的外周面的锥形角度fc2设定为50°以上,进一步设定为55°以上。
另外,第二级倒锥形部32c2的内周面中的倒锥状的部位Ti2的锥形角度比外周面的锥形角度fc2稍小。因而,第二级倒锥形部32c2的厚度朝向凸缘32b而变厚。
前端筒部32d位于加油管30的前端侧。在前端筒部32d的内周面安装有止回阀40。前端筒部32d从内表面朝向外表面而具有与筒状主体32a相同种类的多层构造(61至65)。
前端筒部32d的外径Dod遍及全长地形成为比燃料箱20的开口孔21的内周面的内径Dit小。即,在前端筒部32d的外周面与开口孔21的内周面之间,遍及周向整周地具有间隙。
前端筒部32d可以形成为遍及全长地直径相同的圆筒状,也可以形成为具有多个直径的筒状,还可以形成为具有锥形部的筒状。在本例中,前端筒部32d形成为直径相同的圆筒状。而且,前端筒部32d的内径Did形成为与筒状主体32a的内径Dia(基准的内径)相同的直径。另外,前端筒部32d的外径Dod形成为与筒状主体32a的外径Doa相同的直径。
另外,前端筒部32d位于燃料箱20的开口孔21的径向内侧,或者位于比燃料箱20的内壁面更靠内侧的位置。在图3中,表示前端筒部32d位于比燃料箱20的内壁面更靠内侧的位置的情况。
前端侧锥形部32e将凸缘32b的径向内侧的部位和前端筒部32d中的筒状主体32a侧的端部连接。本例中的前端侧锥形部32e是包含在轴向范围E内的部分。即,在图3中,前端侧锥形部32e是内周面中的位置P4与位置P5之间的范围内的部分。
在此,前端侧锥形部32e的轴向范围E的长度比凸缘32b的轴向范围B的长度长。另外,前端侧锥形部32e从内表面朝向外表面而具有与筒状主体32a相同种类的多层构造(61至65)。
前端侧锥形部32e形成为朝向凸缘32b侧扩径的锥状。详细而言,前端侧锥形部32e的外周面在轴向上的整个范围内形成为从前端筒部32d起朝向凸缘32b扩径的锥状。前端侧锥形部32e可以形成为一个锥状,也可以形成为两级以上的锥状。
前端侧锥形部32e的内径在轴向上的整个范围内形成为前端筒部32d的内径Did以上。而且,前端侧锥形部32e的内周面具有从前端筒部32d起朝向凸缘32b扩径的锥状的部位Ti3。因而,内周面中的锥状的部位Ti3的扩径开始位置Ps3在轴向上包含在前端侧锥形部32e的范围内,位于比凸缘32b更靠前端筒部32d侧的位置。
作为前端侧锥形部32e的外周面的锥形角度fe,将该外周面相对于筒状主体32a的中心轴所成的角度(锐角)设定为45°以下。尤其是,将前端侧锥形部32e的外周面的锥形角度fe设定为35°以下,进一步设定为30°以下。例如,前端侧锥形部32e的外周面的锥形角度fe可以形成为与基端侧倒锥形部32c的第一级倒锥形部32c1的锥形角度fc1相同。另外,前端侧锥形部32e的外周面的锥形角度fe也可以在整个范围内形成为小于基端侧倒锥形部32c的外周面的锥形角度fc1、fc2。
另外,前端侧锥形部32e的内周面中的锥状的部位Ti3的锥形角度比外周面的锥形角度fe稍小。因而,前端侧锥形部32e的厚度从前端筒部32d起朝向凸缘32b而变厚。
(6.由第二端部32的第一例带来的效果)
如上所述,加油管30的第二端部32具备基端侧倒锥形部32c。基端侧倒锥形部32c作为在筒状主体32a与凸缘32b的轴向之间使厚度产生渐变的区域而发挥功能。因而,能够实现使基端侧倒锥形部32c的内径在轴向的整个范围内形成为筒状主体32a的内径Dia以上。能够在从筒状主体32a到凸缘32b为止的范围内,抑制凸缘32b附近的内径变得比作为基准的内径Dia(筒状主体32a的内径Dia)小。因而,能够避免凸缘32b的附近对燃料的流通性能产生影响,从而能够使作为加油管30的燃料的流通性能发挥出期望值。
进一步地,基端侧倒锥形部32c具备多级的倒锥形部32c1、32c2。这样,通过具备多级的倒锥形部32c1、32c2,能够减小从筒状主体32a向第一级倒锥形部32c1的角度的变化,并且能够减小从第一级倒锥形部32c1向第二级倒锥形部32c2的角度的变化。其结果是,还有助于使厚度产生渐变。尤其是,通过减小从筒状主体32a向第一级倒锥形部32c1的角度的变化,能够进一步实现使第一级倒锥形部32c1的内径形成为筒状主体32a的内径Dia以上。
进一步地,第二端部32具备前端侧锥形部32e。前端侧锥形部32e作为在凸缘32b与前端筒部32d的轴向之间使厚度产生渐变的区域而发挥功能。因而,能够实现使前端侧锥形部32e的内径在轴向上的整个范围内形成为前端筒部32d的内径Did以上。能够在从凸缘32b到前端筒部32d为止的范围内,抑制变得比前端筒部32d的内径Did小。尤其是,在前端筒部32d的内径Did与筒状主体32a的内径Dia相同的情况下,能够抑制凸缘32b附近的内径变得比作为基准的内径Dia(筒状主体32a的内径Dia)小。
(7.加油管30的第二端部32的第二例)
接着,参照图4,对第二端部32的第二例进行说明。第二端部32具备筒状主体32a、凸缘32b、基端侧倒锥形部132c、前端筒部32d以及前端侧锥形部32e。在此,在第二例中,筒状主体32a、凸缘32b、前端筒部32d以及前端侧锥形部32e由与第一例相同的结构构成,基端侧倒锥形部132c不同。以下,在第二例中,对与第一例的不同点进行说明。
如图4所示,基端侧倒锥形部132c将筒状主体32a和凸缘32b连接。详细而言,基端侧倒锥形部132c在从筒状主体32a中的燃料箱20侧的端部起到凸缘32b的外周面中的与燃料箱20相反侧的端部为止的范围内,以规定的一个锥形角度而形成。本例中的基端侧倒锥形部132c是包含在轴向范围C内的部分。即,在图4中,基端侧倒锥形部132c是内周面中的位置P1与位置P3之间的范围内的部分。
在此,基端侧倒锥形部132c的轴向范围C的长度比凸缘32b的轴向范围B的长度长。另外,基端侧倒锥形部132c从内表面朝向外表面而具有与筒状主体32a相同种类的多层构造(61至65)。
基端侧倒锥形部132c形成为朝向凸缘32b侧扩径的倒锥状。详细而言,基端侧倒锥形部132c的外周面在轴向上的整个范围(除了两端的连接部分以外的主要部分)内形成为从筒状主体32a朝向凸缘32b扩径的由一个锥形角度形成的倒锥状。但是,在基端侧倒锥形部132c中,与筒状主体32a的连接部位、以及与凸缘32b的连接部位平滑地连接。
作为基端侧倒锥形部132c的外周面的锥形角度fc11,将该外周面相对于筒状主体32a的中心轴所成的角度(锐角)设定为45°以下。尤其是,将基端侧倒锥形部132c的外周面的锥形角度fc11设定为40°以下,进一步设定为35°以下。另外,将基端侧倒锥形部132c的外周面的锥形角度fc11设定为20°以上,尤其设定为25°以上。
另外,基端侧倒锥形部132c的内周面中的倒锥状的部位Ti11的锥形角度比外周面的锥形角度fc11稍小。因而,基端侧倒锥形部132c的厚度从筒状主体32a起朝向凸缘32b而变厚。此外,前端侧锥形部32e的外周面的锥形角度fe在整个范围内形成为小于基端侧倒锥形部132c的外周面的锥形角度fc11。
基端侧倒锥形部132c的内径在轴向上的整个范围内形成为筒状主体32a的内径Dia以上。而且,基端侧倒锥形部132c的内周面具有从筒状主体32a起朝向凸缘32b扩径的倒锥状的部位Ti11。因而,内周面中的倒锥状的部位Ti11的扩径开始位置Ps1在轴向上包含在基端侧倒锥形部132c的范围内,位于比凸缘32b更靠筒状主体32a侧的位置。即,在基端侧倒锥形部132c中,从位置P1到扩径开始位置Ps1为止,形成为与筒状主体32a的内径Dia相同的内径。
(8.由第二端部32的第二例带来的效果)
如上所述,加油管30的第二端部32具备基端侧倒锥形部132c。基端侧倒锥形部132c作为在筒状主体32a与凸缘32b的轴向之前使厚度产生渐变的区域而发挥功能。因而,能够实现使基端侧倒锥形部132c的内径在轴向上的整个范围内形成为筒状主体32a的内径Dia以上。能够在从筒状主体32a到凸缘32b为止的范围内,抑制凸缘32b附近的内径变得比作为基准的内径Dia(筒状主体32a的内径Dia)小。因而,能够避免凸缘32b的附近对燃料的流通性能产生影响,从而能够使作为加油管30的燃料的流通性能发挥出期望值。
(9.箱单元(20、30、40)的制造方法)
接着,参照图5,对包含燃料箱20、加油管30以及止回阀40的箱单元(20、30、40)的制造方法进行说明。
首先,制造加油管30(S1:“加油管制造工序”)。加油管30通过挤出成形而成形。因而,在加油管制造工序S1中,通过挤出成形来成形一次坯料30a(图6所示)(S11),通过波纹成形来成形二次坯料30b(图6所示)(S12),最后通过切割二次坯料30b来成形加油管30(S13)。此外,关于加油管30的详细的制造方法将在后文中进行叙述。
另外,准备(制造)燃料箱20(S2:“燃料箱准备工序”)。另外,准备止回阀40(S3:“止回阀准备工序”)。接着,将止回阀40安装在加油管30的第二端部32(S4:“止回阀安装工序”)。接着,将加油管30的第二端部32配置在燃料箱20的开口孔21的位置(熔接初始位置)(S5:“初始位置配置工序”)。接着,将加油管30的第二端部32的凸缘32b与燃料箱20的开口孔21的外侧周缘熔接(S6:“熔接工序”)。此外,当能够在熔接后安装止回阀40的情况下,也可以在步骤S6之后进行步骤S4。
(10.加油管30的制造装置100的结构)
接着,参照图6以及图7,对用于制造加油管30的制造装置100的结构进行说明。加油管30通过图6所示的制造装置100来制造。制造装置100具备挤出机110、与挤出机110连续地排列的波纹成形机120、以及与波纹成形机120连续地排列的切割机130。
即,通过挤出机110成形筒状的一次坯料30a(筒状坯料)(图5的S11),通过波纹成形机120成形筒状的二次坯料30b(图5的S12),通过切割机130成形加油管30(图5的S13)。
挤压机110挤压成形筒状的一次坯料30a。一次坯料30a具有图3以及图4所示的多层构造(61至65),形成为遍及轴向而具有相同的内径以及相同的外径的圆筒状。即,一次坯料30a作为整体形成为一定的径向厚度,各层也形成为一定的径向厚度。挤出机110可以任意地调整挤出速度。
波纹成形机120通过在使多个分割模具123、124分别沿一次坯料30a的挤压方向依次移动的同时使一次坯料30a与由多个分割模具123、124形成的内表面密接,从而成形具有对该内表面进行转印而成的外表面的与加油管30相当的二次坯料30b。
波纹成形机120能够适用于对由挤出机110挤出成形的一次坯料30a的形状进行改变的部位。在本例中,波纹成形机120主要进行波纹部33b的成形以及第二端部32的成形。此外,即使是圆筒状的部分,波纹成形机120也能够以变更一次坯料30a的外径的方式进行成形。
波纹成形机120具备引导台121、吸引装置122、多个分割模具123、124以及驱动齿轮125。在引导台121的上表面形成有长圆形的第一引导槽121a和与第一引导槽121a相邻的相同形状的第二引导槽121b。进一步地,如图7所示,在引导台121形成有与第一引导槽121a以及第二引导槽121b连通的连通孔121c。如图7所示,吸引装置122与引导台121的连通孔121c连接,从而对与连通孔121c连通的空间内的空气进行吸引。
多个第一分割模具123是用于对沿轴向将加油管30切割成两个部分中的一方的部分进行赋形的模具。多个第一分割模具123沿着引导台121的第一引导槽121a上依次移动。即,通过使多个第一分割模具123分别依次移动,从而形成加油管30的一半。在此,在多个第一分割模具123各自的上表面形成有齿条齿。
另外,多个第二分割模具124是用于对沿轴向切割加油管30而成的另一方的部分进行赋形的模具。多个第二分割模具124沿着引导台121的第二引导槽121b上依次移动。即,通过使多个第二分割模具124分别依次移动,从而形成加油管30的剩余的一半。在此,在多个第二分割模具124各自的上表面形成有齿条齿。
在第一分割模具123的一部分以及第二分割模具124的一部分具有与波纹部33b对应的赋形面。另外,在第一分割模具123的另一部分以及第二分割模具124的另一部分具有与第二端部32对应的赋形面。
而且,挤出机110的喷嘴111的吐出口位于将多个第一分割模具123和多个第二分割模具124组合而成的模具对中的挤出机110侧的位置。即,一次坯料30a通过被吸引至位于该位置的模具对123、124的内周面而赋形。
驱动齿轮125是使多个第一分割模具123以及多个第二分割模具124移动的小齿轮。驱动齿轮125配置在将多个第一分割模具123和多个第二分割模具124组合而成的模具对中的挤出机110侧。而且,驱动齿轮125与第一分割模具123以及第二分割模具124啮合,并由驱动齿轮125进行旋转驱动,从而使多个第一分割模具123以及多个第二分割模具124依次移动。
进一步地,通过变更驱动齿轮125的旋转速度,能够变更多个分割模具123、124的移动速度。若加快多个分割模具123、124的移动速度,则与位于挤出机110的喷嘴111附近的分割模具123、124对应的部分的加油管30的径向厚度变薄。另一方面,若减慢多个分割模具123、124的移动速度,则与位于挤出机110的喷嘴111附近的分割模具123、124对应的部分的加油管30的径向厚度变厚。
具体而言,通过将分割模具123、124的移动速度设为第一速度,从而使筒状主体32a成为规定的厚度。而且,通过将分割模具123、124的移动速度设为比第一速度慢的第二速度,从而使凸缘32b的厚度比筒状主体32a的厚度厚。进一步地,通过使分割模具123、124的移动速度从第一速度逐渐减小至第二速度,从而使基端侧倒锥形部32c、132c的厚度逐渐增加。
另外,通过将分割模具123、124的移动速度设为比第二速度快的第三速度,从而使前端筒部32d的厚度比凸缘32b的厚度薄。进一步地,通过使分割模具123、124的移动速度从第二速度逐渐增大至第三速度,从而使前端侧锥形部32e的厚度逐渐减小。
在此,从波纹成形机120输出的二次坯料30b为在轴向上连续的形状。即,连续的二次坯料30b具有由多个加油管30连接而成的形状。因此,通过由切割机130将由波纹成形机120赋形后的连续的二次坯料30b切割成规定长度,从而成形为各个加油管30。
通过该制造方法,能够制造上述加油管30。尤其是,通过利用分割模具123、124对挤出成形的一次坯料30a进行赋形,从而成形二次坯料30b。
在该制造方法中,不能使加油管30的厚度瞬间产生变化,而是逐渐产生变化。因此,厚度从筒状主体32a朝向凸缘32b而逐渐增加。基端侧倒锥形部32c、132c位于该渐变部位。因而,因基端侧倒锥形部32c、132c的存在,在使厚度逐渐增加的同时,能够防止在筒状主体32a与凸缘32b之间厚度向径向内侧堆积。因而,能够将基端侧倒锥形部32c、132c的内径形成为筒状主体32a的内径Dia以上。
另外,厚度从凸缘32b朝向前端筒部32d而逐渐减小。前端侧锥形部32e位于该渐变部位。因而,因前端侧锥形部32e的存在,在使厚度逐渐减小的同时,能够防止在凸缘32b与前端筒部32d之间厚度向径向内侧堆积。因而,能够将前端侧锥形部32e的内径形成为前端筒部32d的内径Did以上。
- 树脂制齿轮、树脂制齿轮用聚缩醛树脂组合物、其制造方法、和树脂制齿轮的制造方法
- 树脂制容器、树脂制容器的制造方法及树脂制容器的制造装置