一种大型数控成形铣齿机床能耗评估、优化方法
文献发布时间:2023-06-19 13:29:16
技术领域
本发明涉及一种大型数控成形铣齿机床能耗评估、优化方法,属于数控机床的能耗评估技术领域。
背景技术
全球能源危机和气候变暖问题日益严峻,数控机床作为制造业的工作母机,数控机床体多量大,能耗特性复杂多变,使得能有效评估数控机床能耗工作困难。大型齿轮加工机床因为自身较重,所以在使用过程中能耗巨大,因此加工阶段刀具轨迹对机床能耗影响颇大。因此,在加工过程当中加工零件的不同所消耗的能量也不同,同一零件通过不同的NC加工程序加工,由于加工轨迹不同,所以消耗的能量也不同。在产出的产品均符合使用要求的情况下衡量不同数控加工程序的能耗差异,如何选择最优的数控加工程序,对节能减排、绿色制造意义重大。
发明内容
本发明的目的在于克服现有技术中的不足,提供一种大型数控成形铣齿机床能耗评估、优化方法,有效地评估数控机床加工所需的能耗,在获得相同工件加工质量的前提下,有利于选择能耗较低的数控加工程序。
为达到上述目的,本发明是采用下述技术方案实现的:
第一方面,本发明提供了一种大型数控成形铣齿机床能耗评估、优化方法,包括:
获取数控机床能耗实验数据,其中所述实验数据为在数控机床空载和负载实验情况下,测量的预先划分过的各个能耗数据,其中所述预先划分过的各个能耗数据包括固定能耗、负载能耗和非负载能耗;
输入获得的实验数据,拟合机床空载能耗模型和负载能耗模型,结合NC数控机床程序,计算加工零件所需能耗以及数控机床总能耗;
使用不同的NC数控机床程序进行能耗计算,对获取的结果进行对比分析,选择能耗较低的加工程序。
进一步的,所述固定能耗为不受数控机床加工状态影响的常量能耗,其中包括照明系统、数控系统计算机和空调。
进一步的,所述非负载能耗为刀具和工件没有接触的条件下,数控机床工作所消耗的能量,其中非负载能耗的大小不受切削状态的影响。
进一步的,所述负载能耗为工件和刀具接触,加工程序运行状态时,直到数控机床加工程序运行结束,机床除了固定能耗和非负载能耗所消耗能量。
进一步的,所述固定能耗和非负载能耗通过使用功率计进行测量功率,所述负载能耗通过测量总能耗和非负载能耗的差来测算。
进一步的,结合NC数控机床程序,计算加工零件所需能耗以及数控机床总能耗,包括:
提取NC数控程序中的加工参数;
将加工程序划分为负载部分和非负载部分;
将负载部分划分为两部分,包括:各个轴的伺服电机能耗和流体系统能耗;
计算各个能耗部件的输入功率以及数控机床总能耗。
进一步的,所述加工参数包括G代码、M代码、S主轴转速、F进给速度、液压系统工作时间以及刀具轨迹坐标。
进一步的,所述流体系统包括液压系统、冷却系统和排屑系统。
进一步的,计算各个能耗部件的输入功率以及数控机床总能耗,包括:
对固定能耗进行获取,根据耗电气设备的参数进行计算,获得固定能耗电气元件的功率;
对非负载能耗进行获取,在固定的主轴转速和进给轴进给速度的情况下,测量伺服电机的平均功率,获得各个能耗部件在空载状态下的输入功率,计算获得非负载总能耗;
对负载能耗进行获取,在数控成型铣齿机铣削一个齿的切削周期内,测量数控机床主轴、进给轴和分度轴以及流体系统的平均功率,计算在负载状态下数控机床总能耗;
对获得的固定能耗电气元件的功率、非负载总能耗、负载情况下数控机床总能耗进行求和,获得数控机床总能耗。
第二方面,本发明提供一种大型数控成形铣齿机床能耗评估、优化装置,包括:
获取模块,用于获取数控机床能耗实验数据,其中所述实验数据为在数控机床空载和负载实验情况下,测量的预先划分过的各个能耗数据,其中所述预先划分过的各个能耗数据包括固定能耗、负载能耗和非负载能耗;
计算模块,用于输入获得的实验数据,拟合机床空载能耗模型和负载能耗模型,结合NC数控机床程序,计算加工零件所需能耗以及数控机床总能耗;
对比分析模块,使用不同的NC数控机床程序进行能耗计算,对获取的结果进行对比分析,选择能耗较低的加工程序。
与现有技术相比,本发明所达到的有益效果:
本发明提供一种大型数控成形铣齿机床能耗评估、优化方法通过获取数控机床能耗实验数据,输入获得的实验数据,结合不同的NC数控机床程序,计算加工零件所需能耗以及数控机床总能耗;对获取的结果进行对比分析,选择能耗较低的加工程序,实现低成本预测数控机床加工某零件所需能耗,特别在一些大型数控齿轮加工机床上面,有效地评估数控机床加工所需的能耗,在获得相同工件加工质量的前提下,有利于选择能耗较低的数控加工程序。
附图说明
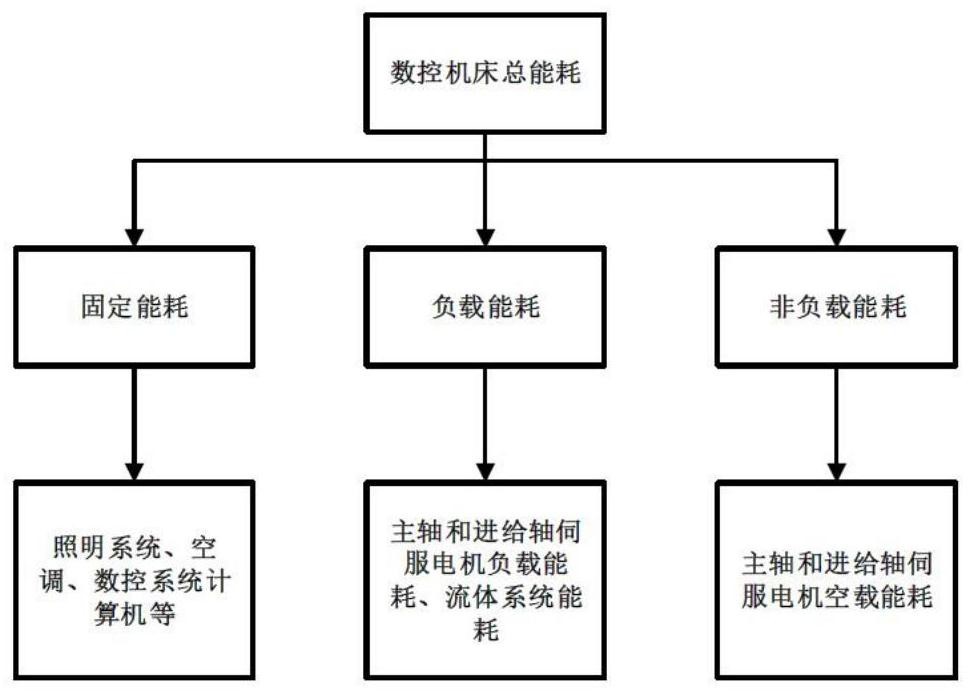
图1是本发明实施例提供的数控机床能耗示意图;
图2是本发明实施例提供的能耗测量接线图;
图3是本发明实施例提供的数控机床主轴能能耗测量电路图;
图4是本发明实施提供的步骤流程图;
图5是本发明实施例空载Z轴的上行和下行平均功率;
图6是本发明实施例空载C轴的平均功率;
图7是本发明实施例空载X轴的平均功率;
图8是本发明实施例提供的数控机床NC程序解析流程图。
具体实施方式
下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
实施例1
本实施例介绍一种大型数控成形铣齿机床能耗评估、优化方法,包括:
获取数控机床能耗实验数据,其中所述实验数据为在数控机床空载和负载实验情况下,测量的预先划分过的各个能耗数据,其中所述预先划分过的各个能耗数据包括固定能耗、负载能耗和非负载能耗;
输入获得的实验数据,拟合机床空载能耗模型和负载能耗模型,结合NC数控机床程序,计算加工零件所需能耗以及数控机床总能耗;
使用不同的NC数控机床程序进行能耗计算,对获取的结果进行对比分析,选择能耗较低的加工程序。
本实施例提供的大型数控成形铣齿机床能耗评估、优化方法,其应用过程具体涉及如下步骤:
1、首先将大型数控成形铣齿机床的能耗划分为三个部分:
(1)固定能耗:认定为常量的能耗不受机床加工状态的影响,其中包括照明系统、数控系统计算机和空调等;
即在数控机床开机之后处于稳定状态后,对常量负载的能耗单元用功率计进行测量功率,时间对功率的积分就是能耗的大小,计算公式为:
式中:E
(2)非负载能耗:在刀具和工件没有接触的条件下,数控机床工作所消耗的能量,其中非负载能耗的大小不受切削状态的影响;
非负载能耗:非负载能耗的测量过程是在数控机床空运行状态下进行,数控机床功率大小和主轴转速(S)、进给轴的进给速度(F)有着直接的关系。可以使用功率计直接测量空载功率。
(3)负载能耗:工件和刀具接触,加工程序运行状态时,直到数控机床加工程序运行结束,即机床除了固定能耗和非负载能耗所消耗能量。
负载能耗:负载的能耗是指因为添加了负载之后而产生的额外的能耗,可以通过测量总能耗和非负载能耗的差来测算。
2.NC数控程序的分析模块,结合NC数控机床程序计算能耗:NC数控程序中包含数控机床动作的大部分信息。利用正则表达式提取NC数控程序中的加工参数,其中包括G代码、M代码、S主轴转速、F进给速度、液压系统工作时间以及刀具轨迹坐标。
(1)定义NC数控程序段中意义。将一段加工程序划分为两部分:1)负载部分,加工刀具和工件直接接触,去除材料的过程;2)非负载部分,快进、快退、和空载进刀、退刀部分。其中,Z轴正向和反向移动,电机功率不同,其他各个轴伺服电机能耗正向和方向能耗相同。
(2)将一程序段负载部分再划分为两大主要部分:1)各个轴的伺服电机能耗;2)流体系统能耗(液压系统、润滑系统、排屑系统)。
3.获取各个能耗部件的输入功率,分为以下几个步骤:
(1)固定能耗的获取:固定能耗的功率可以直接根据耗电气设备的参数进行直接计算。
式中:P
2)非负载能耗的获取:在固定的主轴转速和进给轴进给速度的情况下,测量伺服电机的输入电流和电压,从而获得各个能耗部件在空载状态下的平均功率,其中X轴、Z轴、C轴(转台)电机在非负载状态下的平均功率如图5、图6、图7所示。
式中:E
式中:l
3)负载能耗的获取:在齿轮加工的过程中通常是一个重复的过程,即对齿形加工的重复性工作,所以可以先考虑一个齿形加工的特点,数控机床在加工状态下,即数控成形铣齿机在铣削一个齿的切削周期内,测量数控机床主轴、进给轴和分度轴以及流体系统的平均功率电机的输入电流和电压,测算一个周期内的能耗,求出负载铣削阶段的平均能耗,从而计算出负载部分总能耗。测量冷却泵、液压泵和电动润滑泵的输入电流和电压。其中润滑系统润滑站电动润滑泵在加工过程中所需能耗较小,仅且占用机床能耗的0.4%左右,可以不加考虑。
式中:E
4)根据加工程序内的负载和空载的加工轨迹的长度进行能耗的预估,则数控机床总能耗为:
E
式中:E总为数控机床总能耗,E
下面结合一个优选实施例,对上述实施例中设计到的内容进行说明。
结合本发明实施步骤流程图4做进一步的详细描述,本发明在一台大型数控成形铣齿机上面做能耗参数试验。在本案例当中,机床的数控系统为828D数控系统,实验中采用Fluke Norma 4000多功能功率分析仪测量全部功率数据。如图1所示将数数控机床能耗划分为三个部分,分别为固定能耗、负载能耗和非负载能耗。
本发明的一种大型数控成形铣齿机床能耗评估、优化方法具体实施步骤如下:
NC数控加工程序代码的解析,解析数控加工程序的目的是确定数控加工机床在某个运行状态下持续的时间,机床部件的运行状态。图2、图3为测量数控机床能耗过程中的线路图;图8表示了NC数控加工程序的解析过程。
(1)导入数控加工程序段,通过正则表达式对整个程序进行分段分析。
(2)提取NC数控加工程序中的S(主轴转速)、F(进给速度)、G(进给状态)以及数控加工机床的运动坐标,运动坐标分别为O
(3)计算各轴的运行时间,利用直线插补原理计算X轴、Z轴的运行时间,公式如下:
式中X
(4)逐一计算各个部件在特定状态下的能耗,用时间对平均功率进行积分处理。其中主轴的功率是指在某一转速下主轴的平均功率,进给轴的功率为在不同进给速度下的平均功率。
(5)根据图8公式计算在该程序下加工零件所需的能耗。
对不同程序的能耗估算结果进行对比处理,选择能耗较低的加工程序,或者对能耗较高的程序进行调试,从而达到节能的目的。
实施例2
本发明提供一种大型数控成形铣齿机床能耗评估、优化装置,包括:
获取模块,用于获取数控机床能耗实验数据,其中所述实验数据为在数控机床空载和负载实验情况下,测量的预先划分过的各个能耗数据,其中所述预先划分过的各个能耗数据包括固定能耗、负载能耗和非负载能耗;
计算模块,用于输入获得的实验数据,拟合机床空载能耗模型和负载能耗模型,结合NC数控机床程序,计算加工零件所需能耗以及数控机床总能耗;
对比分析模块,使用不同的NC数控机床程序进行能耗计算,对获取的结果进行对比分析,选择能耗较低的加工程序。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
- 一种大型数控成形铣齿机床能耗评估、优化方法
- 一种能耗评估及优化方法