管件连接结构
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及管路连接技术领域,特别是涉及一种管件连接结构。
背景技术
在空调系统中,通常会涉及到两个不锈钢管之间的连接。两个不锈钢管之间直接焊接通常通过熔焊的方式进行焊接,然而,空调系统不能采用熔焊的方式对两个管路进行焊接,而通常需要采用火焰焊的方式进行焊接。因此,需要在不锈钢管的端部设置铜接管,通过两个铜接管之间的焊接实现两个不锈钢管之间的焊接。然而,这种连接方式两个不锈钢管之间不接触,仅铜接管和铜接管接触,从而导致两个不锈钢管之间连接强度较低,容易发生损坏。
发明内容
有鉴于此,有必要提供一种管件连接结构,以至少解决上述问题之一。
本发明提供一种管件连接结构,包括第一管件、第二管件、第一接管和第二接管;
所述第一接管套设于所述第一管件一端的外侧且与所述第一管件焊接,所述第一管件一端从所述第一接管的另一端伸出,所述第一管件伸出所述第一接管的部分伸入所述第二管件内,与所述第二管件搭接;
所述第二接管一端套设于所述第二管件一端的外侧且与所述第二管件焊接,另一端套设于所述第一接管外侧且与所述第一接管焊接。
在其中一个实施例中,所述第一管件包括第一主体部和设于所述第一主体部一端的缩口部,所述第一接管套设于所述缩口部外侧,且所述缩口部远离所述第一主体部的一端伸入所述第二管件内。
在其中一个实施例中,所述缩口部的外径小于或等于所述第二管件的内径;
和/或,所述缩口部的外径小于或等于所述第一主体部的内径。
在其中一个实施例中,所述缩口部伸入所述第二管件内的部分与第二管件过盈配合或间隙配合。
在其中一个实施例中,所述第二管件包括第二主体部和设于所述第二主体部一端的扩口部,所述扩口部从所述第二接管一端伸入所述第二接管内并连接所述第二接管,所述第一管件伸出所述第一接管的部分伸入所述扩口部。
在其中一个实施例中,所述扩口部的内径大于或等于所述第一管件的外径;
和/或,所述扩口部的内径大于或等于所述第二主体部的外径。
在其中一个实施例中,所述第一管件伸入所述扩口部内的部分与所述扩口部过盈配合或间隙配合。
在其中一个实施例中,所述第一接管远离所述第二管件的一端伸出于所述第二接管。
在其中一个实施例中,所述第一接管伸出于所述第二接管的部分的长度大于或等于所述第一接管的长度的1/10。
在其中一个实施例中,所述第一管件与所述第二管件之间搭接部分的长度小于或等于所述第二接管的长度。
在其中一个实施例中,所述第一管件为不锈钢管;
和/或,所述第二管件为不锈钢管;
和/或,所述第一接管和所述第二接管均为铜管。
本发明提供的管件连接结构,第一管件和第二管件之间,一方面通过第一接管和第二接管焊接,形成一层固定结构;另一方面第一管件部分伸入第二管件内,与第二管件搭接,形成另一层固定结构。也就是说,第一管件和第二管件之间的连接部位存在多层固定结构,使得第一管件和第二管件之间连接牢固,不易发生损坏,具有较长的使用寿命。
附图说明
图1为本发明一实施例的管件连接结构的结构示意图;
图2为图1中的第一管件和第一接管的连接示意图;
图3为图1中的第二管件和第二接管的连接示意图;
图4为本发明另一实施例的管件连接结构的结构示意图;
图5为图4中的第一管件和第一接管的连接示意图;
图6为图4中的第二管件和第二接管的连接示意图。
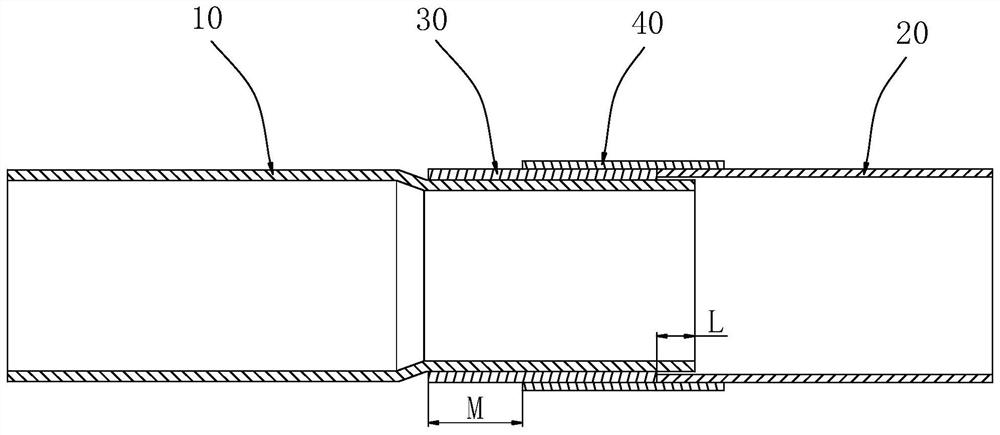
附图标记:10、第一管件;11、第一主体部;12、缩口部;20、第二管件;21、第二主体部;22、扩口部;30、第一接管;40、第二接管。
具体实施方式
下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
需要说明的是,当元件被称为“设于”另一个元件,它可以直接设在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“设置于”另一个元件,它可以是直接设置在另一个元件上或者可能同时存在居中元件。当一个元件被认为是“固定于”另一个元件,它可以是直接固定在另一个元件上或者可能同时存在居中元件。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
请参阅图1-3,本发明提供一种管件连接结构,包括第一管件10、第二管件20、第一接管30和第二接管40。第一接管30套设于第一管件10一端的外侧且与第一管件10焊接。第一管件10一端从第一接管30的另一端伸出。第一管件10伸出第一接管30的部分伸入第二管件20内,与第二管件20搭接。第二接管40一端套设于第二管件20一端的外侧且与第二管件20焊接,另一端套设于第一接管30外侧且与第一接管30焊接。
该管件连接结构,第一管件10和第二管件20之间,一方面通过第一接管30和第二接管40焊接,形成一层固定结构;另一方面第一管件10部分伸入第二管件20内,与第二管件20搭接,形成另一层固定结构。也就是说,第一管件10和第二管件20之间的连接部位存在多层固定结构,使得第一管件10和第二管件20之间连接牢固,不易发生损坏,具有较长的使用寿命。
该管件连接结构可适用于空调系统中两个不锈钢管之间的连接,也就是说,第一管件10为不锈钢管,第二管件20也为不锈钢管。第一接管30和第二接管40为同种金属管件,同种金属管件之间容易焊接,且焊接效果好。具体地,第一接管30和第二接管40均为铜管,焊接后连接强度高,结构稳定。当然,该管件连接结构也适用于不同材质管件之间的连接,例如,第一管件10为不锈钢管,第二管件20为铜管;或者,第一管件10为铜管,第二管件20为不锈钢管,同样可以通过第一接管30和第二接管40进行连接,只要第一管件10的一端能够伸入第二管件20内与第二管件20搭接,即可提高第一管件10和第二管件20之间的连接强度。
本申请的管件连接结构,通过第一管件10伸入第二管件20内形成搭接部分,提高了第一管件10和第二管件20连接处的结构强度。一实施例中,请参阅图1和图3,或图4和图6,第一管件10和第二管件20之间搭接部分的长度L小于或等于第二接管40的长度H。如果搭接部分长度太长,则意味着第一管件10伸入第二管件20的部分太长,则不利于第一管件10和第二管件20之间的连接,也就不利于第一管件10和第二管件20之间的焊接。本实施例中,搭接部分的长度L为2mm以上,具体地,搭接部分的长度L可以为2mm,3mm,4mm,5mm,6mm,7mm,8mm,9mm,10mm,11mm,12mm,13mm,14mm,15mm。较优地,搭接部分的长度L为5mm-10mm,长度适中,既保证了第一管件10和第二管件20之间连接强度的提升,也方便了第一管件10和第二管件20之间的连接。
本实施例中,第二接管40的内径大于第一接管30的外径,如此,便于焊接前将第二接管40套接于第一接管30外侧,方便了第二接管40和第一接管30之间的装配。装配后,第二接管40与第一接管30之间具有缝隙,便于焊接第二接管40与第一接管30时,焊料渗入第二接管40与第一接管30之间,从而形成焊料层,牢固连接第二接管40和第一接管30。
如图1或图4所示,第一接管30远离第二管件20的一端伸出于第二接管40。如此,第二接管40和第一接管30之间形成阶梯,该阶梯搭接于第一管件10外侧,如此,第一管件10和第二管件20之间的连接结构(包括第一接管30、第二接管40、第一管件10和第二管件20)具有更多的重合部分,从而第一管件10和第二管件20之间的连接强度更高。
进一步地,请参阅图1和图2,或图4和图5,第一接管30伸出于第二接管40的部分的长度M大于或等于第一接管30的长度N的1/10。如此,可以保证第一管件10和第二管件20之间具有较高的连接强度。
进一步地,第一接管30朝向第二管件20的一端的端面与第二管件20朝向第一接管30的一端的端面抵接。如此,第一管件10伸入第二管件20的长度更长,也就是搭接部分长度更长,并且,第一接管30和第二接管40之间具有更长的重合部分,从而有利于提高第一管件10和第二管件20之间的连接强度。
为了方便第一管件10伸入第二管件20内,如图1-3所示,一实施例中,第一管件10包括第一主体部11和设于第一主体部11一端的缩口部12,第一接管30套设于缩口部12外侧,且缩口部12远离第一主体部11的一端伸入第二管件20内。第一管件10包括缩口部12,缩口部12的设置有利于将第一管件10伸入第二管件20内,方便了焊接前的装配。
本实施例中,第一接管30的长度小于缩口部12的长度,如此,缩口部12能够从第一接管30内伸出,从而伸入第二管件20内。
本实施例中,缩口部12的外径小于或等于第二管件20的内径,从而缩口部12可以很容易伸入第二管件20内。
进一步地,缩口部12的外径小于或等于第一主体部11的内径。如此,便于缩口部12伸入内径与第一主体部11内径相同的第二管件20内。也就是说,第一管件10的第一主体部11的内径和第二管件20的内径相同,缩口部12很容易伸入第二管件20内,从而形成搭接。
缩口部12伸入第二管件20内的部分与第二管件20过盈配合或间隙配合。缩口部12与第二管件20过盈配合,有利于提高第一管件10和第二管件20之间的连接强度。缩口部12与第二管件20间隙配合,焊接第一接管30和第二接管40时,焊料可以渗入缩口部12和第二管件20之间的间隙中,焊接后形成焊接层同样可以提高第一管件10和第二管件20之间的连接强度。缩口部12伸入第二管件20内的部分与第二管件20过盈配合或间隙配合均有利于提高第一管件10和第二管件20之间的连接强度。
请参阅图1-3,该实施例中,管件连接结构的加工方法包括以下步骤:
S11、将第一管件10的一端经过缩口处理形成缩口部12,然后第一接管30套装于缩口部12外侧,且使得缩口部12远离第一主体部11的一端伸出于第一接管30。该第一管件10为不锈钢管,第一接管30为铜管,采用锡青铜焊料焊接第一管件10和第一接管30。该步骤中可以采用焊环,且可通过炉中钎焊的方式进行焊接。焊接前,可以先将焊环套装于缩口部12外侧,再将第一接管30套装于缩口部12;也可以先将第一接管30套装于缩口部12,再将焊环套装于缩口部12外侧。
S12、将第二接管40一端套装于第二管件20一端,也就是第二管件20一端伸入第二接管40内,且第二管件20伸入第二接管40的部分的长度小于第二接管40的长度,从而第二接管40内预留有供第一接管30伸入的空间。该第二管件20为不锈钢管,第二接管40为铜管,采用锡青铜焊料焊接第二管件20和第二接管40。该步骤中可以采用焊环,且可通过炉中钎焊的方式进行焊接。焊接前,可以先将焊环套装于第二管件20外侧,再将第二接管40套装于第二管件20;也可以先将第二接管40套装于第二管件20,再将焊环套装于第二管件20外侧。
S13、将焊接在一起的第一管件10和第一接管30装配于第二管件20和第二接管40,使得第一接管30一端伸入第二接管40内,且第一管件10的缩口部12伸入第二管件20内,从而完成焊接前的装配。之后可通过火焰焊的方式焊接第一接管30和第二接管40。第一接管30和第二接管40之间可以采用铜焊料进行焊接。
该加工方法中步骤S11和步骤S12之间不具有先后顺序,步骤S11和步骤S12可以同时进行,也可以分别进行。
如图4-6所示,另一实施例中,第二管件20包括第二主体部21和设于第二主体部21一端的扩口部22,扩口部22从第二接管40一端伸入第二接管40内并连接第二接管40,第一管件10伸出第一接管30的部分伸入扩口部22。第二管件20包括扩口部22,扩口部22的设置有利于将第一管件10伸入第二管件20内,方便了焊接前的装配。
本实施例中,扩口部22的内径大于或等于第一管件10的外径。如此,第一管件10可以很容易伸入扩口部22内。
进一步地,扩口部22的内径大于或等于第二主体部21的外径。如此,便于外径与第二主体部21外径相同的第一管件10伸入扩口部22内。也就是说,第一管件10的外径和第二管件20的第二主体部21的外径相同,第一管件10很容易伸入第二管件20的扩口部22内,从而形成搭接。
第一管件10伸入扩口部22内的部分与扩口部22过盈配合或间隙配合。第一管件10与扩口部22过盈配合,有利于提高第一管件10和第二管件20之间的连接强度。第一管件10与扩口部22间隙配合,焊接第一接管30和第二接管40时,焊料可以渗入第一管件10与扩口部22之间的间隙中,焊接后形成焊接层同样可以提高第一管件10和第二管件20之间的连接强度。第一管件10伸入扩口部22内的部分与扩口部22过盈配合或间隙配合均有利于提高第一管件10和第二管件20之间的连接强度。
请参阅图4-6,该实施例中,管件连接结构的加工方法包括以下步骤:
S21、将第一接管30套装于第一管件10外侧,且使得第一管件10的一端从第一接管30另一端伸出。该第一管件10为不锈钢管,第一接管30为铜管,采用锡青铜焊料焊接第一管件10和第一接管30。该步骤中可以采用焊环,且可通过炉中钎焊的方式进行焊接。焊接前,可以先将焊环套装于第一管件10外侧,再将第一接管30套装于第一管件10;也可以先将第一接管30套装于第一管件10,再将焊环套装于第一管件10外侧。
S22、将第二管件20的一端经过扩口处理形成扩口部22,然后第二接管40套装于扩口部22外侧,也就是扩口部22伸入第二接管40内,且扩口部22伸入第二接管40的部分的长度小于第二接管40的长度,从而第二接管40内预留有供第一接管30伸入的空间。该第二管件20为不锈钢管,第二接管40为铜管,采用锡青铜焊料焊接第二管件20和第二接管40。该步骤中可以采用焊环,且可通过炉中钎焊的方式进行焊接。焊接前,可以先将焊环套装于扩口部22外侧,再将第二接管40套装于扩口部22;也可以先将第二接管40套装于扩口部22,再将焊环套装于扩口部22外侧。
S23、将焊接在一起的第一管件10和第一接管30装配于第二管件20和第二接管40,使得第一接管30一端伸入第二接管40内,且第一管件10的一端伸入第二管件20的扩口部22内,从而完成焊接前的装配。之后可通过火焰焊的方式焊接第一接管30和第二接管40。第一接管30和第二接管40之间可以采用铜焊料进行焊接。
该加工方法中步骤S21和步骤S22之间不具有先后顺序,步骤S21和步骤S22可以同时进行,也可以分别进行。
该管件连接结构特别适用于连接两个管径相同的管件,也就是说,第一管件10和第二管件20的外径相同,内径也相同。但不限于此,该管件连接结构也可以用于连接两个管径不同的管件,只要待连接的两个管件之间形成搭接部分,即可提高两个管件之间的连接强度。
以上所述实施方式的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施方式中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本发明要求保护的范围内。
- 一种管件连接结构及一种不锈钢管件的连接结构
- 一种管件连接结构及不锈钢管件与铜管的连接结构