一种铝板冲型用万能模具
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及铝板冲型技术领域,具体是涉及一种铝板冲型用万能模具。
背景技术
铝板是把厚度在0.2mm以上至500mm以下,200mm宽度以上,长度16m以内的铝材料称之为铝板材或者铝片材,0.2mm以下为铝材,200mm宽度以内为排材或者条材。铝板凭借其优越的性能,在航空、航天、汽车、机械制造、船舶及化学工业中已大量应用。
但是现有的铝板冲型用万能模具还存在以下缺陷:在对铝板冲型时无法在使用过程中调整对铝板冲型的形状。
发明内容
本发明所要解决的技术问题是提供一种铝板冲型用万能模具以解决现有技术中在对铝板冲型时无法在使用过程中调整对铝板冲型的形状的问题。
为解决上述技术问题,本发明提供以下技术方案:本发明实施例提供了一种铝板冲型用万能模具,包括工作台、落地座、上料装置、旋转装置、上模冲型装置、下模冲型装置、固定装置和收集装置,所述工作台放置于地面,所述落地座放置于地面且位于工作台的旁侧,所述上料装置安装在落地座内的两侧壁上,所述旋转装置安装在落地座的顶部且与工作台转动配合,所述上模冲型装置安装在旋转装置上且与旋转装置固定连接,所述下模冲型装置安装在工作台的顶部且与工作台转动配合,所述固定装置安装在下模冲型装置上,所述收集装置安装在下模冲型装置上且位于下模冲型装置的下方。
进一步的,所述上料装置包括第一上料组件和第二上料组件,所述第一上料组件和第二上料组件结构相同安装在落地座内的两侧壁上,所述第一上料组件包括驱动电机、驱动电机座、承托盒、套盒、旋转杆、复位弹簧、螺纹杆和两个输送辊,所述驱动电机座安装在落地座的侧壁上,所述驱动电机安装在驱动电机座上,所述承托盒安装在落地座上,所述承托盒与驱动电机主轴转动配合,所述套盒安装在承托盒上,所述旋转杆安装在套盒上且与套盒转动配合,两个所述输送辊分别安装在驱动电机主轴和旋转杆上,其中一个输送辊与驱动电机主轴连接,所述复位弹簧的两端分别与承托盒的内顶部和位于承托盒内上部的套盒顶部连接,所述承托盒的顶部均与其螺纹连接的螺纹杆连接,所述螺纹杆的底部与位于承托盒上的套盒顶部固定连接。
进一步的,所述旋转装置包括旋转电机、旋转电机座、蜗轮、蜗杆、转动杆和两个限位座,所述旋转电机座安装在落地座的顶部,所述旋转电机安装在旋转电机座上,两个所述限位座对称设置在落地座的顶部,所述蜗杆的两端分别与旋转电机的主轴连接贯穿其中一个限位座与另一个限位座连接,所述蜗轮安装在落地座的顶部且与落地座转动配合,所述蜗杆与蜗轮啮合,所述转动杆安装在蜗轮上且与蜗轮传动配合。
进一步的,所述上模冲型装置包括第一上模组件、第二上模组件、第三上模组件、第四上模组件、第五上模组件和第六上模组件,所述第一上模组件、第二上模组件、第三上模组件、第四上模组件和第五上模组件结构相同呈圆周设置在转动杆上,所述第一上模组件包括转动架、支撑架、液压气缸、液压杆、套筒和模具块,所述转动架的一端安装在转动杆上且与转动杆固定连接,所述支撑架安装在转动架的另一端,所述液压气缸安装在支撑架内的底部,所述液压杆安装在液压气缸的伸缩端上,所述套筒套设在液压杆上且与液压杆滑动配合,所述套筒贯穿支撑架,所述模具块安装在液压杆的另一端竖直向下模冲型装置设置。
进一步的,所述下模冲型装置包括第一下模组件、第二下模组件、第三下模组件、第四下模组件、第五下模组件和第六下模组件,所述第一下模组件、第二下模组件、第三下模组件、第四下模组件和第五下模组件结构相同呈圆周设置在工作台的顶部,所述第一下模组件包括固定座、模具盒、模具孔、两个卡块和两个拉力弹簧,所述固定座安装在工作台的顶部,所述模具盒安装在固定座的顶部,所述模具盒上设有与模具块相对应的模具孔,所述模具盒内设有滑动槽,两个所述卡块对称安装在模具盒内的滑动槽中,两个所述拉力弹簧的两端分别与滑动槽的顶端以及卡块相连接。
进一步的,所述上模冲型装置上设有六个逐渐增大的模具块,所述下模冲型装置上设有与其相对应设置模具盒内六个逐渐增大的模具孔。
进一步的,所述固定装置包括第一固定组件、第二固定组件、第三固定组件、第四固定组件、第五固定组件和第六固定组件,所述第一固定组件、第二固定组件、第三固定组件、第四固定组件、第五固定组件和第六固定组件结构相同呈圆周设置在固定座的顶部,所述第一固定组件包括两个驱动电缸、两个驱动杆、两个固定板、两个滑动块、两个铰接杆和二个铰接板,两个所述驱动电缸分别对称设置在固定座上,两个所述固定板分别对称安装在模具盒的侧壁上,两个所述驱动杆分别安装在两个驱动电缸的伸缩端上,两个所述滑动块分别安装在两个驱动杆的另一端,两个所述铰接板分别安装在两个滑动块上且与两个滑动块滑动配合,所述铰接板上设有滑行槽,两个所述铰接杆分别贯穿两个滑动块与铰接板上的滑行槽滑动配合。
进一步的,所述收集装置包括收集箱和棉垫,所述收集箱安装在固定座上且位于模具盒上模具孔的底部,所述棉垫放置在收集箱内。
本发明与现有技术相比具有的有益效果是:
其一,当需对铝板进行冲压时,将铝板放置在两个输送辊中,驱动电机转动带动旋转杆进行旋转,旋转杆旋转带动两个输送辊进行转动对铝板进行固定输送可通过螺纹杆和复位弹簧调节铝板厚度的大小完成作业。
其二,当铝板输送来时,旋转电机运作带动蜗杆进行旋转,蜗杆旋转带动蜗轮进行转动,蜗轮转动带动转动杆进行转动可以通过旋转来对铝板实现不同的冲压方式。
其三,当铝板输送来时被固定装置固定住时,液压气缸运作带动液压杆向下运作,液压杆向下运作带动模具块向下模冲型装置模具盒上的模具孔运作完成对铝板的冲压。
其四,当上模冲型装置对铝板进行冲压时,当模具块带动铝板使入模具盒内的模具孔中时,两个卡块被模具盒抵触,当完成冲压后,模具块收回时两个卡块的前端对模具块上冲压完成后的铝板进行剥落至收集箱内完成作业。
其五,当铝板输送至模具盒上时,两个驱动电缸运作带动两个驱动杆运作,两个驱动杆分别使两个滑动块在两个铰接板上进行滑动,当滑动至铰接板上滑行槽的顶部时两个铰接板对铝板进行下压固定将铝板固定在模具盒上完成作业。
附图说明
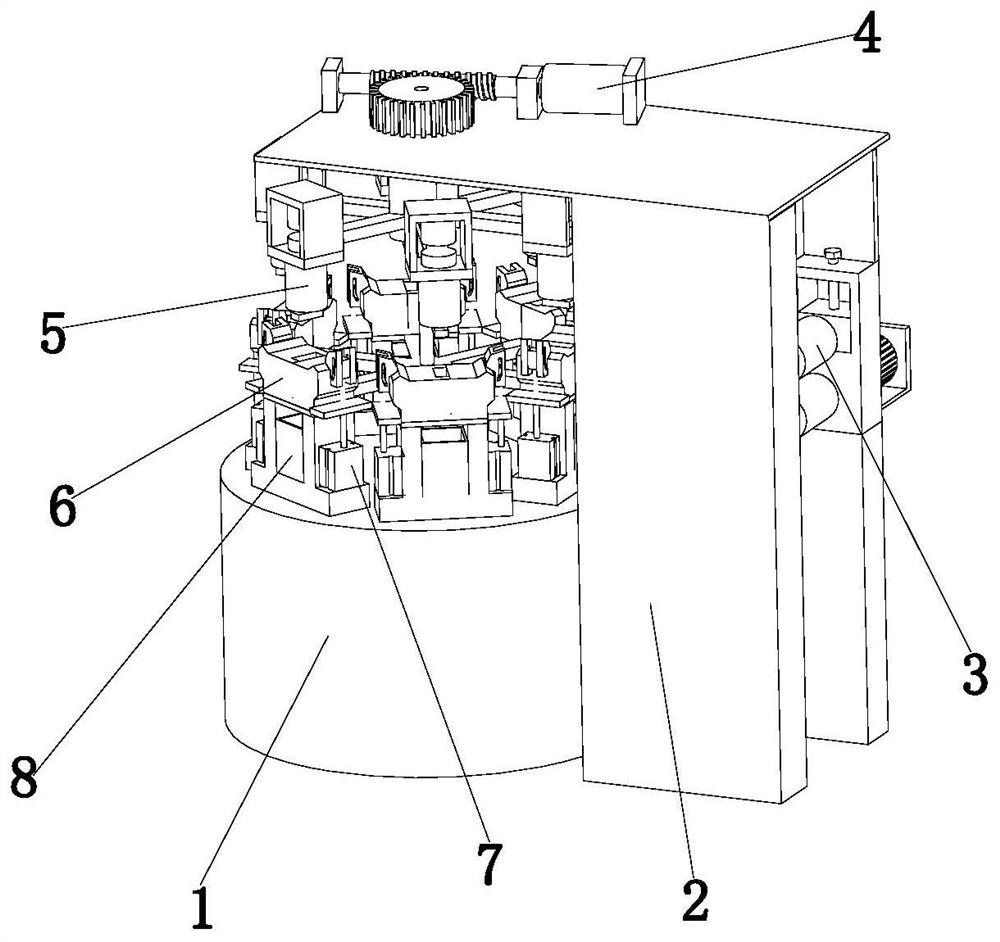
图1为本发明的立体结构示意图一;
图2为本发明上料装置立体结构示意图;
图3为本发明旋转装置立体结构示意图;
图4为本发明上模冲型装置立体结构示意图;
图5为本发明的立体结构示意图二;
图6为本发明的固定装置立体结构示意图;
图7为本发明的下模冲型装置剖视图。
图中标号为:
工作台1,落地座2,上料装置3,第一上料组件31,驱动电机311,驱动电机座312,承托盒313,套盒314,旋转杆315,复位弹簧316,螺纹杆317,输送辊318,第二上料组件32,旋转装置4,旋转电机41,旋转电机座42,蜗轮43,蜗杆44,转动杆45,限位座46,上模冲型装置5,第一上模组件51,转动架511,支撑架512,液压气缸513,液压杆514,套筒515,模具块516,第二上模组件52,第三上模组件53,第四上模组件54,第五上模组件55,第六上模组件56,下模冲型装置6,第一下模组件61,固定座611,模具盒612,模具孔613,卡块614,拉力弹簧615,第二下模组件62,第三下模组件63,第四下模组件64,第五下模组件65,第六下模组件66,固定装置7,第一固定组件71,驱动电缸711,驱动杆712,固定板713,滑动块714,铰接杆715,铰接板716,第二固定组件72,第三固定组件73,第四固定组件74,第五固定组件75,第六固定组件76,收集装置8,收集箱81,棉垫82。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参照图1至图7可知,本发明实施例提供了一种铝板冲型用万能模具,包括工作台1、落地座2、上料装置3、旋转装置4、上模冲型装置5、下模冲型装置6、固定装置7和收集装置8,所述工作台1放置于地面,所述落地座2放置于地面且位于工作台1的旁侧,所述上料装置3安装在落地座2内的两侧壁上,所述旋转装置4安装在落地座2的顶部且与工作台1转动配合,所述上模冲型装置5安装在旋转装置4上且与旋转装置4固定连接,所述下模冲型装置6安装在工作台1的顶部且与工作台1转动配合,所述固定装置7安装在下模冲型装置6上,所述收集装置8安装在下模冲型装置6上且位于下模冲型装置6的下方;上料装置3对铝板进行上料,旋转装置4可通过旋转对铝板进行不同的冲压方式,上模冲型装置5对铝板进行冲压,下模冲型装置6可使铝板进行剥落,固定装置7将铝板进行固定,收集装置8放置铝板在下落过程中产生磕碰。
具体的,所述上料装置3包括第一上料组件31和第二上料组件32,所述第一上料组件31和第二上料组件32结构相同安装在落地座2内的两侧壁上,所述第一上料组件31包括驱动电机311、驱动电机座312、承托盒313、套盒314、旋转杆315、复位弹簧316、螺纹杆317和两个输送辊318,所述驱动电机座312安装在落地座2的侧壁上,所述驱动电机311安装在驱动电机座312上,所述承托盒313安装在落地座2上,所述承托盒313与驱动电机311主轴转动配合,所述套盒314安装在承托盒313上,所述旋转杆315安装在套盒314上且与套盒314转动配合,两个所述输送辊318分别安装在驱动电机311主轴和旋转杆315上,其中一个输送辊318与驱动电机311主轴连接,所述复位弹簧316的两端分别与承托盒313的内顶部和位于承托盒313内上部的套盒314顶部连接,所述承托盒313的顶部均与其螺纹连接的螺纹杆317连接,所述螺纹杆317的底部与位于承托盒313上的套盒314顶部固定连接;当需对铝板进行冲压时,将铝板放置在两个输送辊318中,驱动电机311转动带动旋转杆315进行旋转,旋转杆315旋转带动两个输送辊318进行转动对铝板进行固定输送可通过螺纹杆317和复位弹簧316调节铝板厚度的大小完成作业。
具体的,所述旋转装置4包括旋转电机41、旋转电机座42、蜗轮43、蜗杆44、转动杆45和两个限位座46,所述旋转电机座42安装在落地座2的顶部,所述旋转电机41安装在旋转电机座42上,两个所述限位座46对称设置在落地座2的顶部,所述蜗杆44的两端分别与旋转电机41的主轴连接贯穿其中一个限位座46与另一个限位座46连接,所述蜗轮43安装在落地座2的顶部且与落地座2转动配合,所述蜗杆44与蜗轮43啮合,所述转动杆45安装在蜗轮43上且与蜗轮43传动配合;当铝板输送来时,旋转电机41运作带动蜗杆44进行旋转,蜗杆44旋转带动蜗轮43进行转动,蜗轮43转动带动转动杆45进行转动可以通过旋转来对铝板实现不同的冲压方式。
具体的,所述上模冲型装置5包括第一上模组件51、第二上模组件52、第三上模组件53、第四上模组件54、第五上模组件55和第六上模组件56,所述第一上模组件51、第二上模组件52、第三上模组件53、第四上模组件54和第五上模组件55结构相同呈圆周设置在转动杆45上,所述第一上模组件51包括转动架511、支撑架512、液压气缸513、液压杆514、套筒515和模具块516,所述转动架511的一端安装在转动杆45上且与转动杆45固定连接,所述支撑架512安装在转动架511的另一端,所述液压气缸513安装在支撑架512内的底部,所述液压杆514安装在液压气缸513的伸缩端上,所述套筒515套设在液压杆514上且与液压杆514滑动配合,所述套筒515贯穿支撑架512,所述模具块516安装在液压杆514的另一端竖直向下模冲型装置6设置;当铝板输送来时被固定装置7固定住时,液压气缸513运作带动液压杆514向下运作,液压杆514向下运作带动模具块516向下模冲型装置6模具盒612上的模具孔613运作完成对铝板的冲压。
具体的,所述下模冲型装置6包括第一下模组件61、第二下模组件62、第三下模组件63、第四下模组件64、第五下模组件65和第六下模组件66,所述第一下模组件61、第二下模组件62、第三下模组件63、第四下模组件64和第五下模组件65结构相同呈圆周设置在工作台1的顶部,所述第一下模组件61包括固定座611、模具盒612、模具孔613、两个卡块614和两个拉力弹簧615,所述固定座611安装在工作台1的顶部,所述模具盒612安装在固定座611的顶部,所述模具盒612上设有与模具块516相对应的模具孔613,所述模具盒612内设有滑动槽,两个所述卡块614对称安装在模具盒612内的滑动槽中,两个所述拉力弹簧615的两端分别与滑动槽的顶端以及卡块614相连接;当上模冲型装置5对铝板进行冲压时,当模具块516带动铝板使入模具盒612内的模具孔613中时,两个卡块614被模具盒612抵触,当完成冲压后,模具块516收回时两个卡块614的前端对模具块516上冲压完成后的铝板进行剥落至收集箱81内完成作业。
具体的,所述上模冲型装置5上设有六个逐渐增大的模具块516,所述下模冲型装置6上设有与其相对应设置模具盒612内六个逐渐增大的模具孔613;六个模具块516和模具盒612内逐渐增大的模具孔613可使使用者在实际需求中可调整铝板在冲压时产生的模具。
具体的,所述固定装置7包括第一固定组件71、第二固定组件72、第三固定组件73、第四固定组件74、第五固定组件75和第六固定组件76,所述第一固定组件71、第二固定组件72、第三固定组件73、第四固定组件74、第五固定组件75和第六固定组件76结构相同呈圆周设置在固定座611的顶部,所述第一固定组件71包括两个驱动电缸711、两个驱动杆712、两个固定板713、两个滑动块714、两个铰接杆715和二个铰接板716,两个所述驱动电缸711分别对称设置在固定座611上,两个所述固定板713分别对称安装在模具盒612的侧壁上,两个所述驱动杆712分别安装在两个驱动电缸711的伸缩端上,两个所述滑动块714分别安装在两个驱动杆712的另一端,两个所述铰接板716分别安装在两个滑动块714上且与两个滑动块714滑动配合,所述铰接板716上设有滑行槽,两个所述铰接杆715分别贯穿两个滑动块714与铰接板716上的滑行槽滑动配合;当铝板输送至模具盒612上时,两个驱动电缸711运作带动两个驱动杆712运作,两个驱动杆712分别使两个滑动块714在两个铰接板716上进行滑动,当滑动至铰接板716上滑行槽的顶部时两个铰接板716对铝板进行下压固定将铝板固定在模具盒612上完成作业。
具体的,所述收集装置8包括收集箱81和棉垫82,所述收集箱81安装在固定座611上且位于模具盒612上模具孔613的底部,所述棉垫82放置在收集箱81内;当铝板被冲型后掉入至收集箱81内,棉垫82可防止冲型后的铝板发生磕碰。
- 一种铝板冲型用万能模具及其使用方法
- 一种铝板冲型用万能模具的工作方法