全自动SSD固态硬盘包装线
文献发布时间:2023-06-19 09:26:02
技术领域
本发明属于SSD固态硬盘包装技术领域,具体涉及全自动SSD固态硬盘包装线。
背景技术
随着自动化设备的进一步普及,在生产制造中,人们越来越多的采用自动设备来取代人工操作,例如:机械手、机械臂、机器人等,显然,这些自动化设备不但可以减少人工的使用,而且可以更好的保证产品的生产质量。
但是,在整个产品的生产制造中,大多数自动化生产均集中于产品生产制造工序,但大多数产品在生产出来后还需要经过包装,现有的包装作业往往是通过人工来进行,主要是通过人工开箱、装箱和封箱等工序,对于生产速度较慢的设备来说,人工还能够进行适应,而对SSD固态硬盘包装等设备的快速生产,特别是多条设备同时生产时,人工包装的效率往往捉襟见肘,不但工人的劳动强度大,而且需要大量的人工来协同作业,有鉴于此,发明人经反复的试验和论证,对现在的包装作业进行了改进。
发明内容
本发明的目的在于提供全自动SSD固态硬盘包装线,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:全自动SSD固态硬盘包装线,包括包装成型机、上料机构、小盒装入检测机、封口标签机、大盒开箱机、小盒入大盒整合机、称重机、封箱机、转角封箱机、大盒贴标机、码垛机器人,所述包装成型机的一侧通过螺栓与所述旋转上料装置的外壁固定连接,所述下料翻转平台设置在所述旋转上料装置的下方,所述旋转上料装置的一侧通过下料翻转平台与所述小盒装入检测机的外壁固定连接,所述旋转上料装置的一侧通过螺栓与所述投料检测装置的外壁固定连接,所述小盒装入检测机通过传送装置与所述封口标签机连接端连通,所述大盒开箱机安装在所述连接封口标签机的侧壁,所述大盒开箱机与传送装置平行安装,所述小盒入大盒整合机安装在所述大盒开箱机的侧壁上,且传送装置延伸至所述小盒入大盒整合机的内部,所述称重机安装在所述小盒入大盒整合机的侧壁上,所述封箱机安装在所述称重机侧壁上,所述转角封箱机的侧壁与所述封箱机的一侧固定连接,所述大盒贴标机的侧壁与所述转角封箱机的侧壁固定连接,所述码垛机器人的侧壁与所述大盒贴标机的外壁固定连接;
包装成型机的底部固定设置有机架,所述机架的一侧通过螺栓固定支架A,且固定支架A的数量为两个,两个所述支架A均开设有卡槽,且卡槽内部设置有气涨轴,所述气涨轴的轴壁套接有PET膜,所述机架的一端中间位置固定安装有pet放料气缸,且所述pet放料气缸与所述pet膜相连接,所述pet放料气缸的顶部固定安装有pet加紧气缸,所述pet放料气缸的顶部安装有过渡轮,所述过渡轮数量为两个,两个所述过渡轮的底部均安装有断膜传感器支架,所述断膜传感器支架的一端固定安装有组件支撑臂,所述组件支撑的一端固定安装有pet压板,所述pet压板的顶部固定安装有调机板,所述调机板的一侧安装有加热板上下气缸,所述机架的内部通过螺栓固定安装有电器板,所述加热板上下气缸的一侧固定安装有热成型机构,所述热成型机构的一侧通过螺栓固定安装有模切机构,所述机架的上表面通过螺栓固定安装支撑臂A,所述模切机构的上端设置有卸料槽口,所述模切机构的顶部固定安装有取料机械手A,所述支撑臂A的顶部固定安装有成型单pet移动手臂,所述机架的上表面通过螺栓固定安装冲压支架,所述冲压支架的内侧安装有放料转盘,所述放料转盘的中心位置开设有卡槽,且卡槽处固定安装有分割器A,所述冲压支架顶部固定安装有导向杆,所述导向杆的一侧安装有冲压气缸,所述冲压支架的顶部安装有移动Z轴,所述移动Z轴的一端固定安装有固定板。
作为优选的实施方式,所述上料机构包括旋转上料装置、下料翻转平台、手动上机构、四工位旋转平台、支架B、料仓和工位转台,所述下料翻转平台的底部固定连接有所述翻转气缸,所述翻转气缸的一端活动连接有翻转杆,所述下料翻转平台通过所述翻转杆与轴承固定支座连接,所述四工位旋转平台分别包括螺丝机支架平台、说明书料仓、取说明书吸嘴和螺丝上料机,所述四工位旋转平台偏上端的位置固定连接有取料Z轴A,所述料仓包括取料X轴、来料顶升Z轴和取料Z轴B,所述取料X轴通过螺栓与旋转上料装置固定,所述来料顶升Z轴与料仓固定连接,所述取料Z轴B位于料仓顶部,所述取料X轴固定连接有视觉支架,所述视觉支架底部固定连接有取料Z轴B,所述取料Z轴A的一侧固定安装有下料机器人;所述下料机器人通过螺栓固定安装有取料吸盘,所述取料吸盘的一侧固定安装有压紧装置;所述料仓数量为两个,且两个所述料仓中部偏上的位置固定连接有放料气缸,所述旋转上料的一侧设置有支架C,所述支架C开设有孔且孔内设置有旋转轴,所述旋转轴的一侧设置有手动上盒机构,支架C顶部固定连接有放盒料仓,所述工位转台通过轴承与支架B固定连接。
作为优选的实施方式,所述投料检测装置的一侧固定设置有所述机械手固定支架,所述机械手固定的上端固定连接有取料机械手B,所述取料机械手B的顶部固定连接有顶部同轴光,所述顶部同轴光固定连接有顶部视觉相机,所述顶部视觉相机的一侧固定连接有视觉移动机械臂,所述投料检测装置顶部通过螺栓固定有驱动电机,且数量为两个;所述投料检测装置的内部设置有暂存平台,所述暂存平台的顶部设置有去料处定位tray气缸,且数量为两个;所述去料处定位tray气缸的一侧固定连接有皮带输送支架,所述皮带输送支架的一侧固定连接有皮带输送机构。
作为优选的实施方式,所述封口贴标机的一端固定安装有输送支架,所述输送支架的内侧通过轴承安装有传送轮,所述传送轮的一侧开设有小盒输送线,所述封口贴标机的一侧设置有斑马打印机,且数量为三个,所述斑马打印机的一端固定设置有贴标上下气缸,且所述贴标上下气缸的底部设置有弹性支架A,所述贴标上下气缸的一侧固定安装有贴标机械手,所述弹性支架A的底部固定连接有折标滚轮,所述折标滚轮的底端固定连接有取标板,所述取标板的底部固定连接有接标平台,所述接标平台的一端固定连接有接标平移气缸,所述接标平移气缸的一端固定连接有接标上下气缸,两两斑马打印机之间固定连接有平移气缸,所述平移气缸的底部固定连接有支撑臂B,所述支撑臂B底部固定连接有下压弹性支架,所述下压弹性支架的底部通过螺栓固定连接有压板A,所述封口贴标机的一侧且与斑马打印机平行的位置固定设置有出标机构,所述支架C的一侧听过轴承连接有隔离纸收集,所述旋转缸固定板一侧通过螺栓固定安装有取标上下气缸,所述取标上下气缸的顶部固定安装有旋转气缸。
作为优选的实施方式,所述模切机构的底部固定连接有所述顶升驱动电机A,所述顶升驱动电机A上端通过螺栓固定有底部大板,所述底部大板的一侧固定连接有位置调节丝杆,所述底部大板上端开设有导轨,所述导轨上端通过卡槽连接有下裁切模,所述下裁切模上端通过螺栓固定连接有模架导杆,所述模架导杆固定连接有上模,所述上模的上端设置有上支撑板,所述上模通过模架导杆与上支撑板固定连接,所述上支撑板的一侧固定连接有上下位置传感器,所述上下位置传感器的一侧固定安装有调压阀,所述上支撑板固定连接有气液增压缸。
作为优选的实施方式,所述出标机构包括支架D和旋转缸固定板,所述支架D的一侧固定安装有出标位置传感器,所述位置传感器的上方且与支架D连接处固定安装有分离标签轨道,所述支架D的一侧固定安装有隔离纸过渡轮,且隔离纸过渡轮数量为三个;所述支架D的一侧固定安装有气缸固定板,所述气缸固定板的一侧固定连接有压标气缸,所述贴签上下缸的底部固定安装有弹性支架B,所述弹性支架B的一侧固定安装有弹簧A,所述弹簧A的数量为两个,所述弹簧A的一端固定连接有弹簧B,所述弹簧B的底部固定连接有吸标头,所述吸标头的一侧固定安装有折边贴标滚轮,所述支架D的一侧固定安装有轴承,所述轴承外侧固定安装有锁紧挡环,所述锁紧挡环的一侧设置有锁紧螺母,所述锁紧挡环底部活动连接有盖板,所述盖板与支架D之间安装有标签卷。
作为优选的实施方式,所述投料升降机构包括大板和机构安装平台,所述大板固定安装有tray加紧平台,所述tray加紧平台内部通过螺栓固定安装有定位推手机构,所述定位推手机构的一端固定安装有送料推板,所述送料推板底部固定安装有送料气缸,所述定位推手机构内部固定安装有顶升导向杆,所述顶升导向杆安装有夹紧滑块,所述tray加紧平台顶部固定连接有带料tray1,所述机构安装平台上端通过螺栓固定安装有顶升驱动电机B,所述顶升驱动电机B的一侧安装有顶升丝杆,所述大板的底部通过螺栓固定安装有顶升丝杆。
作为优选的实施方式,所述工装转台顶部通过螺栓固定安装有导气滑环,所述工装转台底部固定安装有分割器电机,所述分割器电机一端固定安装有分割器,所述工装平台固定安装有合盖限位块,所述合盖限位块的一侧固定安装有合盖翻转气缸,所述合盖翻转气缸固定安装有联轴器,所述联轴器通过螺栓固定安装有放成型空泡壳工位,所述放成型空泡壳工位安装的一侧活动连接有压板B。
作为优选的实施方式,所述四工位旋转平台底部固定安装有旋转电机,所述说明书料仓的一侧固定安装有下料穴移动平台,所述下料穴移动平台的一侧固定安装有支撑板,所述支撑板上方固定安装有adapter料仓,所述adapter料仓数量为两个,所述adapter料仓内部滑动连接有手动上料辅助手柄。
与现有技术相比,本发明的有益效果是:
1、通过包装成型机、旋转上料装置、投料检测装置、下料翻转平台、小盒装入检测机、封口标签机、大盒开箱机、小盒入大盒整合机、称重机、封箱机、转角封箱机、大盒贴标机、码垛机器人配合作用,更快的完整对SSD固态硬盘检验、包装、筛选、小盒检测、封口贴签、大箱整合、装配等过程可有效的避免人工介入减少灰尘,使得整个流水线更加紧密完善,实用性较高。
2、通过旋转上料装置、工位转台、四工位旋转平台及其手动上盒机构的配合作用对SSD固态硬盘初步包装,且完成对完成包装的SSD固态硬盘通过卸料口进行卸出,通过过渡轮传送至热成型机构及其模切机构处,完成对SSD固态硬盘的二次装配,然后通过过渡轮传送至取料机械手A下方,从而完成对SSD固态硬盘第一次装配,省去了人工捡料的过程。
3、通过小盒输送线、接标平台、斑马打印机和出标机构配合作用使得完成装配的SSD固态硬盘进行封口贴标,省去了人工贴标的封口的过程,更便捷的整个SSD固态硬盘包装,便捷性较高。
本实发明设计新颖,避免了包装所产生的灰尘污染,通过两个支线包装线作为整个包装的前段,将装配部分与后续堆栈扫码部分作为包装线后端,包装线后端处理流程简单,单位时间内能处理的包装比前段打包喷涂部分多,采用两个支线为后端主线供给物料,能够有效的提高生产效率,且节约成本减少了人工。
附图说明
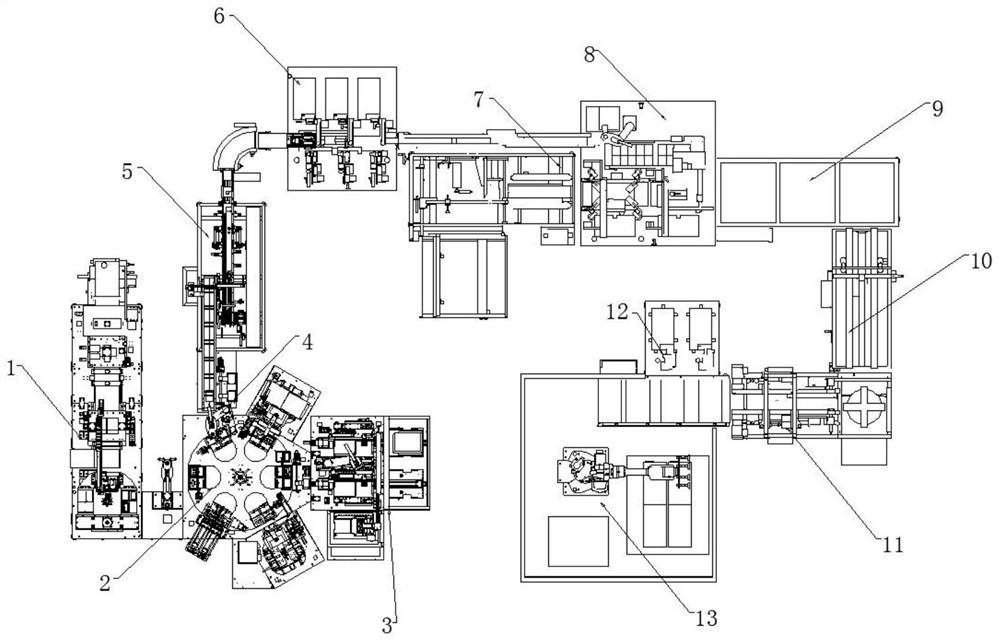
图1为本发明的整体结构的俯视图示意图;
图2为本发明的包装成型机的结构示意图;
图3为本发明的上料机构的结构示意图;
图4为本发明的投料检测装置的结构示意图;
图5为本发明的封口标签机的结构示意图;
图6为本发明的模切机构的结构示意图;
图7为本发明的投料升降机构的结构示意图;
图8为本发明的出标机构的结构示意图;
图9为本发明的旋转上料装置的结构示意图;
图10为本发明的四工位旋转平台的结构示意图。
图中:1、包装成型机;2、上料机构;3、投料检测装置;4、下料翻转平台;5、小盒装入检测机;6、封口标签机;7、大盒开箱机;8、小盒入大盒整合机;9、称重机;10、封箱机;11、转角封箱机;12、大盒贴标机;13、码垛机器人;1001、机架;1002、气涨轴;1003、pet膜;1004、pet放料气缸;1005、pet加紧气缸;1006、过渡轮;1007、断膜传感器支架;1008、z组件支撑臂;1009、pet压板;1010、调机板;1011、加热板上下气缸;1012、电器板;1013、热成型机构;1014、模切机构;1015、支撑臂A;1016、卸料槽口;1017、取料机械手A;1018、成型单pet移动手臂;1019、冲压支架;1020、放料转盘;1021、分割器;1022、导向杆;1023、冲压气缸;1024、移动Z轴;1025、固定板;1026、支架A;2001、翻转气缸;2002、翻转杆;2003、四工位旋转平台;2004、轴承固定支座;2005、螺丝机支架平台;2006、说明书料仓;2007、取说明书吸嘴;2008、螺丝上料机;2009、取料Z轴A;2010取料X轴;2011、来料顶升Z轴;2012、取料Z轴B;2013、料仓;2014、视觉支架;2015、放料气缸;2016、支架B;2017、旋转轴;2018、手动上盒机构;2019、放盒料仓;2021、支架C;2022、工位转台;2023、下料机器人;2024、取料吸盘;2025、压紧装置;2026、旋转上料装置;3001、机械手固定支架;3002、取料机械手B;3003、顶部同轴光;3004、顶部视觉相机;3005、视觉移动机械臂;3006、驱动电机;3007、暂存平台;3008、去料处定位tray气缸;3009、皮带输送支架;3010、皮带输送机构;3011、投料升降机构;6001、传送轮;6002、斑马打印机;6003、弹性支架A;6004、折标滚轮;6005、取标板;6006、接标平台;6007、接标平移气缸;6008、接标上下气缸;6009、支撑臂B;6010、下压弹性支架;6011、压板A;6012、出标机构;6013、输送支架;6014、小盒输送线;6015、贴标上下气缸;6016、贴标机械手;6017、平移气缸;1013-1、顶升驱动电机A;1013-2、底部大板;1013-3、位置调节丝杆;1013-4、导轨;1013-5、下裁切模;1013-6、模架导杆;1013-7、上模;1013-8、上支撑板;1013-9、上下位置传感器;1013-10、调节阀;1013-11、气液增压缸;4011-1、支架D;4011-2、旋转缸固定板;4011-3、出标位置传感器;4011-4、分离标签轨道;4011-5、隔离纸过渡轮;4011-6、气缸固定板;4011-7、压标气缸;4011-8、弹性支架B;4011-9、弹簧A;4011-10、弹簧B;4011-11、吸标头;4011-12、折边贴标滚轮;4011-13、轴承;4011-14、锁紧挡环;4011-15、锁紧螺母;4011-16、盖板;4011-17、标签卷;4011-18;隔离纸收集;4011-19、取标上下气缸;4011-20、旋转气缸;3011-1、大板;3011-2、机构安装平台;3011-3、tray加紧平台;3011-4、定位推手机构;3011-5、送料推板;3011-6、送料气缸;3011-7、顶升导向杆;3011-8、夹紧滑块;3011-9、带料tray1;3011-10、顶升驱动电机B;3011-11、顶升丝杆;14、分割器电机;15、分割器;16、合盖限位块;17、合盖翻转气缸;18、联轴器;19、放成型空泡壳工位;20、压板B;21、旋转电机;22、下料穴移动平台;23、支撑板;24、adapter料仓;25、上料辅助手柄;26、导气滑环。
具体实施方式
下面结合实施例对本发明做进一步的描述。
以下实施例用于说明本发明,但不能用来限制本发明的保护范围。实施例中的条件可以根据具体条件做进一步的调整,在本发明的构思前提下对本发明的方法简单改进都属于本发明要求保护的范围。
请参阅图1-10,全自动SSD固态硬盘包装线,包括包装成型机1、上料机构2、小盒装入检测机5、封口标签机6、大盒开箱机7、小盒入大盒整合机8、称重机9、封箱机10、转角封箱机11、大盒贴标机12、码垛机器人13,包装成型机1的一侧通过螺栓与旋转上料装置2026的外壁固定连接,下料翻转平台4设置在旋转上料装置2026的下方,旋转上料装置2026的一侧通过下料翻转平台4与小盒装入检测机5的外壁固定连接,旋转上料装置2026的一侧通过螺栓与投料检测装置3的外壁固定连接,小盒装入检测机5通过传送装置与封口标签机6连接端连通,大盒开箱机7安装在连接封口标签机6的侧壁,大盒开箱机7与传送装置平行安装,小盒入大盒整合机8安装在大盒开箱机7的侧壁上,且传送装置延伸至小盒入大盒整合机8的内部,称重机9安装在小盒入大盒整合机8的侧壁上,封箱机10安装在称重机9侧壁上,转角封箱机11的侧壁与封箱机10的一侧固定连接,大盒贴标机12的侧壁与转角封箱机11的侧壁固定连接,码垛机器人13的侧壁与大盒贴标机12的外壁固定连接;
包装成型机1的底部固定设置有机架1001,机架1001的一侧通过螺栓固定支架A1026,且固定支架A1026的数量为两个,两个支架A1026均开设有卡槽,且卡槽内部设置有气涨轴1002,气涨轴1002的轴壁套接有PET膜1003,机架1001的一端中间位置固定安装有pet放料气缸1004,且pet放料气缸1004与pet膜1003相连接,pet放料气缸1004的顶部固定安装有pet加紧气缸1005,pet放料气缸1004的顶部安装有过渡轮1006,过渡轮1006数量为两个,两个过渡轮1006的底部均安装有断膜传感器支架1007,断膜传感器支架1007的一端固定安装有组件支撑臂1008,组件支撑的一端固定安装有pet压板1009,pet压板1009的顶部固定安装有调机板1010,调机板1010的一侧安装有加热板上下气缸1011,机架1001的内部通过螺栓固定安装有电器板1012,加热板上下气缸1011的一侧固定安装有热成型机构1013,热成型机构1013的一侧通过螺栓固定安装有模切机构1014,机架1001的上表面通过螺栓固定安装支撑臂A1015,模切机构1014的上端设置有卸料槽口1016,模切机构1014的顶部固定安装有取料机械手A1017,支撑臂A1015的顶部固定安装有成型单pet移动手臂1018,机架1001的上表面通过螺栓固定安装冲压支架1019,冲压支架1019的内侧安装有放料转盘1020,放料转盘1020的中心位置开设有卡槽,且卡槽处固定安装有分割器15A1021,冲压支架1019顶部固定安装有导向杆1022,导向杆1022的一侧安装有冲压气缸1023,冲压支架1019的顶部安装有移动Z轴1024,移动Z轴1024的一端固定安装有固定板1025。
上料机构2包括旋转上料装置2026、下料翻转平台4、手动上机构、四工位旋转平台2003、支架C、料仓2013和工位转台2022,下料翻转平台4的底部固定连接有翻转气缸2001,翻转气缸2001的一端活动连接有翻转杆2002,下料翻转平台4通过翻转杆2002与轴承4011-13固定支座2004连接,四工位旋转平台2003分别包括螺丝机支架平台2005、说明书料仓2006、取说明书吸嘴2007和螺丝上料机2008,四工位旋转平台2003偏上端的位置固定连接有取料Z轴A2009,料仓2013包括取料X轴2010、来料顶升Z轴2011和取料Z轴B2012,取料X轴2010通过螺栓与旋转上料装置2026固定,来料顶升Z轴2011与料仓2013固定连接,取料Z轴B2012位于料仓2013顶部,取料X轴2010固定连接有视觉支架2014,视觉支架2014底部固定连接有取料Z轴B2012,取料Z轴A2009的一侧固定安装有下料机器人2023;下料机器人2023通过螺栓固定安装有取料吸盘2024,取料吸盘2024的一侧固定安装有压紧装置2025,料仓2013数量为两个,且两个料仓2013中部偏上的位置固定连接有放料气缸015,旋转上料的一侧设置有支架B,支架B开设有孔且孔内设置有旋转轴2016,旋转轴2016的一侧设置有手动上盒机构2018,支架B顶部固定连接有放盒料仓2019,工位转台2022通过轴承4011-13与支架C固定连接。
投料检测装置3的一侧固定设置有机械手固定支架3001,机械手固定的上端固定连接有取料机械手B3002,取料机械手B3002的顶部固定连接有顶部同轴光3003,顶部同轴光3003固定连接有顶部视觉相机3004,顶部视觉相机3004的一侧固定连接有视觉移动机械臂3005,投料检测装置3顶部通过螺栓固定有驱动电机3006,且数量为两个;投料检测装置3的内部设置有暂存平台3007,暂存平台3007的顶部设置有去料处定位tray气缸3008,且数量为两个;去料处定位tray气缸3008的一侧固定连接有皮带输送支架3009,皮带输送支架3009的一侧固定连接有皮带输送机构3010。
封口贴标机的一端固定安装有输送支架6013,输送支架6013的内侧通过轴承4011-13安装有传送轮6001,传送轮6001的一侧设有小盒输送线6014,封口贴标机的一侧设置有斑马打印机6002,且数量为三个,斑马打印机6002的一端固定设置有贴标上下气缸6015,且贴标上下气缸6015的底部设置有弹性支架A6003,贴标上下气缸6015的一侧固定安装有贴标机械手6016,弹性支架A6003的底部固定连接有折标滚轮6004,折标滚轮6004的底端固定连接有取标板6005,取标板6005的底部固定连接有接标平台6006,接标平台6006的一端固定连接有接标平移气缸60176007,接标平移气缸60176007的一端固定连接有接标上下气缸6008,两两斑马打印机6002之间固定连接有平移气缸6017,平移气缸6017的底部固定连接有支撑臂B6009,支撑臂B6009底部固定连接有下压弹性支架A6010,下压弹性支架6010的底部通过螺栓固定连接有压板A6011,封口贴标机的一侧且与斑马打印机6002平行的位置固定设置有出标机构6012。
模切机构1014的底部固定连接有顶升驱动电机A1031-1,顶升驱动电机A1031-1上端通过螺栓固定有底部大板1031-2,底部大板1031-2的一侧固定连接有位置调节丝杆1031-3,底部大板1031-2上端开设有导轨1031-4,导轨1031-4上端通过卡槽连接有下裁切模1031-5,下裁切模1031-5上端通过螺栓固定连接有模架导杆1031-6,模架导杆1031-6固定连接有上模1031-7,上模1031-7的上端设置有上支撑板1031-8,上模1031-7通过模架导杆1031-6与上支撑板1031-8固定连接,上支撑板1031-8的一侧固定连接有上下位置传感器1031-9,上下位置传感器1031-9的一侧固定安装有调压阀,上下撑板固定连接有气液增压缸1031-11。
出标机构6012包括支架D和旋转缸固定板4011-2,支架D的一侧固定安装有出标位置传感器4011-3,位置传感器的上方且与支架D连接处固定安装有分离标签轨道4011-4,支架D的一侧固定安装有隔离纸过渡轮4011-5,且隔离纸过渡轮4011-5数量为三个;支架D的一侧固定安装有气缸固定板4011-6,气缸固定板4011-6的一侧固定连接有压标气缸4011-7,贴签上下缸的底部固定安装有弹性支架B,弹性支架B的一侧固定安装有弹簧A,弹簧A的数量为两个,弹簧A的一端固定连接有弹簧B,弹簧B的底部固定连接有吸标头4011-11,吸标头4011-11的一侧固定安装有折边贴标滚轮4011-12,支架D的一侧固定安装有轴承4011-13,轴承4011-13外侧固定安装有锁紧挡环4011-14,锁紧挡环4011-14的一侧设置有锁紧螺母4011-15,锁紧挡环4011-14底部活动连接有盖板4011-16,盖板4011-16与支架D之间安装有标签卷4011-17,支架D的一侧听过轴承连接有隔离纸收集4011-18,旋转缸固定板4011-2一侧通过螺栓固定安装有取标上下气缸4011-19,取标上下气缸4011-19的顶部固定安装有旋转气缸4011-20。
投料升降机构3011包括大板3011-1和机构安装平台3011-2,大板3011-1固定安装有tray加紧平台3011-3,tray加紧平台3011-3内部通过螺栓固定安装有定位推手机构3011-4,定位推手机构3011-4的一端固定安装有送料推板3011-5,送料推板3011-5底部固定安装有送料气缸3011-6,定位推手机构3011-4内部固定安装有顶升导向杆3011-7,顶升导向杆3011-7安装有夹紧滑块3011-8,tray加紧平台3011-3顶部固定连接有带料tray13011-9,机构安装平台3011-2上端通过螺栓固定安装有顶升驱动电机B,顶升驱动电机B的一侧安装有顶升丝杆3011-11,大板3011-1的底部通过螺栓固定安装有顶升丝杆3011-11。
工装转台顶部通过螺栓固定安装有导气滑环26,工装转台底部固定安装有分割器电机14,分割器电机14一端固定安装有分割器15,工装平台固定安装有合盖限位块16,合盖限位块16的一侧固定安装有合盖翻转气缸17,合盖翻转气缸17固定安装有联轴器18,联轴器18通过螺栓固定安装有放成型空泡壳工位19,放成型空泡壳工位19安装的一侧活动连接有压板B20。
四工位旋转平台2003底部固定安装有旋转电机21,说明书料仓2006的一侧固定安装有下料穴移动平台22,下料穴移动平台22的一侧固定安装有支撑板23,支撑板23上方固定安装有adapter料仓24,adapter料仓24数量为两个,adapter料仓24内部滑动连接有手动上料辅助手柄25。
本发明的工作原理及使用流程:第一条包装线,首先包装成型机1完成对的SSD固态硬盘第一次成型装板,覆膜,通过取料机械手1017传送至上料机构2完成对的SSD固态硬盘二次附件装配及说明书和螺丝的装配,通过旋转上料装置2006的旋转传送到下料机器人放置到小盒装入检测机5处完成对SSD固态硬盘初步小盒入检及完成SSD固态硬盘的小盒包装,通过传送装置至封口标签机出完成对封口标签机6,在此同时第二条包装线大盒开箱机7,正在完成对大盒的开箱工作等待与第一条包装并线处小盒入大盒整合机8,在小盒入大盒整合机8处完成大小盒的整合包装装配,通过输送装置传送至称重机9进行称重,并对超载与未合格产品进行人工筛选,通过并合格的大箱在转角封箱机11处完成大箱的封口,封口完毕后通过输送带大盒贴标机12进行对大箱贴签标记,贴标完成后通过码垛机器人13对完成装配的SSD固态硬盘进行码垛完成对整个SSD固态硬盘的包装工作,操作简单方便,值得推广。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 全自动SSD固态硬盘包装线
- 全自动SSD固态硬盘包装线