一种全自动高速圆压制袋机
文献发布时间:2023-06-19 09:27:35
技术领域
本发明涉及塑料袋在生产技术领域,具体为一种全自动高速圆压制袋机。
背景技术
由于塑料袋具有体积小、质量轻的优点,被广泛用于日常生活中携带物体使用的一种物体,随着塑料袋被广泛应用,其需求量也越来越大,对于塑料袋的生产效率也需要提高,目前对于塑料袋在生产时的横封和纵封以及废边切除需要单独操作,对塑料袋生产效率较低,以及对塑料袋切除的废料需要人工清除,劳动量大。
发明内容
本发明的目的在于提供一种全自动高速圆压制袋机,具备一体对生产的塑料袋进行横封和纵封,并在生产中直接对塑料袋废边切除的废料清理输出,提高对塑料袋生产效率的优点,解决了目前对于塑料袋在生产时的横封和纵封以及废边切除需要单独操作,对塑料袋生产效率较低,以及对塑料袋切除的废料需要人工清除,劳动量大的问题。
为实现上述目的,本发明提供如下技术方案:一种新型全自动高速圆压制袋机,包括送料机构、袋体、制袋机构以及圆模切机构,所述送料机构的输入端对应袋体设有对袋体折叠的薄膜折叠三角架,并对应袋体设有过渡导辊,所述制袋机构对应袋体设有张力控制传感器,所述袋体的输出端依次绕过过渡导辊与张力控制传感器连接;
所述制袋机构内部对应袋体的输出端依次设有放卷牵引传动辊、切废边刀组、前圆压横封纵封底辊、后圆压横封纵封底辊、张力稳定牵引传动辊,所述制袋机构内部对应切废边刀组设有废料回收管道;
所述圆模切机构对应袋体的输出端设有薄膜张力稳定摆动架、后模切张力传动辊、伺服电机电子技术轴控制的圆切模具辊以及收袋机构。
进一步的,所述放卷牵引传动辊的输入端设有放卷牵引橡胶压辊。
进一步的,所述前圆压横封纵封底辊的输入端设有前圆压横封纵封模具辊筒,并对应前圆压横封纵封模具辊筒设有压力调节机构,后圆压横封纵封底辊的输入端设有后圆压横封纵封模具辊筒。
进一步的,所述圆模切机构对应圆切模具辊设有丝杆手动调节或伺服电机定量调节的压力调节机构二,并对应圆切模具辊的下方设有对袋体承接的圆切橡胶底辊
与现有技术相比,本发明的有益效果如下:
1、本发明通过过渡导辊、张力控制传感器、放卷牵引传动辊、切废边刀组、前圆压横封纵封底辊、后圆压横封纵封底辊、张力稳定牵引传动辊、废料回收管道、薄膜张力稳定摆动架、后模切张力传动辊、伺服电机电子技术轴控制的圆切模具辊以及收袋机构的配合,实现对塑料袋的一体横封纵封以及切除废边操作,并对切除废边直接排出,生产后的袋体通过收袋机构输出,实现一体对生产的塑料袋进行横封和纵封,并在生产中直接对塑料袋废边切除的废料清理输出,提高对塑料袋生产效率。
附图说明
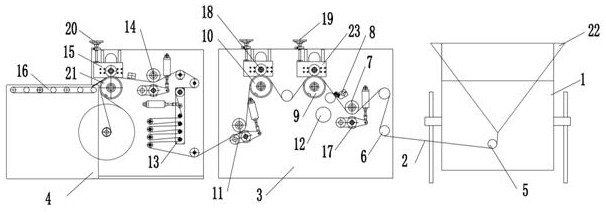
图1为本发明整体结构示意图。
图中:1、送料机构;2、袋体;3、制袋机构;4、圆模切机构;5、过渡导辊;6、张力控制传感器;7、放卷牵引传动辊;8、切废边刀组;9、前圆压横封纵封底辊;10、后圆压横封纵封底辊;11、张力稳定牵引传动辊;12、废料回收管道;13、薄膜张力稳定摆动架;14、后模切张力传动辊;15、圆切模具辊;16、收袋机构;17、放卷牵引橡胶压辊;18、前圆压横封纵封模具辊筒;19、压力调节机构;20、压力调节机构二;21、圆切橡胶底辊;22、薄膜折叠三角架;23、后圆压横封纵封模具辊筒。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1,一种新型全自动高速圆压制袋机,包括送料机构1、袋体2、制袋机构3以及圆模切机构4,所述送料机构1的输入端对应袋体2设有对袋体2折叠的薄膜折叠三角架22,并对应袋体设有过渡导辊5,所述制袋机构3对应袋体2设有张力控制传感器6,所述袋体2的输出端依次绕过过渡导辊5与张力控制传感器6连接;
所述制袋机构3内部对应袋体2的输出端依次设有放卷牵引传动辊7、切废边刀组8、前圆压横封纵封底辊9、后圆压横封纵封底辊10、张力稳定牵引传动辊11,所述制袋机构3内部对应切废边刀组8设有废料回收管道12;
所述圆模切机构4对应袋体2的输出端设有薄膜张力稳定摆动架13、后模切张力传动辊14、伺服电机电子技术轴控制的圆切模具辊15以及收袋机构16。
具体的,所述放卷牵引传动辊7的输入端设有放卷牵引橡胶压辊17。
具体的,所述前圆压横封纵封底辊9的输入端设有前圆压横封纵封模具辊筒18,并对应前圆压横封纵封模具辊筒18设有压力调节机构19,后圆压横封纵封底辊10的输入端设有后圆压横封纵封模具辊筒23。
具体的,所述圆模切机构4对应圆切模具辊15设有丝杆手动调节或伺服电机定量调节的压力调节机构二20,并对应圆切模具辊15的下方设有对袋体2承接的圆切橡胶底辊21。
使用时,通过送料机构1对生产的袋体2,通过送料机构1输入端的薄膜折叠三角架22把薄膜对接成型,通过过渡导辊5传送到张力控制传感器6上,再通过制袋机构3内部的对应袋体2设置导轮,然后到放卷牵引传动辊7和放卷牵引橡胶压辊17,通过切废边刀组8,下面设有废料回收管道12,然后到核心部分,采用电磁加热或者油加热或者超声波加热辊设置的前圆压横封纵封底辊9配合伺服电机轴控制的前圆压横封纵封模具辊筒18,实现高速对袋体2热封膜,前圆压横封纵封模具辊筒18上方设有压力调节机构19,可以根据不同的产品调节压力的大小,这样就可以高速把袋体2的部分可以通过上下缘压模具完成纵封动作,再通过制袋机构3内部的对应袋体2设置导轮,传送到采用电磁加热或者油加热或者超声波加热辊的后圆压横封纵封底辊10配合伺服电机轴控制的后圆压横封纵封模具辊筒23,实现高速的对袋体2热封膜,通过两次圆压成型袋子,就可以通过张力稳定牵引传动辊11传送到下一部机械,通过圆模切机构4完成模切工作。
综上所述:通过过渡导辊5、张力控制传感器6、放卷牵引传动辊7、切废边刀组8、前圆压横封纵封底辊9、后圆压横封纵封底辊10、张力稳定牵引传动辊11、废料回收管道12、薄膜张力稳定摆动架13、后模切张力传动辊14、伺服电机电子技术轴控制的圆切模具辊15以及收袋机构16的配合,实现对塑料袋的一体横封纵封以及切除废边操作,并对切除废边直接排出,生产后的袋体通过收袋机构16输出,实现一体对生产的塑料袋进行横封和纵封,并在生产中直接对塑料袋废边切除的废料清理输出,提高对塑料袋生产效率。
- 一种全自动高速圆压制袋机
- 一种新型全自动高速圆压圆切模机