恒压1.5V锂电池及其组装方法
文献发布时间:2023-06-19 09:30:39
技术领域
本发明涉及电池技术领域,特别涉及一种恒压1.5V锂电池及其组装方法。
背景技术
目前市场上有很多领域都需要用到5号电池(AA电池),包括电动牙刷、剃须刀、无线话筒、门铃、玩具等等,而其中又以碱性电池和镍氢电池为主,这两类电池虽然使用方便,但其寿命短、容量低,只能一次性使用,用完之后便丢掉,容易造成环境污染,非常不环保;针对此类情况,市面上也出现了很多可循环使用的电池(AA1.5V锂电池),其电路结构主要由3个分立器件组成:(1)线性充电管理ic,(2)电池4.2v降压至1.5V恒压输出ic,(3)过放保护ic;而这种结构的锂电池还存在以下不足之处:
1.自耗电大;
2.元器件较多,电路复杂,电器性能稳定性不高;
3.生产组装过程中工艺复杂,容易出问题。
发明内容
本发明目的在于针对现有技术中存在的上述问题,提供一种结构简单、自耗小、输出性能稳定且寿命长的恒压1.5V锂电池及其组装方法,以克服上述已有技术存在的不足。
本发明采取的技术方案是:一种恒压1.5V锂电池,包括电池外壳、电池盖帽以及置于外壳内的圆柱形电芯,所述电池盖帽置于电芯上方,二者之间还设置锂电池保护板,密封圈和青稞纸;
所述电池盖帽贴于锂电池保护板顶面,作为电池正极输出,锂电池保护板下部焊接出正极线,正极线下端连接镍片,镍片底面与电芯正极连接,所述密封圈套于锂电池保护板外、置于电池外壳内,青稞纸贴于密封圈底部。
其进一步的技术方案是:所述电池外壳上部设置滚槽,所述滚槽设于电芯上方,用于卡住电芯使其固定不掉落。
进一步:所述电芯顶面设电芯塑料垫。
进一步:所述镍片与电芯正极通过点焊方式进行连接。
进一步:所述青稞纸上开设U型缺口,缺口卡住正极线。
进一步:所述锂电池保护板包括集成电路U1,降压电感L1,电容C1、C2以及电阻R1,所述集成电路U1包括线性充电管理模块,电池由4.2V降压至1.5V恒压输出模块以及过充、过放、过流、过温、短路保护模块等,集成电路U1的1脚接电阻R1一端,电阻R1另一端接电芯负极(GND),作为调整充电限流之用,2脚接出正极线连接电芯正极,2脚与电容C1一端连接,电容C1另一端以及4脚均接电芯负极(电容C1作为电芯输入电压滤波之用),5脚、6脚接降压电感L1一端,降压电感L1另一端接电容C2一端,电容C2另一端接电芯负极(电容C2作为1.5V输出滤波之用),7脚、8脚接电池盖帽,电池盖帽还与降压电感L1与电容C2的公共接点连接。
相关的另一技术方案是:一种恒压1.5V锂电池的组装方法,包括以下步骤:
①通过SMT贴片工艺将电池盖帽贴在锂电池保护板顶面,作为电池(1.5V)正极输出;
②将锂电池保护板按照规定方向装至密封圈内,锂电池保护板之正极线向下伸出;
③青稞纸开设U型缺口,缺口卡住正极线,后将青稞纸贴于密封圈底部;
④按照方向将电芯装入电池外壳;
⑤加工电池外壳,进行滚槽;
⑥连接镍片与正极线下端,并通过点焊的方式将镍片与电芯正极进行焊接;
⑦将锂电池保护板、密封圈装入电池外壳;
⑧对电池盖帽端进行压边、封口成型。
由于采用上述技术方案,本发明之恒压1.5V锂电池及其组装方法具有如下有益效果:
1.由于本发明之恒压1.5V锂电池将电池盖帽通过贴片工艺贴于锂电池保护板顶面而形成电池的整体输出,大大地简化了电池内部结构,在完成工作的同时给整个电路设计节约了大部分空间,从而使生产组织工艺相对简单,不容易出问题,更高效更安全;
2.由于本发明之恒压1.5V锂电池还采用集线性充电管理ic、电池4.2V降压至1.5V恒压输出ic、过放保护ic为一体的3合一IC作为锂电池的保护板,将3个功能芯片封装在一个硅片内部,仅用少量的元器件便可组合成锂电池保护板、实现电池的充放电功能,简化了锂电池保护板的电路结构,使电路简单,稳定性提高,电池自耗电小(仅有原来3个分立元器件的1/5),同时也进一步简化了电池内部连接结构,使实施加工更为简单方便,节约成本;
3.本发明之恒压1.5V锂电池恒压输出1.5V,最大电流为1.5A,具有过充、过放、过流、过温、短路保护功能以及容量高、电池输出电压(1.5V)稳定、寿命长等特点,循环寿命可达到1000多次左右,短路保护完全符合锂电池GB相关法则,可有效代替碱性镍氢1.2V、1.5V等AA5号电池,又能达到国家环保要求,减少环境污染,易于推广;
4.由于本发明之恒压1.5V锂电池将密封圈套在锂电池保护板外,可有效使锂电池保护板与电池外壳之间密封、绝缘,青稞纸的设置也可有效使锂电池保护板和电芯正极之间绝缘,另滚槽的设置,既可用于固定电芯,防止电芯掉落,也便于电池进行封口时机器的固定;
5.由于本发明之恒压1.5V锂电池通过点焊机以点焊的形式将连接正极线的镍片与电芯正极连接在一起,效果更牢固,且节省时间、提高效率。
下面结合附图和实施例对本发明之恒压1.5V锂电池及其组装方法的技术特征作进一步说明。
附图说明
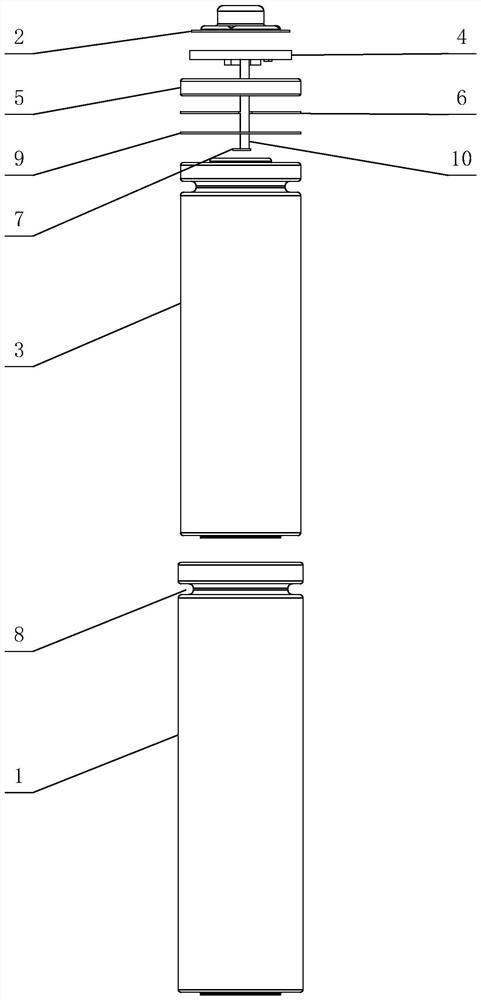
图1为本发明之恒压1.5V锂电池组装结构示意图;
图2 为本发明之锂电池保护板电路结构示意图;
图3 为本发明之锂电池保护板丝印层结构示意图;
图4 为本发明之恒压1.5V锂电池整体结构示意图。
图中:
1—电池外壳,2—电池盖帽,3—电芯,4—锂电池保护板,5—密封圈,6—青稞纸,7—镍片,8—滚槽,9—电芯塑料垫,10—正极线。
具体实施方式
实施例一
一种恒压1.5V锂电池,包括电池外壳1、电池盖帽2以及置于外壳内的带电芯塑料垫9的圆柱形电芯3,所述电池盖帽2置于电芯3上方,二者之间还设置锂电池保护板4,白色密封圈5和青稞纸6;
所述电池盖帽2贴于锂电池保护板4顶面,作为电池正极输出,锂电池保护板4下部焊接出正极线10,正极线10下端连接镍片7,镍片7底面与电芯正极通过点焊的方式进行连接,所述密封圈5套于锂电池保护板4外、置于电池外壳1内,进行密封的同时也防止锂电池保护板4与电池外壳1接触短路,青稞纸6上开设U型缺口且顶面带胶,缺口卡住正极线10,青稞纸顶面贴于密封圈5底部,以对锂电池保护板4、电芯正极进行绝缘。
所述电池外壳1上部设置滚槽8,所述滚槽8设于电芯3上方,用于固定电芯,防止电芯掉落,也便于电池进行封口时机器的固定。
所述锂电池保护板4的元器件包括集成电路U1,降压电感L1,电容C1、C2以及电阻R1,所述集成电路U1采用芯片LC9201D1.1,包括线性充电管理模块,电池4.2V降压至1.5V恒压输出模块以及过充、过放、过流、过温、短路保护模块等,集成电路U1的1脚接电阻R1一端,电阻R1另一端接电芯负极(GND),作为调整充电限流之用,2脚接出正极线10连接电芯正极,2脚还与电容C1一端连接,电容C1另一端以及4脚均接电芯负极(电容C1作为电芯输入电压滤波之用),5脚、6脚接降压电感L1一端,降压电感L1另一端接电容C2一端,电容C2另一端接电芯负极(电容C2作为1.5V输出滤波之用),7脚、8脚接电池盖帽2,电池盖帽2还与降压电感L1与电容C2的公共接点连接,锂电池恒压输出1.5V,最大电流为1.5A,具有过充、过放、过温、短路保护等功能以及容量高、电池输出电压(1.5V)稳定、寿命长等特点,循环寿命可达到1000多次左右,短路保护完全符合锂电池GB相关法则,可有效代替碱性镍氢1.2V、1.5V等AA5号电池。
实施例二
一种恒压1.5V锂电池的组装方法,包括以下步骤:
①通过SMT贴片工艺将电池盖帽2贴在锂电池保护板4顶面,作为电池(1.5V)正极输出;
②将锂电池保护板4按照规定方向装至白色密封圈5内,起到密封、绝缘的效果,锂电池保护板之红色正极线10向下伸出;
③青稞纸6开设U型缺口,缺口卡住红色正极线10,后将青稞纸6贴于白色密封圈5底部,起到绝缘效果;
④按照方向将电芯3装入电池外壳1,注意装配到位;
⑤加工电池外壳1之滚槽8,滚槽8卡住电芯3上部,防止电芯掉落;
⑥连接镍片7与红色正极线10下端,并通过点焊的方式将镍片7与电芯正极进行焊接,效果更牢固,效率更高;
⑦将锂电池保护板4、密封圈5装入电池外壳1;
⑧对电池盖帽端进行压边、封口成型。
以上实施例仅为本发明的较佳实施例,本发明的结构与方法并不限于上述实施例列举的形式,凡在本发明的精神和原则之内所作的任何修改、等同替换等,均应包含在本发明的保护范围之内。
- 恒压1.5V锂电池及其组装方法
- 一种可替代5号一次性碱性电池的1.5V恒压锂电池及其生产方法