一种制犁用熔模铸造模壳烧制装置
文献发布时间:2023-06-19 09:43:16
技术领域
本发明涉及熔模铸造技术领域,尤其是涉及一种制犁用熔模铸造模壳烧制装置。
背景技术
熔模铸造又称脱蜡铸造或失蜡铸造,熔模铸造的生产流程主要分为压蜡、修蜡、组树、制壳、型壳焙烧、浇注、脱壳、后处理、检验等,加工的金属零部件一般以易熔材料(如蜡料、塑料等)为摹本进行批量复制,先在射蜡机上用金属模具压制出可熔性模,然后在可熔性模上涂敷多层耐火材料,耐火材料涂层干燥硬化后形成型壳,如采用蜡模选用蒸汽或热水从型壳中熔掉蜡模,再将型壳内的易熔材料熔化使之流出。型壳经过焙烧后使之坚固,将熔化的液态金属浇注入型壳中,液态金属在型壳中冷却凝固后进行脱壳,即得到所需要的金属零部件。熔模铸造可以生产出精密复杂、接近于产品最后形状的铸件,通过熔模铸造工艺得到的金属零部件可不用进行机械加工或采用少量的加工就可直接使用,广泛应用于航空、汽车、机床、船舶、内燃机、气轮机、电讯仪器、武器、医疗器械以及刀具等制造工业中。
目前的熔模铸造中的高温烘干设备主要靠人工来进行作业,使得工人长时间处于高温环境中,无法进行长时间作业,并且人工操作工作效率较低,因此需要一种自动化设备来完成上述工作。
发明内容
本发明的目的在于克服上述现有技术的不足,提供一种制犁用熔模铸造模壳烧制装置。
为了实现上述目的,本发明采用如下技术方案:
一种制犁用熔模铸造模壳烧制装置,包括高温炉、运输车和蜡模传输装置,高温炉的开口处设有活动门,活动门通过转臂与高温炉的侧壁转动连接,高温炉的下部固定有两个安装座和两个第一电机,安装座内设有螺杆,螺杆的右侧穿过安装座后与第一电机相连,螺杆上螺接有滑块,滑块和活动门的底部之间铰接有连杆,高温炉的左侧设有机架,安装座位于机架的前后两侧,机架的上方设有滑座,滑座上设有两条沿滑座长度方向设置的滑槽,机架和滑座的前后两侧的侧壁上设有导向槽,机架内设有通道,导向槽的左部为环形结构,导向槽的右部伸入高温炉下端的侧壁内,导向槽向内与滑槽、通道贯通,滑槽内设有滚轮,滚轮能够在滑槽和通道内滚动,滚轮的转轴穿过导向槽后设有铰接块,铰接块和活动门的底部之间设有伸缩杆,伸缩杆的两端分别与铰接块和活动门铰接;
运输车包括底座和设于底座上方的支架,底座上设有与滑槽相配合的滑轮;
蜡模传输装置包括设于滑座左侧的传送带,传送带设于机架上,滑座的中部设有缺口,缺口贯穿滑座的上下端面,滑座内设有传动链,传动链位于缺口内,机架的下部设有用于驱动传动链的第二电机,传动链上设有用于推动运输车的推块;传送带的上方设有输送带,输送带的右侧上方设有电轨,电轨上滑动设有移动块,移动块上固定有升降机,升降机的升降端处设有电动卡爪。
活动门的下部设有延长块,连杆和伸缩杆分别与延长块进行铰接,安装座远离机架中部的一侧设有挡板,挡板上设有用于对活动门的旋转进行导向的圆弧状限位槽,连杆、伸缩杆与延长块的铰接处设有导向块,导向块卡入限位槽后能够在限位槽上滑动。
高温炉的内部设有固定座,固定座位于高温炉右侧的内部上,固定座内设有压缩杆,压缩杆和固定座之间设有弹簧。
高温炉的左侧螺接有螺圈,螺圈上设有连接块,高温炉上固定有气缸,气缸的推杆和连接块铰接,螺圈在气缸的推动下能够转动并与活动门紧配合。
本发明的有益效果是:传送带传输运输车至滑座处,传动链正向运动使得推块推动底座向右运动,当运输车运输至导向槽处时,第一电机正转,使得滑块向左滑动,活动门顺时针旋转,伸缩杆拉长,滚轮进入滑槽内与滑轮相接触,第一电机反向转动,滑块向右滑动,活动门逆时针旋转,带动伸缩杆压缩,使得滚轮向右推动底座滑动,直至活动门关闭,蜡模被推入高温炉内。气缸推动螺圈转动,直至与活动门紧配合,当烧制完毕后,第一电机正转,使得活动打开,压缩杆推动底座,使得底座从高温炉中输出,第二电机驱动传动轮反向运转,当蜡模传输至滑座的左侧后,电动卡爪抓取支架至输送带处,完成一次工序。整个过程实现了自动化操作,无需工人在恶劣的环境中进行作业。
附图说明
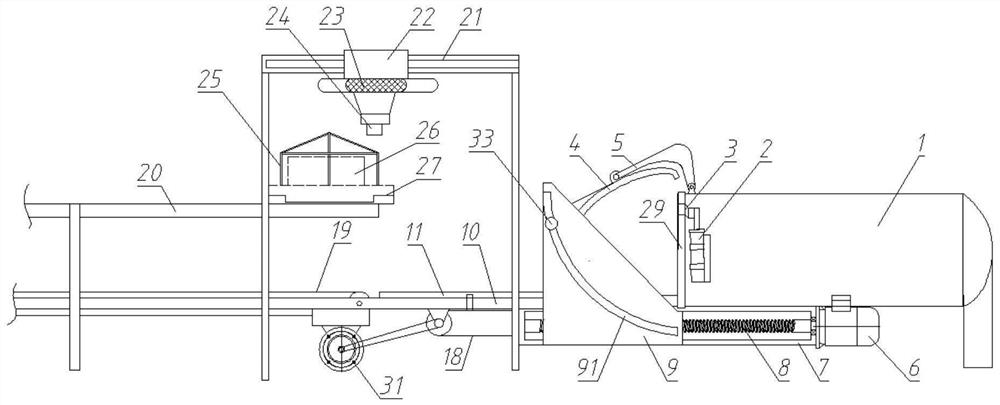
图1为本发明的结构示意图;
图2为本发明的部分结构示意图;
图3为本发明滑座的俯视图;
图4为图2中A处放大图;
图5为本发明伸缩杆、铰接块和滑轮的位置关系示意图
图6为本发明的侧视图;
图7为本发明的滑槽、机架的剖视图;
图8为本发明的气缸、高温炉以及螺圈的配合关系示意图。
图中:高温炉1、气缸2、连接块3、活动门4、延长块41、转臂5、第一电机6、安装座7、螺杆8、挡板9、限位槽91、机架10、通道101、滑座11、滑槽111、滑块12、连杆13、伸缩杆14、固定座15、压缩杆16、弹簧17、传动链18、推块181、传送带19、输送带20、电轨21、移动块22、升降机23、电动卡爪24、支架25、蜡模26、底座27、导向槽28、螺圈29、滚轮30、第二电机31、铰接块32、导向块33、滑轮34、缺口35、单向门36。
具体实施方式
下面结合附图和具体实施方式对本发明作进一步描述:
如图1~8所示一种制犁用熔模铸造模壳烧制装置,包括高温炉1、运输车和蜡模传输装置,运输车包括底座27和设于底座27上方的支架25,底座27上设有与滑槽111相配合的滑轮34;
高温炉1的开口处设有活动门4,活动门4通过转臂5与高温炉1的侧壁转动连接,高温炉1的下部固定有两个安装座7和两个第一电机6,安装座7内设有螺杆8,螺杆8的右侧穿过安装座7后与第一电机6相连,螺杆8上螺接有滑块12,滑块12和活动门4的底部之间铰接有连杆13,第一电机6正转,使得滑块12向左滑动,带动活动门4顺时针旋转,第一电机6反转,使得滑块12向右滑动,带动活动门4逆时针旋转,实现了活动门4的自动开合;
高温炉1的左侧设有机架10,安装座7位于机架10的前后两侧,机架10的上方设有滑座11,滑座11上设有两条沿滑座11长度方向设置的滑槽111,机架10和滑座11的前后两侧的侧壁上设有导向槽28,机架10内设有通道101,通道101的左侧穿过滑座11的部分设有单向门36,单向门36只能朝向远离滑座11的一侧打开,导向槽28的左部为环形结构,导向槽28的右部伸入高温炉1下端的侧壁内,导向槽28向内与滑槽111、通道101贯通,滑槽111内设有滚轮30,滚轮30能够在滑槽111和通道101内滚动,滚轮30的转轴穿过导向槽28后设有铰接块32,铰接块32和活动门4的底部之间设有伸缩杆14,伸缩杆14的两端分别与铰接块32和活动门4铰接;当活动门3顺时针旋转时,伸缩杆14拉长,滚轮30进入滑槽111内与滑轮34相接触,当活动门3逆时针旋转时,伸缩杆14缩短,滚轮30推动滑轮34向右运动,直至活动门4关闭,滚轮30进入高温炉1内的导向槽28内,蜡模26被推入高温炉1内。
高温炉1的内部设有固定座15,固定座15位于高温炉1右侧的内部上,固定座15内设有压缩杆16,压缩杆16和固定座15之间设有弹簧17,蜡模26被推入高温炉1时,压缩杆16向内压缩弹簧17,使得蜡模26被完全压入高温炉1内。
蜡模传输装置包括设于滑座11左侧的传送带19,传送带19设于机架10上,滑座11的中部设有缺口35,缺口35贯穿滑座11的上下端面,滑座11内设有传动链18,传动链18位于缺口35内,机架10的下部设有用于驱动传动链18的第二电机31,传动链18上设有用于推动运输车的推块181;传送带19的上方设有输送带20,输送带20的右侧上方设有电轨21,电轨21上滑动设有移动块22,移动块22上固定有升降机23,升降机23的升降端处设有电动卡爪24;当蜡模26烧制完毕后,活动门4顺时针旋转,压缩杆16推动底座27向左运动,使得底座27从高温炉1中输出,直至蜡模传输至滑座11的左侧。
蜡模输入装置包括设于传送带19上方的输送带20,输送带20的右侧上方设有电轨21,电轨21上滑动设有移动块22,移动块22上固定有升降机23,升降机23的升降端处设有电动卡爪24;当蜡模26传输至滑座11的左侧时,电动卡爪24抓取支架25后输送至输送带20处,再通过输送带20输出;
活动门4的下部设有延长块41,连杆13和伸缩杆14分别与延长块41进行铰接,安装座7远离机架10中部的一侧设有挡板9,挡板9上设有用于对活动门4的旋转进行导向的圆弧状限位槽91,连杆13、伸缩杆14与延长块41的铰接处设有导向块33,导向块33卡入限位槽91后能够在限位槽91上滑动。
高温炉1的左侧螺接有螺圈29,螺圈29上设有连接块3,高温炉1上固定有气缸2,气缸2的推杆和连接块3铰接,螺圈29在气缸2的推动下能够向左移动并与活动门4紧配合,气缸2推动螺圈29转动,直至与活动门4紧配合,实现了活动门4的密闭。
以上仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种制犁用熔模铸造模壳烧制装置
- 一种制犁用熔模铸造的焙烧装置