一种自动耐火砖坯的自动成型装置
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及耐火砖坯生产设备技术领域,具体为一种自动耐火砖坯的自动成型装置。
背景技术
耐火材料一般分为两种,即不定型耐火材料和定型耐火材料。不定型耐火材料也叫浇注料,是由多种骨料或集料和一种或多种粘和剂组成的混合粉状颗料,使用时必须和一种或多种液体配合搅拌均匀,具有较强的流动性。定型耐火材料一般指耐火砖,其形状有标准规则,也可以根据需要筑切时临时加工;耐火砖简称火砖。用耐火黏土或其他耐火原料烧制成的耐火材料。淡黄色或带褐色。主要用于砌冶炼炉,能耐1580℃—1770℃的高温。也叫火砖。具有一定形状和尺寸的耐火材料。按制备工艺方法来划分可分为烧成砖、不烧砖、电熔砖(熔铸砖)、耐火隔热砖;按形状和尺寸可分为标准型砖、普通砖、特异型砖等。可用作建筑窑炉和各种热工设备的高温建筑材料和结构材料,并在高温下能经受各种物理化学变化和机械作用。例如耐火粘土砖、高铝砖、硅砖、镁砖等。根据耐火砖成分的不同,其可以分为五大类,即:硅铝系耐火砖、碱性系列耐火砖、含碳耐火砖、含锆耐火砖、隔热耐火砖。
耐火砖坯的自动成型装置为一种用于生产耐火砖坯时对其原料进行混合和成型一体的装置,其由挤压圆筒和搅拌罐体等组成,一般使用于窑厂对各种砖块的生产加工成型,有自动混料和自动挤压成条的性能,具备较好的实用效果,操作简单,且功耗较低,广泛应用于各种砖块的自动成型加工使用;
我国水泥工业耐火材料行业存在行业集中度低、恶性竞争、原料资源短缺等问题目,只有加快水泥窑用耐火材料生产企业的重组整合,才能适应水泥工业的快速发展。同时,企业还应该加强与科研院所及用户单位的合作,加大产学研合作力度,在绿色耐火材料的技术上实现新突破,力争在短时间内,在一些关键性的绿色耐火材料技术和推广应用上取得实质性突破;当然,发展绿色耐材的同时,产品质量也必须保证。耐火材料寿命不高的原因主要有厂家生产设备落后,采用摩擦压砖机成型,其配料、成型、烧成、检验工序中自动化水平较低,产品质量波动大,尺寸偏差大;砌筑方法不当。在使用中,为了防止耐火材料出现掉砖现象,过量地使用钢板锁紧,导致升温中耐火材料产生很大膨胀,过度受压使耐火砖损害;精细化管理程度低等。
但是在实际使用过程中,由于传统的耐火砖坯自动成型装置一体化程度较低,需要操作人员定时进行辅助操作,并且人工操作容易导致上料量不够精准、工作效率低下以及长期工作后人工易出现疲劳等情况,给使用带来不便。
发明内容
本发明的目的在于提供一种自动耐火砖坯的自动成型装置,具备匀混搅拌、定量供料、自动压合以及对压合后的砖坯进行推料转移的优点,解决了背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种自动耐火砖坯的自动成型装置,包括机壳本体,所述机壳本体内壁的顶部固定连接有液压推杆,所述液压推杆上输出轴的底部固定连接有齿板,所述齿板的底部固定连接有上压合模座,所述上压合模座的左侧与机壳本体内壁的左侧滑动连接,所述上压合模座的下方设有压合辅助装置。
所述齿板的前侧啮合有齿轮一,所述齿轮一的内壁固定连接有轴一,所述轴一的两端与机壳本体的内壁限位转动连接,所述轴一的表面固定套有齿轮二,所述机壳本体的上表面开设有通孔并通过通孔限位转动连接有轴二,所述轴二的底部固定连接有凸轮盘,所述凸轮盘的下表面固定连接有齿圈,所述齿圈上的齿牙与齿轮二表面上的齿牙啮合,所述机壳本体的顶部固定连接有支架,所述支架的端部固定连接有匀混储料仓,所述匀混储料仓的敞口朝上,所述轴二上靠近顶部的表面贯穿匀混储料仓的下表面并固定连接有搅拌辊,所述机壳本体的左侧设有定量投料机构。
优选的,所述压合辅助装置包括设置在上压合模座下方的底座,所述底座的上表面固定连接有下压合模座,所述底座的上表面开设有容纳腔,所述容纳腔的内壁滑动连接有升降推杆,所述升降推杆的底部固定连接有拉绳,所述拉绳上远离升降推杆的一端贯穿底座并与上压合模座的右侧固定连接,所述机壳本体的内壁固定连接有导向块,所述拉绳的表面与压簧一的上表面滑动连接,所述容纳腔的内壁设有压簧一,所述压簧一的顶部与升降推杆的底部活动连接。
优选的,所述升降推杆的侧面固定连接有滑块,所述容纳腔的内壁开设有供滑块上下限位滑动的导向滑槽。
优选的,所述滑块的数量为两个,且两个滑块以升降推杆的竖直中心线对称设置。
优选的,所述定量投料机构包括传动杆,所述传动杆的右端与凸轮盘的侧面限位滑动连接,所述传动杆的左端固定连接有推料块,所述推料块的表面贯穿机壳本体的左侧并与机壳本体限位滑动连接,所述推料块的上表面开设有储料通槽,所述匀混储料仓上靠近底部的左侧开设有通孔并通过通孔固定连接有导料管一,所述导料管一的底部与推料块的上表面滑动连接,所述机壳本体的左侧固定连接有支撑托架,所述支撑托架的下表面开设有下料孔,所述推料块的左侧固定连接有压簧二,所述压簧二的左端与支撑托架的内壁固定连接,所述支撑托架上正对下料孔的下表面固定连接有导料管二,所述导料管二的底部贯穿机壳本体的左侧并与上压合模座的左侧滑动连接。
优选的,所述传动杆的右端为弧形面,且传动杆通过其上的弧形面与凸轮盘的侧面滑动连接。
优选的,所述匀混储料仓的顶部设有盖板。
优选的,所述导料管一上靠近底部的表面套有套环。
与现有技术相比,本发明的有益效果如下:本发明通过机壳本体为装置整体提供支撑;
通过液压推杆接通电源,其上的输出轴带动齿板的升降运动,如图所示,当齿板下移时,其底部的上压合模座会同步进行下移,下移的上压合模座与压合辅助装置实现对耐火砖原料的压合,进而实现耐火砖坯的生产;
通过齿板的升降带动齿轮一的往复转动,轴一和齿轮二随之进行往复转动,与齿轮二处于啮合状态的齿圈会带着凸轮盘和轴二在机壳本体进行往复转动,通过轴二上的搅拌辊在匀混储料仓内的往复转动,实现匀混储料仓内经过配比后的物料的匀混操作,同时通过搅拌,能够避免匀混储料仓内的物料出现沉积阻塞,保证下料的通畅性;
通过定量投料机构的设置,能够将匀混储料仓内经过匀混后的物料间歇、定量的被供应,即保证耐火砖坯高效定量的生产;
通过上述结构之间的配合使用,解决了在实际使用过程中,由于传统的耐火砖坯自动成型装置一体化程度较低,需要操作人员定时进行辅助操作,并且人工操作容易导致上料量不够精准、工作效率低下以及长期工作后人工易出现疲劳等情况,给使用带来不便的问题。
附图说明
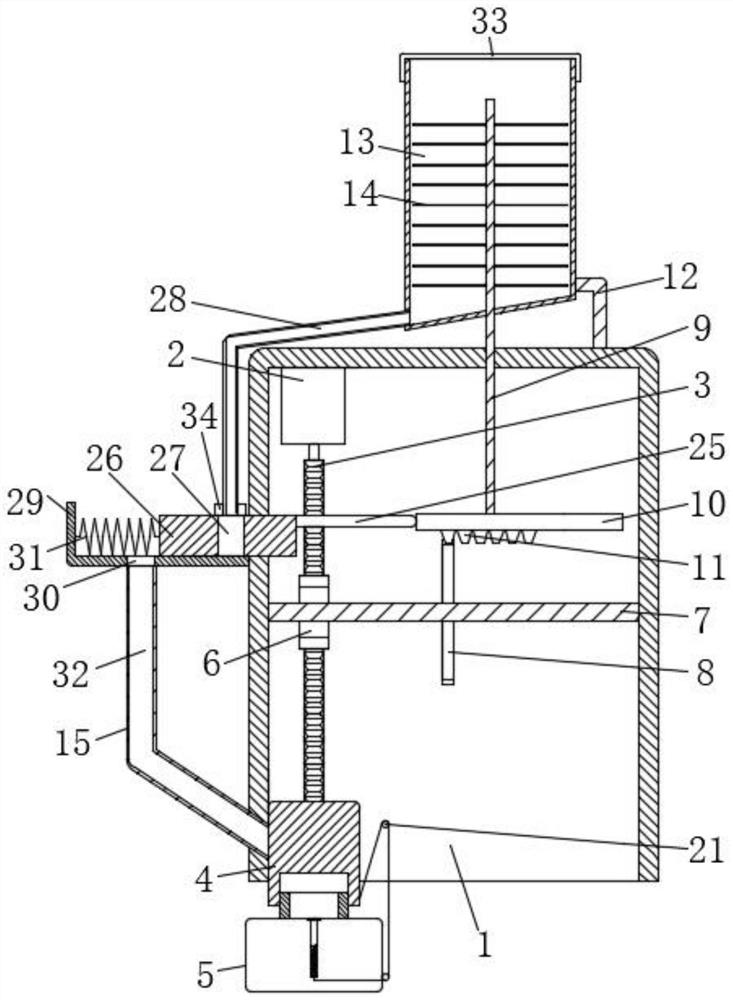
图1为本发明的正视剖视图;
图2为本发明底座的正视剖视图;
图3为本发明图2中A处结构的放大图;
图4为本发明齿圈的仰视图;
图5为本发明下压合模座的俯视图。
图中:1、机壳本体;2、液压推杆;3、齿板;4、上压合模座;5、压合辅助装置;6、齿轮一;7、轴一;8、齿轮二;9、轴二;10、凸轮盘;11、齿圈;12、支架;13、匀混储料仓;14、搅拌辊;15、定量投料机构;16、底座;17、下压合模座;18、容纳腔;19、升降推杆;20、拉绳;21、导向块;22、压簧一;23、滑块;24、导向滑槽;25、传动杆;26、推料块;27、储料通槽;28、导料管一;29、支撑托架;30、下料孔;31、压簧二;32、导料管二;33、盖板;34、套环。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1至图5,本发明提供一种技术方案:一种自动耐火砖坯的自动成型装置,包括机壳本体1,通过机壳本体1为装置整体提供支撑。
机壳本体1内壁的顶部固定连接有液压推杆2,液压推杆2的型号为DYTJ1000,由外接电源进行供电;液压推杆2上输出轴的底部固定连接有齿板3,通过液压推杆2接通电源,其上的输出轴带动齿板3的升降运动,齿板3的底部固定连接有上压合模座4,上压合模座4的左侧与机壳本体1内壁的左侧滑动连接,上压合模座4的下方设有压合辅助装置5,如图1所示,当齿板3下移时,其底部的上压合模座4会同步进行下移,下移的上压合模座4与压合辅助装置5实现对耐火砖原料的压合,进而实现耐火砖坯的生产。
压合辅助装置5包括设置在上压合模座4下方的底座16,底座16的上表面固定连接有下压合模座17,底座16的上表面开设有容纳腔18,容纳腔18的内壁滑动连接有升降推杆19,升降推杆19的底部固定连接有拉绳20,拉绳20上远离升降推杆19的一端贯穿底座16并与上压合模座4的右侧固定连接,机壳本体1的内壁固定连接有导向块21,拉绳20的表面与压簧一22的上表面滑动连接,容纳腔18的内壁设有压簧一22,压簧一22的顶部与升降推杆19的底部活动连接。
使用时,供应的原料会落在下压合模座17内,伴随着上压合模座4的下移,下压合模座17与上压合模座4卡合,会使下压合模座17内的原料被挤压,达到高压压合效果。
其中随着上压合模座4的升降,会使受其牵拉的拉绳20的紧张程度发生改变;如图2所示,当上压合模座4下移时,拉绳20的顶端受牵拉,会带着升降推杆19在克服导向块21的弹力后进行下移最终被收纳在容纳腔18内,升降推杆19的顶部与底座16的上表面平齐;此时通过上压合模座4对下压合模座17内的原料进行高压压合,得到固定形状的耐火砖坯;
接着上压合模座4会进行上移,导向块21的弹力随即得到释放,进而使升降推杆19将其顶部的压合成型的耐火砖坯抬起,在实际制造过程中,使得升降推杆19处于下压合模座17内的偏心位置,进而使压合成型的耐火砖坯在被推起时,会达到倾斜抬起的效果,进而使耐火砖坯容易从下压合模座17内翻出,工人对落下的耐火砖坯进行收集即可,实际使用过程中,耐火砖坯落下的位置处需要倾斜设置缓冲垫,避免耐火砖坯在下落时出现磕碰,对质量造成影响。
升降推杆19的侧面固定连接有滑块23,容纳腔18的内壁开设有供滑块23上下限位滑动的导向滑槽24。
通过滑块23和导向滑槽24的设置,能够对升降推杆19的升降距离进行限制,使升降推杆19下至最低处时,其顶部能够与底座16的上表面处于同一水平面上,而上至最高处时,能够将耐火砖坯完整推出。
滑块23的数量为两个,且两个滑块23以升降推杆19的竖直中心线对称设置。
通过两个滑块23的设置,能够使升降推杆19的左右受力更加平衡,在升降时也会更加稳定。
齿板3的前侧啮合有齿轮一6,通过齿板3的升降带动与之啮合的齿轮一6的转动,随着齿轮齿轮一6的内壁固定连接有轴一7,轴一7的两端与机壳本体1的内壁限位转动连接,轴一7的表面固定套有齿轮二8,机壳本体1的上表面开设有通孔并通过通孔限位转动连接有轴二9,轴二9的底部固定连接有凸轮盘10,凸轮盘10的下表面固定连接有齿圈11,齿圈11上的齿牙与齿轮二8表面上的齿牙啮合,机壳本体1的顶部固定连接有支架12,支架12的端部固定连接有匀混储料仓13,匀混储料仓13的敞口朝上,匀混储料仓13的顶部设有盖板33,通过盖板33的设置,能够对匀混储料仓13顶部的敞口进行密封封堵,避免在进行匀混搅拌时,原料出现泄漏,给工作环境造成污染。
通过齿板3的升降带动齿轮一6的往复转动,轴一7和齿轮二8随之进行往复转动,与齿轮二8处于啮合状态的齿圈11会带着凸轮盘10和轴二9在机壳本体1进行往复转动,通过轴二9上的搅拌辊14在匀混储料仓13内的往复转动,实现匀混储料仓13内经过配比后的物料的匀混操作,同时通过搅拌,能够避免匀混储料仓13内的物料出现沉积阻塞,保证下料的通畅性。
轴二9上靠近顶部的表面贯穿匀混储料仓13的下表面并固定连接有搅拌辊14,机壳本体1的左侧设有定量投料机构15,通过定量投料机构15的设置,能够将匀混储料仓13内经过匀混后的物料间歇、定量的被供应,即保证耐火砖坯高效定量的生产。
定量投料机构15包括传动杆25,传动杆25的右端与凸轮盘10的侧面限位滑动连接,传动杆25的左端固定连接有推料块26,推料块26的表面贯穿机壳本体1的左侧并与机壳本体1限位滑动连接,推料块26的上表面开设有储料通槽27,匀混储料仓13上靠近底部的左侧开设有通孔并通过通孔固定连接有导料管一28,导料管一28的底部与推料块26的上表面滑动连接,机壳本体1的左侧固定连接有支撑托架29,支撑托架29的下表面开设有下料孔30,推料块26的左侧固定连接有压簧二31,压簧二31的左端与支撑托架29的内壁固定连接,支撑托架29上正对下料孔30的下表面固定连接有导料管二32,导料管二32的底部贯穿机壳本体1的左侧并与上压合模座4的左侧滑动连接。
使用时,伴随着凸轮盘10的转动,如图1所示,此时凸轮盘10侧面上的凹缘面与传动杆25的右端接触,在压簧二31的弹力作用下,会使推料块26带着传动杆25与凸轮盘10的凹缘面保持紧密接触,由此使得推料块26右移至最右端,同理,当凸轮盘10经过转动使其凸缘面与传动杆25的右端接触时,会使传动杆25带着推料块26移至最左处,由此随着凸轮盘10的连续转动,可实现推料块26的左右往复移动。
在移动过程中,当储料通槽27处于导料管一28的正下方时,通过导料管一28可使匀混储料仓13内匀混后的原料填满储料通槽27,当储料通槽27随着推料块26左移时,会使储料通槽27内定量储存的原料经过下料孔30被转移到导料管二32中;在上压合模座4完成一次压合后,接着会随着齿板3进行上移,在上移过程中,压合辅助装置5会将压合完成的耐火砖坯推出,在将耐火砖坯推出后,上压合模座4继续上移,会解除对导料管二32底部端口的封堵,此时储存在导料管二32内的定量原料也会随之落在压合辅助装置5上,伴随着上压合模座4的再次下移,重新进行压合操作。
传动杆25的右端为弧形面,且传动杆25通过其上的弧形面与凸轮盘10的侧面滑动连接,通过传动杆25右端上弧形面的设置,使得传动杆25与凸轮盘10之间的相对滑动会更加的流畅,保证使用时的稳定性。
导料管一28上靠近底部的表面套有套环34。
通过导料管一28表面上套环34的设置,能够增加与推料块26之间的接触面积,进一步保证储料通槽27内原料精准定量的倒入,降低原料的损耗。
工作原理:该自动耐火砖坯的自动成型装置使用时,通过机壳本体1为装置整体提供支撑;通过液压推杆2接通电源,其上的输出轴带动齿板3的升降运动,如图1所示,当齿板3下移时,其底部的上压合模座4会同步进行下移,下移的上压合模座4与压合辅助装置5实现对耐火砖原料的压合,进而实现耐火砖坯的生产;通过齿板3的升降带动齿轮一6的往复转动,轴一7和齿轮二8随之进行往复转动,与齿轮二8处于啮合状态的齿圈11会带着凸轮盘10和轴二9在机壳本体1进行往复转动,通过轴二9上的搅拌辊14在匀混储料仓13内的往复转动,实现匀混储料仓13内经过配比后的物料的匀混操作,同时通过搅拌,能够避免匀混储料仓13内的物料出现沉积阻塞,保证下料的通畅性;通过定量投料机构15的设置,能够将匀混储料仓13内经过匀混后的物料间歇、定量的被供应,即保证耐火砖坯高效定量的生产;通过上述结构之间的配合使用,解决了在实际使用过程中,由于传统的耐火砖坯自动成型装置一体化程度较低,需要操作人员定时进行辅助操作,并且人工操作容易导致上料量不够精准、工作效率低下以及长期工作后人工易出现疲劳等情况,给使用带来不便的问题。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种自动耐火砖坯的自动成型装置
- 一种自动耐火砖坯的自动成型装置