循环流体动力纺丝装置及方法
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及纤维制备技术领域,尤其涉及一种循环流体动力纺丝装置及方法。
背景技术
水凝胶纤维是一种具有溶胀性能、刺激响应性能、缓释性能和固定化等性能的新型纤维,在组织工程、生物医学、纺织和高分子材料等领域具有很好的应用前景。目前水凝胶纤维的纺丝方法有微流控纺丝法、静电纺丝法、湿法纺丝法等。
微流控纺丝是指成纤溶液利用其层流特性,在微流控芯片的微通道中沿液体流动方向流动而不接触微通道内壁,进而在微流控芯片中挤出而固化成纤,其固化方式包括光聚合、双扩散等。与传统的纺丝工艺相比,微流控纺丝在常温、常压下即可完成,具有纤维形状和尺寸可控、工艺简单等优点,在生物材料等领域有着广泛的应用前景。微流控纺丝装置可以生产纳米级的水凝胶纤维,在微通道中,预凝胶溶液的连续流体被第二溶液包覆,然后通过交联或凝固产生连续纤维。
静电纺丝是目前制备纳米超细纤维的最佳方法,它是使高聚物的溶液或熔体在电场力牵引下拉伸成丝,从而获得连续性较好的微纳米级纤维。静电纺丝过程中,注射器内装有聚合物熔体或聚合物溶液等黏弹性流体,喷射针头和接收装置之间施加10~50kV高压静电,注射泵将少量黏弹性流体以一定速率稳定输送到注射器喷射针头,高压静电场在针头和接收装置之间瞬时产生电位差;随着电压的增大,注射器针头处首先形成圆锥状液滴;当电压增大到临界值时,聚合物溶液或熔体受到的静电场力足以克服流体表面张力及粘性阻力,从Taylor锥顶端向阴极方向喷出带电射流;带电射流经历不稳定运动和拉伸过程,通过溶剂挥发或熔体固化,直径急剧细化,固化为超细纤维,以螺旋方式随机沉积在接收装置表面。其简单、高效的方法常常被用来制备水凝胶纤维。
湿法纺丝是将喷丝孔眼中压出的原液细流进入凝固浴,原液细流中的溶剂向凝固浴扩散,凝固剂向细流渗透,在凝固浴中析出而形成纤维。湿法纺丝的聚合物必须具有合适的结构和分子量。此外,该方法适合生产不能由熔融纺丝或者干法纺丝制备的天然纤维,比如壳聚糖-海藻酸钠纤维,因为此方法维持着较强的链间羟基作用力。
但是,以上方法中,微流控生产纤维的效率低下,难以大批量生产;静电纺丝对温湿度的条件比较苛刻且很难形成单根连续长丝型水凝胶纤维;而通过湿法纺丝,其牵伸工艺对纤维的强度要求较高。
发明内容
为解决上述技术问题,本发明的目的是提供一种循环流体动力纺丝装置及方法,本发明中的凝固浴处于循环流动状态,浓度易于保持稳定,在水凝胶纤维制备过程中,可通过流动凝固浴的剪切拉伸力对纤维进行牵伸,施加到水凝胶纤维上的拉伸力和拉伸部位可控,从而使所制备的水凝胶纤维粗细均匀、直径可控,且可连续生产,具有产业化前景。
本发明的第一个目的是提供一种用于制备水凝胶纤维的循环流体动力纺丝装置,包括纺丝原液注射机构、凝固机构和纤维收集机构,纺丝原液注射机构用于盛放纺丝原液并将纺丝原液注入凝固机构中,纺丝原液在凝固机构中凝固后形成凝固后的纤维,同时凝固机构中凝固浴的流动对初生凝固纤维进行牵伸,纤维收集机构用于收集凝固后的纤维;其中:
纺丝原液注射机构与第一连接管流体连通;
凝固机构包括凝固浴筒以及位于凝固浴筒下方的凝固浴槽,凝固浴筒沿竖直方向设置,凝固浴筒上端具有进液口、下端具有出液口,凝固浴筒的下端呈锥形,第一连接管具有纺丝液出口且纺丝液出口位于凝固浴筒内,第一连接管沿竖直方向设置;凝固浴槽用于盛放凝固浴,凝固浴槽设有驱动组件,驱动组件与第二连接管的一端连接,第二连接管具有凝固浴出口且凝固浴出口位于凝固浴筒中;出液口用于供凝固后的纤维和凝固浴从凝固浴筒内流出;
纤维收集机构包括过滤组件和纤维收集组件,过滤组件正对出液口下方,过滤组件用于分离凝固后的纤维和凝固浴。
进一步地,纺丝原液注射机构包括注射泵以及注射器,注射器内盛放纺丝原液,注射泵用于驱动注射器中纺丝原液的流动;注射器与第一连接管流体连通。
进一步地,纺丝原液注射机构包括同轴针头注射机构时,可制备中空纤维。
进一步地,第一连接管套设于凝固浴筒内且可相对凝固浴筒上下移动;第一连接管沿竖直方向设置且与凝固浴筒同轴;第二连接管位于第一连接管的外部。
进一步地,第一连接管连接有第一高度调节组件,凝固浴筒连接有第二高度调节组件。
进一步地,进液口的内径大于出液口的内径。进液口与出液口的内径差异及凝固浴筒内凝固浴的液面高度,会导致凝固浴筒内液体流经凝固浴筒内各处时的速度不同。纤维在形成过程中,会受到凝固浴流体的牵伸作用,从而使纤维的形态及粗细、长度都会受到影响,凝固浴流体的牵伸力是可以通过进液口与出液口的内径差异及凝固浴液面高度来控制的。
进一步地,过滤组件包括过滤网、支撑过滤网的支撑组件以及用于调节支撑组件高度的第三高度调节组件。
进一步地,纤维收集组件包括横动单元和卷绕单元,横动单元可左右移动,卷绕单元与横动单元固定连接并可旋转卷绕,凝固后的纤维通过横动单元和卷绕单元共同作用有序收集到卷绕单元的卷轴上。
进一步地,横动单元包括控制器、微型滑台、布进驱动器、零点开关和开关电源。
进一步地,卷绕单元包括减速电机、长轴和直流电源,卷轴设置于长轴上。减速电机沿竖直方向设置,微型滑台与减速电机相连接,长轴沿水平方向设置,其与减速电机连接,减速电机驱动长轴绕自身轴线运动。
横动单元中的控制器可调节微型滑台带动固化后的纤维横向运动,卷绕单元上的减速电机通过直流电源带动长轴绕自身轴线转动,微型滑台的左右移动与长轴的自我转动,可将纤维均匀的缠绕在长轴上。长轴的转速可通过直流电源控制。使收集的水凝胶纤维具有一定的均匀性,直径能得到有效的控制,水凝胶纤维能连续生产。
本发明的第二个目的是提供一种循环流体动力纺丝方法,采用本发明的上述循环流体动力纺丝装置制备,包括以下步骤:
将纺丝原液经纺丝原液注射机构注入第一连接管内,并经纺丝液出口注入凝固浴筒中;
利用驱动组件驱动凝固浴由凝固浴槽内流入第二连接管内,并经凝固浴出口流入凝固浴筒中,流入凝固浴筒中的凝固浴在第一连接管外流动并由凝固浴筒下端的出液口流出后再次流入凝固浴槽内,完成凝固浴在凝固浴槽和凝固浴筒中的循环流动;
经纺丝液出口挤出的纺丝原液在凝固浴筒中的凝固浴的作用下固化,同时受到流动的凝固浴的牵伸及带动作用,并经凝固浴筒下端的出液口流出,在过滤组件的作用下被截留在过滤组件中,纤维收集组件收集截留在过滤组件中的纤维,完成纺丝过程。
进一步地,纺丝原液包括水溶性海藻酸盐溶液,凝固浴包括金属盐溶液。优选地,水溶性海藻酸盐包括海藻酸钠、海藻酸钾等。金属盐包括氯化钙(CaCl
进一步地,进液口的内径大于出液口的内径,二者之比优选为大于10:1。
进一步地,出液口的内径大于纺丝液出口的内径,二者之比优选为大于1.5:1。
进一步地,纺丝液出口距离凝固浴筒的出液口的距离与凝固浴筒中凝固浴液面的高度之比小于1:3。
本发明中,控制凝固浴槽中凝固浴液面高度的稳定是纺制粗细均匀的纤维的关键。该凝固浴液面高度受进液口与出液口的流量的影响。
借由上述方案,本发明至少具有以下优点:
本发明的循环流体动力纺丝装置小型易控,结构简单,纺丝参数易于调节,可实现凝固浴在凝固浴槽和凝固浴筒中的循环流动,可实现在重力和凝固浴的流动力的双重作用下对纤维进行牵伸。
利用本发明的循体动力纺丝装置进行循环流体动力纺丝,由于凝固浴筒沿竖直方向设置,进入凝固浴筒内的液体(包括纺丝原液和凝固浴)在自身的重力作用下从出液口流出,由于凝固浴在凝固浴槽和凝固浴筒中的循环流动,因此,当在凝固浴筒内的适当位置注入纺丝原液时,原液与凝固浴接触后,会一边固化形成纤维一边受到流动的凝固浴的剪切拉伸力,有助于快速形成粗细均匀且连续的纤维。此外,纺丝过程中,凝固浴筒内轴线上越靠近出液口的液体流速越大,剪切拉伸力越大;凝固浴筒内液体速度大小分布及出液口处的速度大小与纺丝液出口和凝固浴出口在凝固浴筒内的液面高度以及纺丝液出口和凝固浴出口的直径有关,因此,纤维的形态及粗细、长度在多种力的作用下会发生改变,实现对纤维的可控纺丝。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合详细附图说明如后。
附图说明
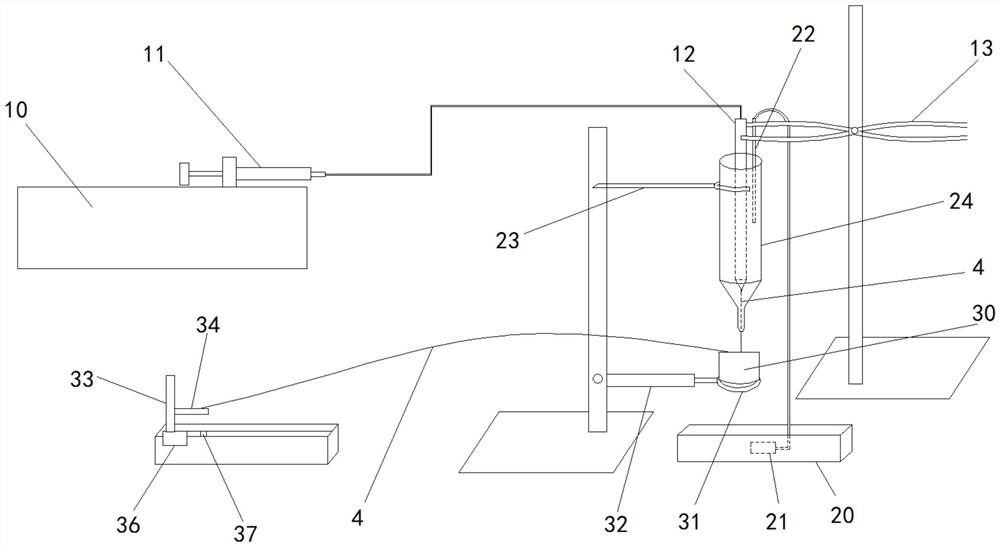
图1是循环流体动力纺丝装置的部分结构示意图(仅图示部分纤维收集组件);
图2是纤维收集机构的结构示意图(未图示过滤组件);
图3是改变出液口直径所制备的纤维的SEM测试图;
图4是改变出液口直径所制备的纤维的粗细测试结果图;
图5是在凝固浴筒不同位置所形成的纤维的照片;
图6是不同纺丝参数下所制备的产物的照片;
图7是d2=5mm、针头的规格为23G时所制备的纤维的照片;
图8是不同规格的针头所得到的纤维的粗细测试结果;
图9是不同规格的针头所得到的纤维的SEM测试图;
图10是改变出液口直径所制备的纤维的表面形貌图;
图11是改变出液口直径所制备的纤维的粗细测试结果;
附图标记说明:
10-注射泵;11-注射器;12-第一连接管;13-第一高度调节组件;20-凝固浴槽;21-驱动组件;22-第二连接管;23-第二高度调节组件;24-凝固浴筒;30-过滤网;31-支撑组件;32-调节杆;33-减速电机;34-长轴;35-直流电源;36-微型滑台;37-开关电源;38-控制器;39-布进驱动器;40-零点开关。
具体实施方式
下面结合实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
实施例1
参见附图,本发明的一种用于制备水凝胶纤维的循环流体动力纺丝装置,包括纺丝原液注射机构、凝固机构和纤维收集机构。纺丝原液注射机构用于盛放纺丝原液并将纺丝原液注入凝固机构中,纺丝原液在凝固机构中凝固后形成凝固后的纤维并经受流动的凝固浴的牵伸,纤维收集机构用于收集凝固后的纤维。
其中,纺丝原液注射机构包括注射泵10以及注射器11,注射器11内盛放纺丝原液,注射泵10用于驱动注射器11中纺丝原液的流动并调节纺丝原液的注射速度,注射器11与第一连接管12流体连通。第一连接管12具有纺丝液出口。第一连接管12沿竖直方向设置。第一连接管12为中空的铁管。第一连接管12连接有第一高度调节组件13。中空的铁管的底部通过热熔胶连接有鲁尔接头,鲁尔接头固定有针头,针头的出口即为纺丝液出口。
凝固机构包括凝固浴筒24以及位于凝固浴筒24下方的凝固浴槽20。凝固浴筒24沿竖直方向设置,凝固浴筒24上端具有进液口、下端具有出液口,凝固浴从进液口进入,凝固浴筒24的下端呈锥形,锥形的底部设有延长管,出液口设于延长管的端部,进液口的内径大于出液口的内径。进液口与出液口的内径差异,会导致液体流经时的速度不同。凝固浴筒24的出液口用于供凝固后的纤维和凝固浴从凝固浴筒24内流出。
第一连接管12套设于凝固浴筒24内且可相对凝固浴筒24上下移动;第一连接管12沿竖直方向设置且与凝固浴筒24同轴。纺丝液出口位于凝固浴筒24内,纺丝原液自此处流入凝固浴筒24并与凝固浴接触后固化,形成固化后的纤维。由于第一连接管12连接有第一高度调节组件13,因此纺丝液出口的高度相应的也可调节。凝固浴筒24连接有第二高度调节组件23,相应地,凝固浴筒24相对凝固浴槽20的高度也可根据实际需求调节。优选地,第一高度调节组件13包括铁架台及蝴蝶夹,蝴蝶夹用于夹持第一连接管12。第二高度调节组件23包括铁架台及铁夹,铁夹用于夹持凝固浴筒24。
凝固浴槽20呈长方体。凝固浴槽20用于盛放凝固浴,凝固浴槽20内设有驱动组件21,驱动组件21优选为抽水泵,抽水泵功率为2.5w。驱动组件21通过抽水管与第二连接管22的一端连接,第二连接管22具有凝固浴出口且凝固浴出口位于凝固浴筒24中。第二连接管22位于第一连接管12的外部。驱动组件21用于将凝固浴抽入第二连接管22中,凝固浴由凝固浴出口流出后进入凝固浴筒24中,在重力作用下向下流动,从而在凝固浴筒中形成循环流体,且由于进液口与出液口的内径差异,会导致凝固浴在两处存在流速差,进而在凝固浴筒24内的高度方向上形成梯度流速。向下流动的凝固浴自出液口流出凝固浴筒24。
纤维收集机构包括过滤组件和纤维收集组件,过滤组件正对出液口下方,过滤组件用于分离凝固后的纤维和凝固浴。过滤组件包括过滤网30、支撑过滤网30的支撑组件31以及用于调节支撑组件31高度的第三高度调节组件。过滤网30包括底壁及侧壁,所述底壁上设有过滤孔。支撑组件31为铁圈,第三高度调节组件包括调节杆32以及调节螺丝,调节杆32与支撑组件31固定连接。
过滤网30位于凝固浴筒24和凝固浴槽20之间。自出液口流出的固化后的纤维和凝固浴经过滤网30的作用被分离,固化后的纤维被截留在过滤网30中,凝固浴经过滤网30落入下方的凝固浴槽20中,完成凝固浴的循环流动。
纤维收集组件包括横动单元以及卷绕单元,横动单元及卷绕单元,横动单元可左右移动,凝固后的纤维通过横动单元卷绕至卷绕单元上。横动单元包括控制器38、微型滑台36、布进驱动器39、零点开关40和开关电源37。
控制器38发送脉冲信号控制驱动器,其有四个输入口、两个输出口。工作状态可手动、自动运行。微型滑台36速度可调,丝杆直径为6mm,电机每转一圈滑块走2mm,滑块有效运行的距离为200mm。布进驱动器39输出电流为0.3-2A可调,供电压为12-36VDC,支持脱机、使能、锁机等功能起到过压、欠压、过流保护的作用。零点开关40体积小巧,安装方便。开关电源37控制横动单元的整个电路的工作。
卷绕单元包括减速电机33、长轴34和直流电源35,长轴34上设有卷轴。长轴34的直径为8mm,长度为10cm,转速可达到250转/分。减速电机33的电压为24V,通过与直流电源35连接,可使纤维均匀的缠绕在长轴34上。减速电机33沿竖直方向设置,微型滑台36与减速电机33相连接,长轴34沿水平方向设置,其与减速电机33连接,减速电机33驱动长轴34绕自身轴线运动。横动单元中的控制器38可调节微型滑台36带动固化后的纤维横向运动,卷绕单元上的减速电机33通过直流电源35带动长轴34绕自身轴线转动,微型滑台36的左右移动与长轴34的自我转动,可将纤维均匀的缠绕在长轴34上的卷轴上。长轴34的转速可通过直流电源35控制。使收集的水凝胶纤维具有一定的均匀性,直径能得到有效的控制,水凝胶纤维能连续生产。
实施例2
一种循环流体动力纺丝方法,采用实施例1的装置进行,步骤如下:
将纺丝原液经纺丝原液注射机构注入第一连接管12内,并经纺丝液出口注入凝固浴筒24中;其中,纺丝原液为海藻酸钠水溶液。
利用驱动组件21驱动凝固浴由凝固浴槽20内流入第二连接管22内,并经凝固浴出口流入凝固浴筒24中,流入凝固浴筒24中的凝固浴在第一连接管12外流动并由凝固浴筒24下端的出液口流出后再次流入凝固浴槽20内,完成凝固浴在凝固浴槽20和凝固浴筒24中的循环流动;其中,凝固浴为氯化钙水溶液。
经纺丝液出口流出的纺丝原液在凝固浴筒24中的凝固浴的作用下固化,并经凝固浴筒24下端的出液口流出,在过滤组件的作用下被截留在过滤组件中,纤维收集组件收集截留在过滤组件中的纤维,完成纺丝过程。具体地,截留在过滤组件中的纤维由横动单元并经减速电机33卷绕到长轴34上,减速电机33通过直流电源35控制其卷绕速度,可通过改变电压数来改变纤维的收集速度。
纤维在形成过程中,会因凝固浴筒24两端口的流速之差受到凝固浴流体的牵伸,从而使纤维的形态及粗细、长度都会受到影响,凝固浴流体的牵伸力是可以通过纺丝液出口在凝固浴筒中的位置以及凝固浴的液面高度来控制的。
其中,凝固浴筒24自身的高度为28cm。凝固浴的高度(即凝固浴的液面与出液口之间的距离)为24cm。纺丝原液的注射速度为300ml/h,进液口的直径记为d1,出液口直径记为d2,纺丝液出口距离凝固浴筒24的出液口的距离(即纺丝液出口的高度)记为d3。鲁尔接头连接的针头的规格分别为21G、22G、23G,其中21G针头的内径为0.51mm,外径为0.82mm;22G针头的内径为0.41mm,外径为0.73mm;23G针头的内径为0.33mm,外径为0.63mm。
由于纤维在重力的作用下,形貌和长度上都会发生改变。因此,测试从纤维在不同纺丝液出口的高度形成时的形貌。设置纺丝条件如下:
d1=55mm,d2=3mm,d3分别为45mm、55mm、65mm。鲁尔接头连接的针头的规格为21g。
如图3所示,图3a1-a2为d3=45mm条件下制备的纤维表面的SEM测试图;图3b1-b2为d3=55mm条件下制备的纤维表面的SEM测试图;图3c1-c2为d3=65mm条件下制备的纤维表面的SEM测试图。图4为不同d3条件下对应得到的纤维的粗细测试结果图。其中横坐标代表d3,纵坐标代表纤维粗细。结果表明,不同纺丝液出口的高度形成的纤维的形貌和粗细会有所不同,纺丝液出口的高度越高,纺丝原液在凝固浴筒24内流出时受到的剪切力越大,纤维受到的冲击力越大,纤维表面的纵向条纹结构越明显,沟槽越深。纺丝液出口的高度越低,纤维受到的冲击力越小,纤维表面的纵向条纹越浅。从图4还可看出,以上条件所制备的纤维的直径为66-72μm之间。随着d3的增大,纤维的直径越细,原因是纤维在凝固浴筒24内较高的位置处时会经受较长时间的剪切拉伸作用,因此纤维的直径可以通过改变纺丝液出口的高度来调节。
图5是d3=55mm条件下,在凝固浴筒24不同位置所形成的纤维的照片,可以很明显的看出同一条件下所形成的纤维的整体的均匀性较好,粗细均匀。
出液口直径d2不同,凝固浴在筒内的流速也不同,因此,测试从纤维在不同出液口直径条件下形成时的形貌。设置纺丝条件如下:
d1=55mm,d2分别为1mm、3mm、5mm,d3=55mm。鲁尔接头连接的针头的规格分别为21G、22G、23G。
当纺丝液出口的直径较大而出液口直径较小时,如当d2=1mm、针头规格为23G时,导致不能出丝,纺丝原液经纺丝液出口出来后形成的是凝胶状的颗粒(图6)。当d2=5mm、针头的规格为23G时,纤维不能连续产出,如图7所示,会形成一段段的非连续的形状不规则的凝胶而不是连续的水凝胶纤维。当d2=1mm、针头的规格为22G时,纤维则能连续产出,会出来均匀连续的水凝胶纤维。因此,在一定的液面高度和一定的纺丝液出口高度下,纤维的连续产出与纺丝液出口的直径和出液口的直径均有关,这两者的合适的搭配是纤维能够均匀连续出丝的关键。
纺丝液出口的直径的大小也影响产出的纤维的粗细。设置纺丝条件如下:
d1=55mm,d2=3mm,d3=55mm。鲁尔接头连接的针头的规格分别为21G、22G、23G,所得到的纤维的粗细如图8所示,其中横坐标代表鲁尔接头规格,纵坐标代表纤维粗细。从图8可看出,针头直径越小,纤维越细,21G针头与22G针头直径纺出的纤维的粗细相差有点多,22G与23G针头直径纺出的纤维相差不多。三者针头直径不同,纺出的纤维的形貌也有不同。图9分别是21G、22G、23G针头纺出的纤维的形貌图,图9a1-a2对应的针头的规格为21G,图9b1-b2对应的针头的规格为22G,图9c1-c2对应的针头的规格为23G,从上图看出纤维表面具有多条纵向延伸的条纹结构,针头内径越粗条纹越明显,宏观来说纤维表面光滑,无凹槽结构。
出液口直径的大小决定了凝固浴筒24内的凝固浴的流速,出液口直径大,凝固浴筒24内的凝固浴的流速也越快,纤维的直径与形貌也与此有很大的关系。设置纺丝条件如下:
d1=55mm,d2=1mm、3mm或5mm,d3=55mm。鲁尔接头连接的针头的规格针头的规格为23G。图10是d2=1mm或5mm条件制备的纤维的表面形貌图,其中图10a1-a2为d2=5mm的结果;10b1-b2为d2=1mm的结果,结果表明,出液口直径越大,纤维越细。随着出液口直径的增加,纤维的表面纵向条纹结构越明显。图11是以上三种条件制备的纤维的直径测试结果,其中横坐标代表d2大小,纵坐标代表纤维粗细,结果表明,出口直径越大,纤维越细。
采用本发明的装置和方法制备水凝胶纤维时,可根据待生产的水凝胶纤维的直径和长度选择合适的凝固浴筒24的液面高度、进液口的直径、出液口直径、纺丝液出口的直径和高度。然后再选择注射泵10和调节注射器11内液体的流量和流速,再根据以上参数调节横动单元以及卷绕单元的速度从而收集纤维,调节好所有的纺丝参数之后,开始纺制水凝胶纤维。
本发明的装置体积小、易于控制,可以排除工业纺丝机成形时的许多复杂因素,以便于观察、探索纤维成形过程中的各种影响因素。
以上仅是本发明的优选实施方式,并不用于限制本发明,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
- 循环流体动力纺丝装置及方法
- 干法纺丝介质回收循环的方法和装置以及纺丝方法和装置