一种钨合金增材的制备方法
文献发布时间:2023-06-19 09:51:02
技术领域
本发明属于金属增材制造领域,涉及一种钨合金增材的制备方法。
背景技术
增材制造是近年来兴起并迅速发展的新兴快速精密加工制造技术,已经航 空航天、医疗、个性化定制等领域得到了广泛的应用,可以加工传统方法难以 制造的零件,具有复杂结构部件成型精度高、生产效率高以及一体成型结构件 或者组件等优点,而不同材料激光成形工艺差别较大,目前增材制造技术在钛 合金、不锈钢、高温合金、铝合金等材料领域实现了较大程度的应用,但是高 熔点钨合金应用增材制造技术的报道仍然较少。
钨合金的熔点3410℃,高温强度和抗蠕变性能以及导热、导电和电子发射 性能都好,除大量用于制造硬质合金和作合金添加剂外,钨及其合金广泛用于 电子、电光源工业,也在航天、铸造、武器等部门中用于制作火箭喷管、压铸 模具、穿甲弹芯、触点、发热体和隔热屏等。激光选区熔化过程冷却速度极快, 极高的冷却温度梯度导致成形的钨合金工件内部残余应力极大,导致工件塑性 低、脆性大,容易引起开裂,见附图1。因此研究纯钨合金的激光选区熔化成形 制造工艺,将增材制造技术应用于钨合金,避免打印成形中裂纹产生,生产传 统技术难以成形结构对于纯钨合金的应用将具有重要意义。
CN 109732089A公开了一种纯钨3D打印增材制造方法,其中纯钨复杂薄壁 零件激光3D打印参数为:填充扫描功率:450W;填充扫描速度:500mm/s;填 充扫描线间隙:0.05mm;轮廓扫描功率:320W;轮廓扫描速度:600mm/s;棋 盘格向量数/大小:8×8;棋盘格扫描功率:450W(填充功率)、320W(轮廓扫描 功率);棋盘格扫描速度:500mm/s(填充扫描速度)、300mm/s(轮廓扫描速度); 棋盘格填充扫描线间隙:0.06mm;层间旋转角度:67°。该方法采用棋盘式激光 扫描,各层间的一致性较差,导致增材的致密性不高。
CN111172432A公开了一种基于激光增材制造的高强高韧钴铬钼钨合金及 其制备方法,其中增材制造成型的具体过程包括:在基板上铺设一层原料粉末, 然后使用高能激光逐步扫描该层粉末使其熔化,凝固冷却后得到第一层坯料基 体;在第一层坯料基体表面铺设第二层粉末,使用高能激光逐步扫描该层粉末 使其熔化,凝固冷却后得到第二层坯料基体;重复上述两个步骤,直至得到设 定尺寸和形状的成型毛坯。激光扫描过程中,激光功率为50~500W,扫描速度 为0.5~5m/s,扫描层厚为15~50μm。该方法中扫描速度过快,且采用单次扫描 方式,使得制备得到的合金的致密度低。
发明内容
为解决现有技术中存在的技术问题,本申请提供一种钨合金增材的制备方 法,所述制备方法能够一体成形薄壁件、复杂结构特别是含有内腔的复杂结构 件,减少钨合金材料的浪费和降低了复杂结构件和组件的生产制造周期,能够 促进钨合金在各领域的应用。
为达到上述技术效果,本发明采用以下技术方案:
本发明提供一种钨合金增材的制备方法,所述制备方法采用激光选区熔化 增材制造工艺,所述激光采用双重扫描方式。
其中,激光选区熔化增材制造工艺的工作原理为:刮刀将供粉舱内粉末带 到成形舱内,均匀平铺在成形舱内的成形平台上,多余的粉末挂到粉末回收舱 内,激光器发射激光,在激光振镜的作用下调节扫描轨迹,激光选择性的快速 熔化凝固成形舱内的粉末,成形舱下降一个成形层厚,供粉舱上升,刮刀系统 再次将粉末均匀平铺在成形舱内,激光再次选择性熔化成形舱内的粉末,最终 逐层熔化凝固形成最终的零件,如图2所示。
本发明中,激光采用双重扫描方式,可以优异有效避免扫描过程中产生的 应力开裂。
作为本发明优选的技术方案,所述制造工艺前对钨合金粉末进行干燥处理。
作为本发明优选的技术方案,所述干燥处理的温度为120~150℃,如125℃、 130℃、135℃、140℃或145℃等,但并不仅限于所列举的数值,该数值范围内 其他未列举的数值同样适用。
优选地,所述干燥处理的时间为4~8h,如4.5h、5h、5.5h、6h、6.5h、7 h或7.5h等,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同 样适用。
作为本发明优选的技术方案,所述制造工艺前对基板进行预热。
本发明中,对基板预热的目的是为了减缓热累积产生的热应力大小。
优选地,所述预热的温度为120~250℃,如130℃、140℃、150℃、160℃、 170℃、180℃、190℃、200℃、210℃、220℃、230℃或240℃等,但并不仅限 于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述制造工艺在惰性气氛保护下进行。
优选地,所述惰性气氛包括氮气、氦气或氩气中的任意一种或至少两种的 组合。
优选地,所述制造工艺中氧气的体积含量小于0.1%,如0.001%、0.005%、0.005%、0.01%、0.02%、0.05%或0.08%等,但并不仅限于所列举的数值,该数 值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,所述制造工艺中每层钨合金粉末的铺粉厚度 为20~40μm,如22μm、25μm、28μm、30μm、32μm、35μm或38μm等,但并 不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,所述激光的光斑直径为80~100μm,如82μm、 85μm、88μm、90μm、92μm、95μm或98μm等,但并不仅限于所列举的数值, 该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,所述激光的功率为250~350W,如260W、270 W、280W、290W、300W、310W、320W、330W或340W等,但并不仅限 于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,所述激光的扫描速度为400~800mm/s,如450mm/s、500mm/s、 550mm/s、600mm/s、650mm/s、700mm/s或750mm/s等,但并不仅限于所列 举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,所述激光的相邻激光线的间距为0.08~0.11 mm,如0.085mm、0.09mm、0.095mm、0.10mm或0.105mm等,但并不仅限 于所列举的数值,该数值范围内其他未列举的数值同样适用。
作为本发明优选的技术方案,所述扫描采用条带扫描方式。
作为本发明优选的技术方案,所述条带的宽度为5~10mm,如5.5mm、6 mm、6.5mm、7mm、7.5mm、8mm、8.5mm、9mm或9.5mm等,但并不仅 限于所列举的数值,该数值范围内其他未列举的数值同样适用。
优选地,相邻所述条带的间距为0.1~0.2mm,如0.11mm、0.12mm、0.13mm、 0.14mm、0.15mm、0.16mm、0.17mm、0.18mm或0.19mm等,但并不仅限 于所列举的数值,该数值范围内其他未列举的数值同样适用。
本发明中,采用条带扫描并对条带的宽度、间距以及旋转角度进行了限定, 可以尽可能保证横截面组织的在沿着铺粉方向和垂直铺粉方向的一致性。
与现有技术相比,本发明至少具有以下有益效果:
本发明提供一种钨合金增材的制备方法,所述制备方法能够一体成形薄壁 件、复杂结构特别是含有内腔的复杂结构件,构件的致密度可达99%以上,减 少钨合金材料的浪费和降低了复杂结构件和组件的生产制造周期,能够促进钨 合金在各领域的应用。
附图说明
图1为现有工艺制备得到的钨合金增材的金相显微镜图;
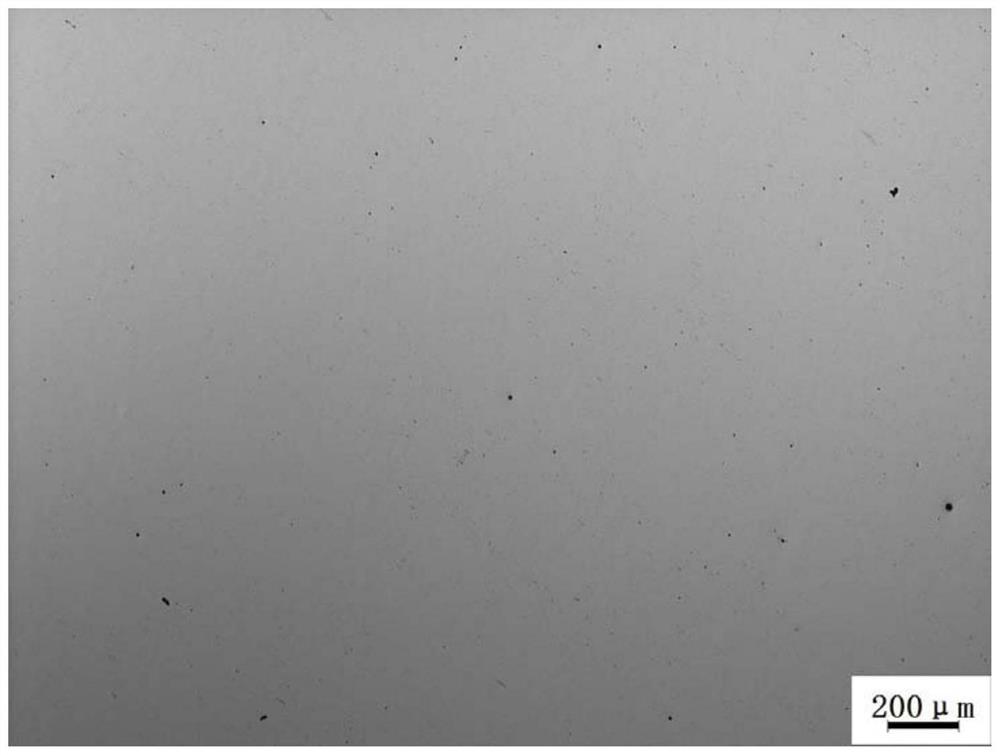
图2为本发明实施例1制备得到的钨合金增材的金相显微镜图;
下面对本发明进一步详细说明。但下述的实例仅仅是本发明的简易例子, 并不代表或限制本发明的权利保护范围,本发明的保护范围以权利要求书为准。
具体实施方式
下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
为更好地说明本发明,便于理解本发明的技术方案,本发明的典型但非限 制性的实施例如下:
为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了, 所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
实施例1
本实施例提供一种钨合金增材的制备方法,所述制备方法采用激光选区熔 化增材制造工艺,具体包括如下步骤:
1)干燥处理:将钨合金粉末放入真空干燥箱中,120℃烘干3小时,取出 进行翻动,再放进干燥箱烘干3小时;
2)激光第一次扫描:将粉末装入供粉仓中,基板预热温度200℃,刮刀将 粉末均匀的铺在加工平台上,铺粉层厚为30μm,激光功率为320W,激光扫描 速度为450mm/s,扫描间距0.1mm,光斑直径为100μm;
3)激光第二次扫描:当前层扫描结束后,激光功率为300W,激光扫描速 度为550mm/s,扫描间距0.11mm,光斑直径为100μm,得到尺寸 10mm×10mm×10mm纯钨合金金相块,其金相显微镜图如图2所示;
其中,激光第一次扫描与激光第二次扫描采用条带扫描,条带宽度为5mm, 条带间间距为0.1mm。
实施例2
本实施例提供一种钨合金增材的制备方法,所述制备方法采用激光选区熔 化增材制造工艺,具体包括如下步骤:
1)干燥处理:将钨合金粉末放入真空干燥箱中,150℃烘干2小时,取出 进行翻动,再放进干燥箱烘干2小时;
2)激光第一遍扫描:将粉末装入供粉仓中,基板预热温度250℃,刮刀将 粉末均匀的铺在加工平台上,铺粉层厚为40μm,激光功率为350W,激光扫描 速度为700mm/s,扫描间距0.09mm,光斑直径为90μm;
3)激光第二遍扫描:当前层扫描结束后,激光功率为330W,激光扫描速 度为800mm/s,扫描间距0.10mm,光斑直径为90μm,得到尺寸 10mm×10mm×10mm纯钨合金金相块。
其中,激光第一次扫描与激光第二次扫描采用条带扫描,条带宽度为6mm, 条带间间距为0.1mm。
实施例3
本实施例提供一种钨合金增材的制备方法,所述制备方法采用激光选区熔 化增材制造工艺,具体包括如下步骤:
1)干燥处理:将钨合金粉末放入真空干燥箱中,130℃烘干2.5小时,取出 进行翻动,再放进干燥箱烘干2.5小时;
2)激光第一遍扫描:将粉末装入供粉仓中,基板预热温度120℃,刮刀将 粉末均匀的铺在加工平台上,铺粉层厚为20μm,激光功率为280W,激光扫描 速度为400mm/s,扫描间距0.08mm,光斑直径为80μm;
3)激光第二遍扫描:当前层扫描结束后,激光功率为250W,激光扫描速 度为500mm/s,扫描间距0.09mm,光斑直径为80μm,得到尺寸 10mm×10mm×10mm纯钨合金金相块。
其中,激光第一次扫描与激光第二次扫描采用条带扫描,条带宽度为10mm, 条带间间距为0.1mm。
实施例4
本实施例提供一种钨合金增材的制备方法,所述制备方法采用激光选区熔 化增材制造工艺,具体包括如下步骤:
1)干燥处理:将钨合金粉末放入真空干燥箱中,125℃烘干4小时,取出 进行翻动,再放进干燥箱烘干4小时;
2)激光第一遍扫描:将粉末装入供粉仓中,基板预热温度150℃,刮刀将 粉末均匀的铺在加工平台上,铺粉层厚为25μm,激光功率为320W,激光扫描 速度为600mm/s,扫描间距0.09mm,光斑直径为80μm;
3)激光第二遍扫描:当前层扫描结束后,激光功率为300W,激光扫描速 度为650mm/s,扫描间距0.10mm,光斑直径为80μm,得到尺寸 10mm×10mm×10mm纯钨合金金相块。
其中,激光第一次扫描与激光第二次扫描采用条带扫描,条带宽度为8mm, 条带间间距为0.1mm。
实施例5
本实施例提供一种钨合金增材的制备方法,所述制备方法采用激光选区熔 化增材制造工艺,具体包括如下步骤:
1)干燥处理:将钨合金粉末放入真空干燥箱中,135℃烘干3.5小时,取出 进行翻动,再放进干燥箱烘干3.5小时;
2)激光第一遍扫描:将粉末装入供粉仓中,基板预热温度200℃,刮刀将 粉末均匀的铺在加工平台上,铺粉层厚为35μm,激光功率为330W,激光扫描 速度为700mm/s,扫描间距0.08mm,光斑直径为95μm;
3)激光第二遍扫描:当前层扫描结束后,激光功率为310W,激光扫描速 度为750mm/s,扫描间距0.09mm,光斑直径为95μm,得到尺寸 10mm×10mm×10mm纯钨合金金相块。
其中,激光第一次扫描与激光第二次扫描采用条带扫描,条带宽度为6mm, 条带间间距为0.1mm。
对比例1
本对比例除了仅采用激光第一次扫描的条件进行烧结,不进行第二次烧结 外,其余条件均与实施例1相同。
对比例2
本对比例除了仅采用激光第二次扫描的条件进行烧结,不进行第一次烧结 外,其余条件均与实施例1相同。
对比例3
本对比例除了将激光第一次扫描与激光第二次扫描的扫描方式替换为棋盘 式扫描外,其余条件均与实施例1相同。
对实施例1-5以及对比例1-3制备得到的钨合金金相块使用360#、600#、 1200#金相砂纸打磨并抛光处理,使用蔡司金相显微镜观测致密度,其结果如表1所示。
表1
申请人声明,本发明通过上述实施例来说明本发明的详细结构特征,但本 发明并不局限于上述详细结构特征,即不意味着本发明必须依赖上述详细结构 特征才能实施。所属技术领域的技术人员应该明了,对本发明的任何改进,对 本发明所选用部件的等效替换以及辅助部件的增加、具体方式的选择等,均落 在本发明的保护范围和公开范围之内。
以上详细描述了本发明的优选实施方式,但是,本发明并不限于上述实施 方式中的具体细节,在本发明的技术构思范围内,可以对本发明的技术方案进 行多种简单变型,这些简单变型均属于本发明的保护范围。
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征, 在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重 复,本发明对各种可能的组合方式不再另行说明。
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不 违背本发明的思想,其同样应当视为本发明所公开的内容。
- 一种增材制造用的铬-钨-钴合金氩弧焊焊丝及其制备方法
- 一种增材制造用的铬-钨-钴-镍-铁合金氩弧焊焊丝及其制备方法