用于机床的工具组件、CNC螺纹加工机床和在管状工件上铣削螺纹的方法
文献发布时间:2023-06-19 09:52:39
相关申请的交叉引用
本国际专利申请要求2018年5月30日提交的题为“Tooling Assemblies forLathe Machines,CNC Threading Lathes,and Methods of Milling Threads in TubularWorkpieces”的美国申请第15/993,286号的优先权权益并通过引用在此并入。
发明背景
1.发明领域
本公开涉及在管状工件上铣削螺纹,更具体而言,涉及使用机床在用于油气井中的管路和联轴器上铣削螺纹。
2.相关领域说明
螺纹管和联轴器通常用于输送多种类型的流体,例如在油气生产中。螺纹通常切削为使得在使用中建立和保持液密连接,通常在管路外表面中切削阳螺纹,在联轴器内表面中切削阴螺纹,以形成螺纹连接。阳螺纹和阴螺纹通常被精密切削为足以限制在井下条件下泄露和/或故障的风险,如当连接暴露于水力压裂作业所需的高液压时。
在管路和联轴器中切削螺纹通常要求采用车削操作。管路或联轴器通常被放置在机床中并相对于切削工具旋转。在管路或联轴器旋转时,切削工具被压靠在管路或联轴器表面,以使得切削工具的表面从管路或联轴器上去除细长的、线样碎片。切削工具可相对于旋转的管路或联轴器前进以限定所需的螺纹螺距。
使用车削操作来切削螺纹的一项挑战是在螺纹切削过程中管理从工件上切削下来的线样碎片。在阳螺纹切削过程中,线样碎片可能在管路或联轴器的外部上形成块状物,即,掉渣(bird nest),并且由旋转的管路或联轴器携带。在阴螺纹切削过程中,线样碎片能在管路或联轴器内部聚集成块状物以形成掉渣。无论在哪种情况中,掉渣都会需要清除,通常通过操作员介入,如通过机床操作者使用金属钩来清除或移除掉渣。在这些情况中,通常清除掉渣而机床仍保持操作,这造成了严重的安全风险,因为切削工具持续在工人的金属钩附近旋转。可选择地,机床可停机以清除掉渣障碍。然而,为每个掉渣停止操作也严重减慢了生产时间,特别是当为油气工业所需的无数联轴器/管路加工螺纹时。正如将会意识到的,形成掉渣的线样碎片会对操作者造成危害,因为线样碎片的锋利边缘和弹簧作用。线样碎片也对切削到管路或联轴器中的螺纹显现危害,掉渣跨越螺纹的移动往往会损坏刚切削的螺纹。
已经开发了各种工具和技术来努力管理车削过程中形成的线样碎片。例如,已开发了断屑器装置以在线样碎片形成时将其破碎,但通常效果有限。也已尝试了车削速度和/或进给率调节,效果也有限。掉渣形成在车削操作中仍然很常见,并且通常认为在螺纹切削过程中不可避免。
通常认为这种使用车削操作在管路和联轴器中切削螺纹的常规方法和系统对于它们的预期目的是令人满意的。然而,在本领域中仍然需要用于在管路和联轴器中切削螺纹的改进的方法和系统。本公开提供了针对此需求的解决方案。
发明内容
一种用于机床的工具组件包括工具平台、铣削工具支架和铣削工具驱动器。工具平台构造为安装在机床上。铣削工具支架固定在工具平台上,并且用于将螺纹铣削工具可释放地固定于其中。铣削工具驱动器可操作地连接至铣削工具支架,并且用于在管路螺纹铣削工具被固定在铣削工具支架中时独立于工作支架地旋转铣削工具支架以在工件上铣削螺纹。
在某些实施方式中,静态工具支架可安装在工具平台上。静态工具支架可在相对于铣削工具支架偏置的位置处安装在工具平台上。螺纹铣削工具可通过铣削工具支架以相对于工具平台支撑旋转。静态工具可固定在工具平台上。静态工具可通过静态工具支架联接到工具平台。
根据某些实施方式,铣刀轴可固定为相对于铣削工具支架旋转。轴壳可固定到工具平台上并可旋转地支撑铣削工具支架。铣削工具驱动器可操作地连接至铣削工具支架并由工具平台支撑。铣削工具驱动器托架可将铣削工具驱动器联接至工具平台。适配板可将铣削工具驱动器联接至工具平台。通过铣刀驱动器皮带相连的电机凸轮和轴凸轮可操作地将铣削工具驱动器联接至铣削工具支架。
一种计算机数控(CNC)螺纹加工机床包括限定z轴和相对于z轴成角度并且可移动的x轴的底座、相对于底座可旋转的工作支架和如上所述的工具组件。工具组件相对于工作支架沿z轴可移动。工具组件的工具平台在螺纹铣削位置和车削位置之间可沿x轴移动。螺纹铣削位置选择为将由工具平台可旋转地支撑的螺纹铣削工具定位为抵靠由工作支架支撑的管状工件。车削位置选择为将由工具平台固定地支撑的静态工具定位为抵靠由工作支架支撑的管状工件。
在某些实施方式中,螺纹铣削工具可由铣削工具支架支撑旋转,并且静态工具固定在工具平台上。铣削工具驱动器可以可操作地连接至铣削工具支架。铣削工具驱动器可由工具平台支撑。铣削工具驱动器托架可将铣削工具驱动器联接至工具平台。插入的适配板可将铣削工具驱动器联接至工具平台。管状工件,如管路或联轴器,可以在工作支架中支撑旋转。
根据某些实施方式,工作梁可以为沿CNC螺纹加工机床的z轴可移动的。轴电机可相对于工作梁固定。梁轴可将轴电机联接到工具平台以使工具平台沿x轴在铣削位置和车削位置之间移动。铣削位置和车削位置均可沿CNC螺纹加工机床的x轴布置。梁轴可以可操作地连接至工作梁以使工作梁沿CNC螺纹加工机床的z轴移动。
在某些实施方式中,设想了CNC螺纹加工机床可包括控制器。控制器可布置为与其上存储有指令的非瞬时机器可读介质通信,当被控制器读取时,该指令使得控制器旋转支撑在工作支架中的管状工件,旋转支撑在铣削工具支架中的螺纹铣削工具,和用螺纹铣削工具在管状工件上铣削螺纹。可通过在工件上的螺纹的铣削过程中独立于工件的旋转地旋转螺纹铣削工具来铣削螺纹。
一种使用CNC螺纹加工机床在工件上铣削螺纹的方法包括旋转支撑在工作支架中的工件,独立于该支撑在工作支架中的工件地旋转支撑在铣削工具支架中的螺纹铣削工具,并且使用螺纹铣削工具以铣削操作在工件中铣削螺纹同时旋转支撑在工作支架中的工件。
在某些实施方式中,工具平台可在铣削位置和车削位置之间移动,并且在铣削操作之后以车削操作从管状工件上去除材料。在螺纹铣削操作开始时和车削操作结束时之间,管状工件可保持在工件支架中。
通过以下结合附图对优选实施方式的详细描述,本公开的系统和方法的这些和其他特征对本领域技术人员将变得更加显而易见。
附图说明
为了使本公开所属领域的技术人员能够容易地理解如何制造和使用本公开的设备和方法而无需进行过多的实验,下面将参考某些附图详细描述其优选的实施方式。
图1是机床的透视图,示出了具有掉渣的工件,该掉渣由使用车削操作从工件上切削下来的线样碎片形成;
图2是根据本公开的螺纹加工机床的示意图,示出了可操作地连接至工具组件的控制器,该工具组件具有静态工具和螺纹铣削工具;
图3是图2的螺纹加工机床的示意图,示出了可操作地连接至工具平台的控制器,其用于移动工具组件并将静态工具或螺纹铣削工具定位为抵靠相对于螺纹加工机床支撑旋转的工件;
图4是螺纹加工机床的示例性实施方式的透视图,示出了被支撑以沿工作梁沿x轴移动的工具组件,该工具组件可与工作梁一起沿z轴移动;
图5是图4的螺纹加工机床的透视图,示出了包含工作支架驱动器的螺纹加工机床的驱动器端和用于工作支架的c轴控制的工作支架位置检测器;
图6是图4的螺纹加工机床的透视图,示出了将工作梁支撑在z轨上以及工作梁将工具组件支撑在x轨上以使工具组件分别沿x轴和z轴移动;
图7和8是图6的工具组件的透视图,示出了由工具组件携带并且通过皮带和滑轮铣削工具驱动器装置可操作地连接至螺纹铣削工具的螺纹铣削工具驱动器;
图9是图4的螺纹加工机床的透视图,示出了放置在工作支架中的管状工件和分别在静态工具支架和铣削工具支架中的由工具平台支撑的静态和螺纹铣削工具;
图10是图4的螺纹加工机床的部分透视图,示出了定位为抵靠管状工件并从管状工件去除材料的静态工具;
图11是图4的螺纹加工机床的部分透视图,示出了在管状工件内表面上切削螺纹的螺纹铣削工具;和
图12是使用螺纹加工机床在工件上铣削螺纹的方法的框图,示出了的多个操作。
具体实施方式
现在将参考附图,其中类似的附图标记表示本公开的类似结构特征或方面。为解释和说明,并且非限制性地,在图2中示出了根据本公开的螺纹加工机床的工具组件的示例性实施方式的部分视图,其通常被指定为附图标记110。在图3-12中提供了根据本公开或其多个方面的工具组件、螺纹加工机床和在管状工件上铣削螺纹的方法,如所描述的那样。本文所述的系统和方法可用于在管状工件(如用于油气井的联轴器和管路)上铣削螺纹,尽管本公开不限于用于油气井的管路和联轴器,也通常不限于管路和联轴器。
在下文中详细描述了本公开的说明性实施方式。为清楚起见,在本说明书中没有描述实际实践的所有特征。当然,应当意识到,在任何这样的实际实施方式的开发中,必须做出许多针对实践的决定,以实现开发者的特定目标,如遵守与系统相关和与商业相关的约束,这将因实践而异。此外,应该意识到,这样的开发工作可能是复杂且费时的,但对于那些将受益于本公开的本领域普通技术人员来说,却是例行的工作。
为促进对本公开的更好理解,给出某些实施方式的以下实施例。决不应将以下实施例理解为限制或界定本公开的范围。本文所用的术语“联接(couple或couples)”旨在表示间接或直接连接。
需要减少(或完全消除)通常在螺纹切削过程中产生的线样碎片的工具组件、计算机数控(CNC)螺纹加工机床和在工件如管路和联轴器上铣削螺纹的方法,所述线样碎片聚集形成围绕工件外部或在工件内部的掉渣。本公开识别并解决了这一需求。例如,本公开的系统和方法允许在用于油气生产操作中的联轴器和管路上切削螺纹而不会产生长的线样碎片,否则该线样碎片会需要遏制(containment)和/或可能形成需要从管路或联轴器内部清除的掉渣。
参考图1,示出了机床2。机床2具有布置在机床卡盘内的工件4并且显示为在使用车削操作从工件4上去除材料之后的状况。材料包含长的线样碎片,其已在工件4周围聚集成作为掉渣6的块状物。掉渣6需要在下一次车削操作之前清除。
参考图2,示出了螺纹加工机床100,例如,机床。螺纹加工机床100具有底座102、工作支架组件104、工作梁组件106、控制器108和工具组件110。工作支架组件104包括工作支架112和工作支架驱动器114。工作支架112构造为支撑工件10,例如,联轴器或管路相对于底座102旋转。工作支架驱动器114布置为与控制器108通信并且可操作地连接至工作支架112,从而可操作地连接至其中所支撑的工件10,以便相对于底座102旋转工件10。旋转根据从控制器108接收到的工作支架驱动器信号A进行。设想了螺纹加工机床100可为计算机数控(CNC)螺纹加工机床,控制器108构造为以自动或半自动模式操作螺纹加工机床100。
工作支架位置检测器116布置为与工作支架组件104通信以产生工作支架位置信号B并与控制器108通信。设想了在工件10上的螺纹16的铣削过程中,工作支架位置检测器116产生工作支架位置信号B,工作支架位置检测器116将该信号提供给控制器108以控制工作支架112的位置。设想了在某些实施方式中,工作支架位置信号B适合使控制器108以约0.001度的量级提供工作支架组件104的c轴控制、工作支架112位置控制。
工作梁组件106包括工作梁118和工作梁驱动器120。工作梁118由底座102可滑动地支撑以相对于底座102沿z轴122移动。工作梁驱动器120可操作地联接至工作梁118,并布置为与控制器108通信以根据工作梁驱动器信号C使工作梁118沿z轴122相对于底座102移动,该工作梁驱动器信号C由控制器108产生并提供给工作梁驱动器120。
工具组件110包括工具平台124、静态工具支架126、铣削工具支架128和工具平台驱动器130。静态工具支架126相对于工具平台124固定并构造为支撑静态工具12,例如,机床工具或车削工具。铣削工具支架128相对于工具平台124被支撑旋转并构造为可旋转地支撑螺纹铣削工具14。铣削工具驱动器138可操作地连接至铣削工具支架128并被构造用于根据从控制器108接收到的铣削工具驱动器信号E旋转铣削工具支架128,从而旋转螺纹铣削工具14。在螺纹铣削工具14被定位为抵靠工件10时,铣削工具驱动器信号E由控制器108产生并被提供给铣削工具驱动器138。
工具平台驱动器130可操作地连接至工具组件110以将工具组件110在车削位置134(如图10所示)和铣削位置136(如图11所示)之间移动,其中在车削位置134时,静态工具12定位为抵靠工件10以从工件10的外部去除材料,其中在铣削位置136时,螺纹铣削工具14定位为抵靠工件10以在工件10的表面切削螺纹。在车削位置134和铣削位置136之间的移动根据工具组件驱动器信号D进行,该信号由控制器108产生并由工具平台驱动器130从控制器108接收。在车削位置134和铣削位置136之间的移动以线性移动沿z轴150和x轴132中的至少一个进行。
如本领域技术人员参考本公开将会意识到的,将静态工具12定位为抵靠工件10允许以车削操作从工件10去除材料。例如,可通过将静态工具12定位为抵靠管路或联轴器工件同时以车削速度旋转工件来对管路或联轴器工件的内径精加工。如本领域技术人员参考本公开将会意识到的,将螺纹铣削工具14定位为抵靠工件10允许如下方式在工件表面铣削螺纹16:以铣削速度旋转工件,旋转螺纹铣削工具14以破坏铣削操作所产生的碎片,并且防止在工件10上形成掉渣。如本领域技术人员将会意识到的,这减少了(或者完全消除了)在工件螺纹加工过程中清除这种有害物的需求,改善了效率和/或减少了(或者完全消除了)从工件上清除掉渣的危害。有利地,车削操作和铣削操作均可在不将工件10从工作支架112上取出的情况下进行,减少了精加工内/外表面、给工件端部倒角和在工件10上切削螺纹的周期时间。
参考图3,示出了控制器108。控制器108包括处理器140、用户界面142(例如显示器和/或按键)、网络界面144和存储器146。用户界面142允许用户控制螺纹加工机床100。网络界面144提供了控制器108与工作支架驱动器114、工作支架位置检测器116、工作梁驱动器120、铣削工具驱动器138、工具平台驱动器130和c轴驱动器152之间的通信。通过将工作支架驱动器114、工作支架位置检测器116、工作梁驱动器120、铣削工具驱动器138、工具平台驱动器130和c轴驱动器152联接到控制器108的连接148进行通信。设想了连接148可为有线和/或无线的,只要适用于预期用途即可,使得工作支架驱动器信号A、工作支架位置信号B、工作梁驱动器信号C、工具组件驱动器信号D、铣削驱动器信号E和c轴驱动器信号F由该连接128通过。
存储器146包括具有记录于其上的多个程序模块150的非瞬时机器可读存储器,当通过处理器140读取时,该多个程序模块150使得处理器140执行某些操作。在此方面,设想了记录在多个程序模块150中的指令使得处理器140执行在工件上铣削螺纹的方法的操作,例如,使用CNC机床在工件上铣削螺纹的方法300(如图12所示),如将要描述的。尽管在图2中示出了具有单个处理器140和存储器146的控制器,但应理解和意识到,控制器108可包括电路、软件或电路与软件的组合,只要适合预期用途即可。
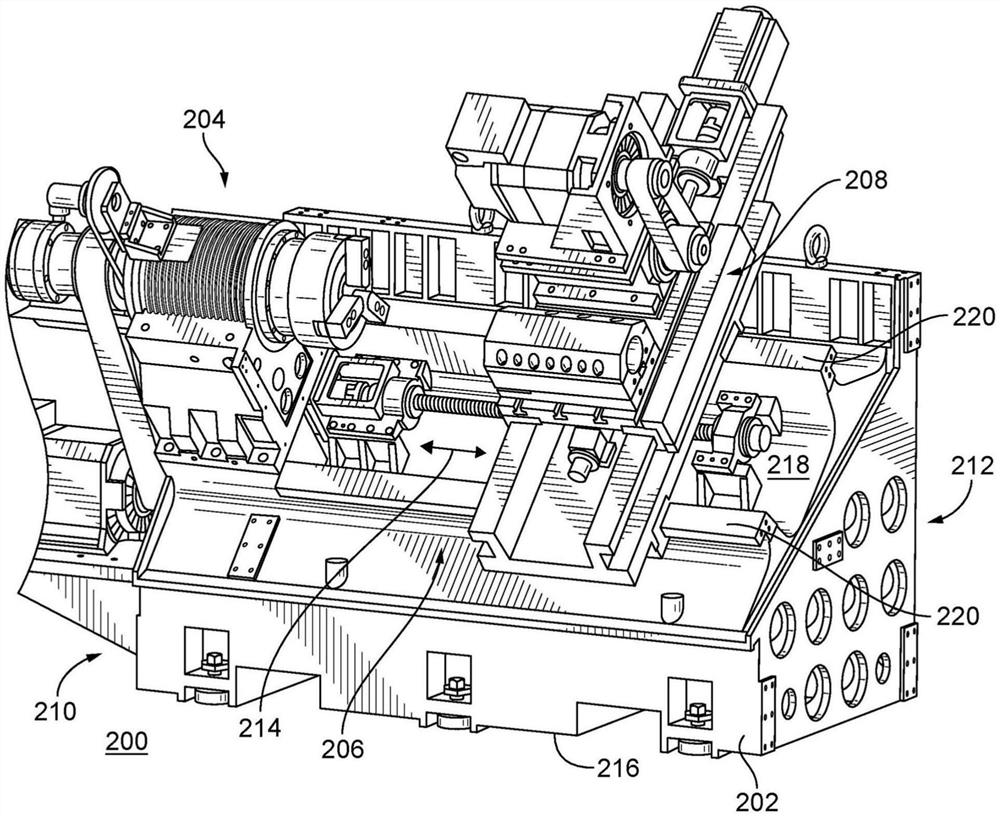
参考图4,示出了根据一个示例性实施方式的螺纹加工机床200。螺纹加工机床200包括底座202、工作支架组件204、工作梁组件207和工具组件208。底座202在工作支架端210和工具组件端212端之间延伸,界定z轴214,并且具有底部216和床部218。床部218相对于底部216成一角度。在此方面,从工作支架端210或工具组件端212来看,床部218和底部216在彼此之间界定一角度。角度可为45度角。角度可小于45-度。角度可大于45-度。还设想了,在某些实施方式中,床部218可基本平行于底部216,只要适合预期用途即可。尽管螺纹加工机床200被显示和描述为卧式机床200,其中床部218相对于重力在底部216上方,应理解和意识到立式机床也可受益于本公开。合适的螺纹加工机床的示例包括
两个z-轨220沿床部216在工作支架端210和工具组件端212之间纵向延伸。两个z-轨220各自基本平行于z轴214,并且构造为可滑动地支撑工作梁组件207以沿z轴214相对于工作支架组件204移动。尽管在所示的示例性实施方式中示出了两个z-轨220,应理解和意识到螺纹加工机床200可具有少于两个z-轨220或多于两个z-轨220,只要适合预期用途即可。
参考图5,示出了螺纹加工机床200的工作支架端210。工作支架组件206构造为相对于底座202支撑工件10旋转(如图2所示)。在此方面,工作支架组件206包括具有多个卡齿(chuck teeth)224和工作支架驱动器226的工作支架222。工作支架222相对于工作支架轴230和工作支架滑轮232旋转地固定,该工作支架轴230和工作支架滑轮232均由工作支架安装件228支撑旋转。工作支架安装件228进而相对于底座202固定以支撑工作支架222和相关组件。
工作支架驱动器226包括工作支架驱动器电机234和工作支架驱动器皮带236。工作支架驱动器皮带236经由工作支架驱动器滑轮232可操作地将工作支架驱动器电机234连接至工作支架222,以使得响应于工作支架驱动器信号A(如图2所示),工作支架222与工作支架驱动器电机234的电机部分一致旋转。如本领域技术人员参考本公开将会意识到的,其他类型的工作支架驱动器装置可设想在和在本公开范围内,诸如齿轮或传动链装置。
工作支架位置检测器240布置为与工作支架222通信。工作支架位置检测器240构造为产生工作支架位置信号B(如图2所示),工作支架位置检测器240将该信号提供给控制器108(如图2所示)以提供工作支架222的c轴控制。在所示的示例性实施方式中,工作支架位置检测器240包括通过托架251连接至工作支架安装件228的编码器/解码器装置。这仅用于说明目的,并且不是限制性的,如本领域技术人员参考本公开将会意识到的,其他类型的工作支架位置检测器也可为螺纹加工机床200所用并保留在本公开范围内。
参考图6,示出了螺纹加工机床200的工具组件端212。工具组件端212包括工作梁组件207,其具有工作梁242和工作梁驱动器244(如图5所示)。工作梁242可滑动地布置在两个z-轨220上以相对于工作支架222沿z轴214移动。在所示的示例性实施方式中,工作梁驱动器244包括工作梁驱动器电机246,其通过工作梁滚珠丝杆248可操作地连接至工作梁242。设想了工作梁驱动器电机246响应于工作梁驱动器信号C(如图2所示)使工作梁242相对于工作支架222沿z轴214移动。如本领域技术人员参考本公开将会意识到的,工具组件208与工作梁242一致。如本领域技术人员参考本公开将会意识到的,其他类型的工作梁驱动器也可为螺纹加工机床200所用,并且保留在本公开的范围内。
工作梁242界定x轴250并具有一对x-轨252和工具平台驱动器254。x-轨252与x轴250平行延伸并相对于工作梁242固定。工具组件208可滑动地放置在x-轨252上以相对于工作梁242沿x轴250移动。如本领域技术人员参考本公开将会意识到的,工作梁242可包括少于两个x-轨252或多于两个x-轨252,只要适合预期用途即可。
在所示的示例性实施方式中,工具平台驱动器254可操作地连接至工具组件208,并且包括工具组件驱动器电机256和工具组件滚珠丝杆258。工具组件滚珠丝杆258使工具组件驱动器电机256连接至工具组件208,由此使得,响应于工具组件驱动器信号D(如图2所示),工具平台驱动器254使工具组件208相对于工作梁242移动。在此方面,工具平台驱动器254构造为使工具组件208在车削位置260(如图10所示)和铣削位置262(如图11所示)之间移动,在该车削位置260,相对于工作支架222,其中静态工具12定位为抵靠工件10,其中在该铣削位置262,相对于工作支架222,其中螺纹铣削工具14定位为抵靠工件10。在所示的示例性实施方式中,工具组件208构造用于在车削位置260和铣削位置262之间以线性位移移动,例如,作为布置在斜面上的滑板。还设想了工具组件208可以可替代地安装在转塔408(如图3所示)中,工具组件208至少部分通过转塔408经由旋转移动来在车削位置260和铣削位置262之间移动。
参考图7和8,分别从工作支架端210和工具组件端212示出了工具组件208。工具组件208包括工具平台264,其具有静态工具座266和铣削工具座268。静态工具支架270通过静态工具座266固定到工具平台264上以支撑静态工具12(如图2所示),铣削工具支架272通过铣削工具座268固定到工具平台264上。铣削工具驱动器274可操作地连接至铣削工具支架272以便以适合在工件10中铣削螺纹16(如图2所示)的速度来使螺纹铣削工具14(如图2所示)相对于工件10旋转。铣削工具座268通过x轴偏置件288而相对于静态工具座266沿x轴250偏置,以使得在用于在工件10上铣削螺纹16的车削操作或铣削操作过程中将静态工具12和螺纹铣削工具14之一定位为抵靠工件10。
铣削工具驱动器274包括铣削工具驱动器电机276、直驱安装托架278和直驱适配板280。铣削工具驱动器电机276放置在直驱电机安装托架278上。进而,直驱电机安装托架278放置在铣削工具支架安装件282的直驱适配板280上,铣削工具支架安装件282支撑铣削工具支架272以与铣削工具支架滑轮284(如图8所示)一起旋转。如图8所示,铣削工具驱动器电机276的电机通过铣削工具驱动器皮带286联接至铣削工具支架滑轮284,由此使得铣削工具驱动器电机276的电机与铣削工具支架272(如图7所示)彼此一致地旋转以在工件10中铣削螺纹16(如图2所示)。设想了铣削工具驱动器电机276响应于工具组件驱动器信号D(如图2所示)以在工件10中铣削螺纹16。如本领域技术人员参考本公开将会意识到的,所示的示例性直驱装置允许在工具平台264上的相对小的占地面积内使用相对大的铣削工具驱动器电机。
参考图9-11,示出了CNC螺纹加工机床200在示例性工件如联轴器工件18上切削螺纹。参考图9,联轴器工件18放置于工作支架222内并通过卡齿224固定在其中。通过卡齿224固定在工作支架222内使得联轴器工件18的外表面20和内表面22对于静态工具12和螺纹铣削工具14来说是可到达的。工具组件端212显示沿z轴214和x轴250相对于车削位置260(如图10所示)和铣削位置262(如图11所示)发生位移。联轴器工件18旋转,通过旋转箭头R表示。
现在参考图10,示出了在车削位置260的工具组件208。工具组件208通过操作工作梁驱动器244和工具平台驱动器254之一(或二者)相对于z轴214和/或x轴250位移以抵达车削位置260。一旦在车削位置260时,静态工具12定位为抵靠联轴器工件18,允许静态工具以车削操作从联轴器工件18的表面去除材料。
如本领域技术人员参考本公开将会意识到的,静态工具12相对于联轴器工件18可旋转地固定。由于相对于联轴器工件18可旋转地固定,联轴器工件18相对于静态工具12的旋转移动导致静态工具12从联轴器工件18的表面去除材料(例如,弹簧形碎片)。当静态工具12前进到联轴器工件18内部时,弹簧(或者弹簧块)朝向工作支架222位移,如在联轴器工件18端部上形成倒角的过程中和/或在联轴器工件18内表面22的去皮(skinning)过程中。在所示的示例性实施方式中,示出了静态工具从内表面22去除材料,工具组件208沿z轴214逐渐朝向工作支架222前进以对联轴器工件18的内表面22去皮。
一旦车削操作完成,工具组件208随后通过工作梁驱动器244和工具平台驱动器254之一(或二者)的操作相对于z轴214和/或x轴250位移至铣削位置262。在铣削位置262,螺纹铣削工具14定位为抵靠联轴器工件18的内表面22以在联轴器工件18的内表面22上铣削螺纹16。
参考图11,示出了在铣削位置262的工具组件208。一旦工具组件抵达铣削位置262,铣削工具驱动器274使螺纹铣削工具14相对于联轴器工件18旋转。螺纹铣削工具14相对于联轴器工件18的旋转由箭头24示出,这导致螺纹铣削工具14在联轴器工件18的内表面22上铣削螺纹。由于铣削工具14的半径相对较小,从联轴器工件18上切削下来的碎片28相对较短,碎片28容易从联轴器工件18上去除,并且比较不容易(如果不是完全)在联轴器工件18中形成掉渣。设想了螺纹铣削工具14的旋转方向可与联轴器工件18相同或与联轴器工件18为反方向,如双向箭头24所示。螺纹16的螺距可由C轴操作限定,即,经由使用c轴控制信号F(如图3所示)操作c轴驱动器152(如图3所示)来限定。可替代地(或者另外地),螺纹16的螺距可有由螺纹铣削工具14沿z轴214的移动来限定。
如本领域技术人员参考本公开将会意识到的,螺纹铣削工具14的相对较小的直径导致从联轴器工件18上去除的碎片28的长度相对较短。由于相对较短,碎片28较不容易在工件联轴器18内部聚集成块形成掉渣,并且容易在产生时去除。这减少了(或者完全消除了)在螺纹切削操作过程中去除的材料在联轴器工件18内形成掉渣的倾向,这种倾向与因清除从内表面22去除的材料所致的对操作者的危害和刚切削出来的螺纹16的潜在受损风险有关。
参考图12,示出了在工件中铣削螺纹的方法300,例如,在工件10(如图2所示)中的螺纹16(如图2所示)。方法300包括旋转工作支架(例如,工作支架112(如图2所示))中的工件,如方框310中所示。工具组件,例如,工具组件110(如图2所示)被移动至车削位置,例如,车削位置260(如图10所示),如方框320所示。随后以车削操作从工件上去除材料,如方框330所示。设想了可使用线性移动将工具组件移动至车削位置,例如,通过工具平台264(如图7所示)的位移,如方框322所示。还设想了可使用旋转移动将工具组件移动至车削位置,例如,使用转塔408(如图3所示),如方框324所示。
一旦车削操作完成,工具组件被移动至铣削位置,如方框340所示。将工具组件从车削位置移动至铣削位置可包括以线性移动来移动,如使用工具平台263(如图7所示),如方框342所示。将工具组件从车削位置移动到铣削位置可包括以旋转动来移动工具组件,如使用转塔408(如图3所示),如方框344所示。移动到车削位置将螺纹铣削工具定位为抵靠工件表面以在工件表面上铣削螺纹,如方框350所示。螺纹铣削随后以铣削操作在工件表面铣削螺纹,如方框360所示。可在工件的内表面和/或外表面上铣削螺纹,如方块362和364所示。
设想了在工件表面上铣削螺纹可包括将工件与铣削工具,例如,螺纹铣削工具14(如图2所示)一致旋转,如方框370所示。工件可独立于铣削工具地旋转,如方框380所示。在某些实施方式中,可车削和铣削工件而不将工件从工作支架中取出,如方框390所示。
本公开的系统和方法允许使用用于CNC螺纹加工机床的工具组件在管状工件上铣削螺纹而不会产生长的切削碎片或在切削联轴器、管路和管道的内或外径时产生如“掉渣”之类的障碍。这样的装置允许使用通常用于在联轴器、管路、管道和其他工件上切削螺纹的相同机床机器来执行通常需要机床的工作,例如边缘平滑、直径渐缩、倒角等。由于工件能够在整个过程中保持在同一台机床上直至完成,因此这种一站式加工过程可以节省大量时间、成本和复杂性,并带来其他优势。本公开的系统和方法特别适用于具有C轴控制能力的CNC机床,从而能够根据转速、方向和程度精确而复杂地控制工件的旋转。因此,本公开极大地提高了在联轴器、管道和管路上切削螺纹的安全性和效率。
尽管附图以特定方向描绘了本公开的实施方式,但本领域技术人员应理解,本公开的实施方式可良好地适合以各种方向使用。例如,尽管在所示的示例性实施方式中示出了在联轴器的内表面上的螺纹铣削,但是应理解和意识到,也可以在联轴器和/或管路的外表面上铣削螺纹,只要适合与其用途即可。此外,本领域技术人员应理解,与所示的实施方式相关的方向性术语如上、下、上方、下方、向上、向下等的使用与它们在图中所描绘的一样,向上的方向朝向相应附图的顶部,而向下的方向朝向相应附图的底部。
因此,本公开非常适合于获得所提及的目的和优点以及其中固有的目的和优点。上面公开的特定实施方式仅是说明性的,因为可以以对受益于本文教导的本领域技术人员来说显而易见的不同但等效的方式来修改和实践本公开。此外,除了在下面的权利要求书中所描述的以外,没有意图限制本文所示的构造或设计的细节。因此,显而易见的是,以上公开的特定说明性实施方式可以被改变或修改,并且所有这样的变化都被认为在本公开的范围和精神内。另外,除非专利权人另外明确和清楚地定义,权利要求中的术语具有其普通的普通含义。权利要求中使用的不定冠词“一”或“一个”在本文中被定义为表示该特定冠词所引入的一个或多个元素;随后使用定冠词“所述/该”并不意图否定该含义。
- 用于机床的工具组件、CNC螺纹加工机床和在管状工件上铣削螺纹的方法
- 螺纹管状组件的涂布方法,螺纹管状组件和所得连接件