大规格瓷砖自动化布料成型一体压机
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及陶瓷砖技术领域,具体是大规格瓷砖自动化布料成型一体压机。
背景技术
目前公知的陶瓷砖成型工艺方法,是模具固定于压机工作台面上,其下模是固定设置于压机内,在模具底部的工作台面设置有顶出装置,该顶出装置与下模芯连接,并可驱动下模芯上下移动。上模固定于动梁上,并由主油缸驱动,及对粉料施压成砖。针对陶瓷薄砖或薄板的制备,其布料工艺是设置在压机内进行的,由布料装置直接伸进压机工作空间内将粉料填于下模的模框内,同时将上工序已成型的砖坯推至传送线上。
在压机内实现布料、压制以及推送,在压制的过程中,布料机构处于停滞状态,只有等完成出料后才可以进行布料,大大的影响压机的压制效率,而且大吨位压机在上下往复的过程中,仅仅通过油压机的转动来改变内部油压,导致动力利用率低,浪费能源。因此,本发明提供了大规格瓷砖自动化布料成型一体压机,以解决上述背景技术中提出的问题。
发明内容
本发明的目的在于提供大规格瓷砖自动化布料成型一体压机,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
大规格瓷砖自动化布料成型一体压机,包括左右对称设置的两个压机,所述压机的上侧设有上动力机构,上动力机构的下端连接有上模,上模的下端连接有下动力机构,上模的正下方设有下模,下模设置在台面上;
所述压机中间设有布料装置,布料装置的下侧设有运输带,运输带的左右两端均设有运输辊,运输辊转动连接在滑动架的左右两端,滑动架的中设有前后贯穿的矩形腔体,滑动架的中部转动连接有齿轮辊,齿轮辊通过皮带连接有电机一,电机一固定安装在台面上,所述滑动架的中部下侧安装有电机二,电机二的转轴连接运输辊;
所述滑动架的左右两端均设有突出的延伸架,延伸架的端部通过转轴转动连接有推块,该转轴上通过轴承转动连接有棘轮,棘轮通过皮带一连接运输辊,棘轮的一侧设有卡件,卡件的下端连接有弹簧,弹簧固定在推块上,所述压机的左右两侧均设有运输机构,运输机构与下模之间设有下料辊,帮助瓷砖运动。
作为本发明进一步的方案,所述上动力机构和下动力机构均为油压伸缩装置,上动力机构和下动力机构均连接有缓冲罐和油压机,油压机与缓冲罐连通,左右两侧的上模交替工作,通过电磁阀的开闭控制油的流动,压制和保压时连通油压机,移动状态时连通缓冲罐。
作为本发明再进一步的方案,所述上模上侧连接有拉线,拉线的上端绕接有定滑轮,拉线远离上模的一端连接有连接滑块,连接滑块的下侧设有刻度尺,用于对上模的定位。
作为本发明再进一步的方案,所述下模内设有脱模装置。
作为本发明再进一步的方案,所述滑动架内设有两支撑轮,支撑轮关于电机一左右对称设置,支撑轮的前后两端通过支撑柱固定在台面上,对滑动架进行支撑。
作为本发明再进一步的方案,所述齿轮辊啮合有齿条,齿条固定在滑动架的顶部下侧,
作为本发明再进一步的方案,所述运输辊的前后两端和中部均设有圆筒,圆筒之间设有皮带轮,皮带轮之间通过皮带连接,传输电机二的动力。
作为本发明再进一步的方案,所述推块的下侧转动连接有刷轮,刷轮通过皮带二连接棘轮,刷轮靠近棘轮的一侧设有导风罩,导风罩的上侧通过吸风管连吸风机,对下模上残余的原料进行收集。
作为本发明再进一步的方案,所述推块朝向滑动架的一侧设有挡片,挡片的上端固定在滑动架的延伸架上,对推块提供支持力。
作为本发明再进一步的方案,所述导风罩的下侧设有斜向刷轮方向的底板,用于承载大块的碎屑,且底板朝向刷轮的为朝下方倾斜设置,导引碎屑进入底板上。
与现有技术相比,本发明的有益效果是:
本发明通过设置两个压机,充分利用油压,节约能源,使得两压机交替工作,充分利用布料装置,利用可移动的运输带,在下料的同时进行布料,提高生产效率,提高机器的利用率。
附图说明
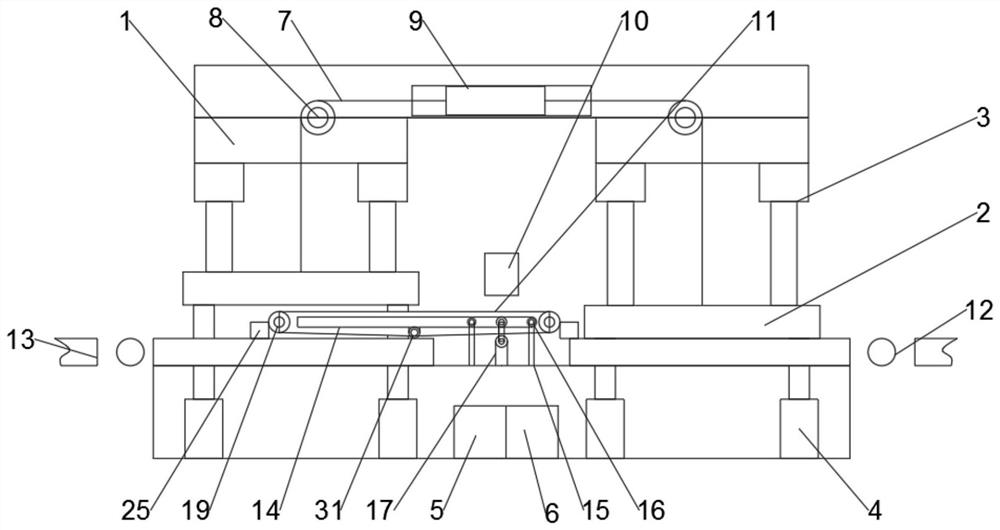
图1为大规格瓷砖自动化布料成型一体压机的结构示意图。
图2为大规格瓷砖自动化布料成型一体压机的局部俯视结构示意图。
图3为大规格瓷砖自动化布料成型一体压机中棘轮的结构示意图。
图4为大规格瓷砖自动化布料成型一体压机中运输辊的结构示意图。
图5为大规格瓷砖自动化布料成型一体压机中滑动架的结构示意图。
图6为大规格瓷砖自动化布料成型一体压机中动力机构之间的连接框图。
图中:1、压机;2、上模;3、上动力机构;4、下动力机构;5、油压机;6、缓冲罐;7、拉线;8、定滑轮;9、连接滑块;10、布料装置;11、运输带;12、下料辊;13、运输机构;14、滑动架;15、支撑柱;16、支撑轮;17、电机一;18、齿轮辊;19、运输辊;20、皮带一;21、棘轮;22、皮带二;23、卡件;24、弹簧;25、推块;26、刷轮;27、导风罩;28、吸风管;29、挡片;30、皮带轮;31、电机二;32、下模。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1~6,本发明实施例中,大规格瓷砖自动化布料成型一体压机,包括左右对称设置的两个压机1,所述压机1的上侧设有上动力机构3,上动力机构3的下端连接有上模2,上模2的下端连接有下动力机构4,上模2的正下方设有下模32,下模32设置在台面上,下模32内设有脱模装置,所述上动力机构3和下动力机构4均为油压伸缩装置,上动力机构3和下动力机构4均连接有缓冲罐6和油压机5,油压机5与缓冲罐6连通,左右两侧的上模2交替工作,通过电磁阀的开闭控制油的流动,压制和保压时连通油压机5,移动状态时连通缓冲罐6,所述上模2上侧连接有拉线7,拉线7的上端绕接有定滑轮8,拉线7远离上模2的一端连接有连接滑块9,连接滑块9的下侧设有刻度尺,用于对上模2的定位,具体是,左侧压制时,左上侧的上动力机构3和右下侧的下动力机构4连通油压机5,为高压区,右侧压制时,右上侧的上动力机构3和左下侧的下动力机构4连通缓冲罐6,出料时,上动力机构3和下动力机构4均连通缓冲罐6,进行压力均化,再相应的将油压机5从缓冲罐6内抽油到右上侧的上动力机构3和左下侧的下动力机构4,进行右侧的压制;
所述压机1中间设有布料装置10,布料装置10的下侧设有运输带11,运输带11的左右两端均设有运输辊19,运输辊19转动连接在滑动架14的左右两端,滑动架14的中设有前后贯穿的矩形腔体,滑动架14的中部转动连接有齿轮辊18,齿轮辊18啮合有齿条,齿条固定在滑动架14的顶部下侧,齿轮辊18通过皮带连接有电机一17,电机一17固定安装在台面上,所述滑动架14内设有两支撑轮16,支撑轮16关于电机一17左右对称设置,支撑轮16的前后两端通过支撑柱15固定在台面上,对滑动架14进行支撑,所述滑动架14的中部下侧安装有电机二31,电机二31的转轴连接运输辊19,所述运输辊19的前后两端和中部均设有圆筒,圆筒之间设有皮带轮30,皮带轮30之间通过皮带连接,传输电机二31的动力;
所述滑动架14的左右两端均设有突出的延伸架,延伸架的端部通过转轴转动连接有推块25,该转轴上通过轴承转动连接有棘轮21,棘轮21通过皮带一20连接运输辊19,棘轮21的一侧设有卡件23,卡件23的下端连接有弹簧24,弹簧24固定在推块25上,所述推块25的下侧转动连接有刷轮26,刷轮26通过皮带二22连接棘轮21,刷轮26靠近棘轮21的一侧设有导风罩27,导风罩27的上侧通过吸风管28连吸风机,对下模32上残余的原料进行收集,所述推块25朝向滑动架14的一侧设有挡片29,挡片29的上端固定在滑动架14的延伸架上,对推块25提供支持力,所述导风罩27的下侧设有斜向刷轮26方向的底板,用于承载大块的碎屑,且底板朝向刷轮26的为朝下方倾斜设置,导引碎屑进入底板上,所述压机1的左右两侧均设有运输机构13,运输机构13与下模32之间设有下料辊12,帮助瓷砖运动。
本发明的工作原理是:使用时,通过布料装置10在下模32内布料,通过电机二31带动运输带11的转动进行传动,同时电机一17带动齿轮辊18转动,通过齿条带动滑动架14和运输辊19移动,同时推块25移动,将压制好的瓷砖推出下模32,同时进行布料,此时,布料完成后,运输辊19转动,通过皮带一20带动棘轮21转动,推块25在挡片29的限制下,垂直于水平面,弹簧24不断的颤动,吸风管28吸风,通过刷轮26转动,对碎屑进行收集,布料完成后,瓷砖已经脱离下模32,通过下料辊12移动至运输机构13上,运输带11反转,棘轮21卡接卡件23,带动推块25转动,使得滑动架14在回程时,不会影响已经铺设好的原料,并通过油压机5和缓冲罐6的交替工作,充分利用油压,节约能源,使得两压机1交替工作,充分利用布料装置10。
本发明通过设置两个压机1,充分利用油压,节约能源,使得两压机1交替工作,充分利用布料装置10,利用可移动的运输带11,在下料的同时进行布料,提高生产效率,提高机器的利用率。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 大规格瓷砖自动化布料成型一体压机
- 大规格瓷砖自动化布料成型一体压机