一种用于检测踏板齿形直线度的工装
文献发布时间:2023-06-19 10:10:17
技术领域
本发明涉及自动扶梯技术领域,特别是涉及一种用于检测踏板齿形直线度的工装。
背景技术
对于自动扶梯的梯级的生产厂家来说,各规格踏板面则是最显眼的零部件之一。一般踏板面制作工艺都是在冲床工作下冲制而成的。踏板面的成型质量受到很多因素的影响,比如模具磨损、材料软硬变化、工人操作等。而对于踏板上各齿形的直线度的标准非常重要的,因为它会直接影响到后期梯级的运行。踏板的齿形是要通过电梯前沿板上的梳齿板的,如果踏板的齿形的直线度不达标的话,就会与梳齿板齿条发生卡滞,导致梯级运行不畅、产生安全问题。目前,在自动扶梯现场调试的过程中发现,由于踏板齿形的直线度不好的问题,导致现场调试不合格问题,故必须尽快研究开发一个专门测踏板的齿形的直线度的工装来对踏板进行检查,以确保生产出来的踏板齿形的直线度完全达标。
发明内容
针对上述存在的技术问题,本发明的目的是:提出了一种用于检测踏板齿形直线度的工装,以确保生产出来的踏板的齿形的直线度达到设计标准。
本发明的技术解决方案是这样实现的:一种用于检测踏板齿形直线度的工装,包括底座、连接板和检测齿板;
所述连接板设置于底座的上方,且与底座沿第一方向滑动连接;
所述检测齿板的底面上沿第二方向排列设有齿部;每个所述齿部均沿第一方向延伸;所述检测齿板沿第二方向分割为至少两段独立单元;
每组所述独立单元与连接板之间均具有装配状态;在所述装配状态,所述独立单元以可拆卸的方式设置于连接板上,且所述独立单元之间相互组合形成所述检测齿板。
进一步的,所述第一方向在一水平面内;所述第二方向为在一水平面内垂直于第一方向的方向;所述第三方向为在一竖直面内。
进一步的,所述工装包括锁紧件;在所述装配状态,所述独立单元沿第一方向插接于连接板上,且独立单元在第三方向上通过所述锁紧件锁定于连接板上。
进一步的,每组所述独立单元的上方设有连接件;所述连接件沿第一方向延伸;所述连接件和独立单元之间形成插接间隙;所述连接件在第一方向上的第一端与独立单元相连接;所述连接件在第一方向上的第二端形成自由端;在所述装配状态,所述连接板以间隙配合的方式位于所述插接间隙中。
进一步的,所述锁紧件为螺栓;每组所述独立单元上设有螺纹孔;所述连接板上对应螺纹孔设有通孔;在所述装配状态,所述通孔与螺纹孔在第三方向上相对应。
进一步的,所述底座上设有用于限定踏板的位置的限位柱;所述限位柱对应踏板上的安装孔的位置分布于底座上;所述限位柱的上端外径小于踏板上的安装孔的孔径。
进一步的,所述限位柱的下端与底座螺纹连接。
由于上述技术方案的运用,本发明与现有技术相比具有下列优点:
1、本发明通过检测齿板和连接板的配合使用,在连接板的带动下,检测齿板能够沿预定方向来回移动。检测齿板的齿部与标准尺寸的踏板上的齿形之间所形成的齿形槽相适配,若该齿部充分游走在待检测的踏板的齿形槽之间,就表明该踏板的齿形的直线度符合设计标准,反之,检测齿板的齿部在待检测的踏板的齿形槽之间移动时出现卡顿,则表明该踏板的齿形的直线度不符合设计标准,需要返工。通过上述方式,以实现踏板的齿形的直线度的检测,能够有效提高踏板生产的合格率,满足后期现场装配和调试需求。
2、本发明将检测齿板分割为若干组独立单元,消除了因检测齿板的长度过长,导致加工难度大的问题。此外,可单独替换其中的一组或若干组独立单元,以满足踏板上不同位置的齿形的直线度的检测需求。
3、本发明通过连接件的配合使用,在装配时,预先通过连接件将独立单元插接到连接板上,以使得独立单元上的螺纹孔与连接板上的通孔相对应,再通过锁紧件将独立单元锁紧于连接板上。上述操作方式无需多人配合即可将独立单元安装于连接板上,独立单元拆装便捷,有效满足独立单元的更换需求。
附图说明
下面结合附图对本发明技术方案作进一步说明:
图1为现有技术中的踏板的三维结构示意图;
图2为图1中的A处放大图;
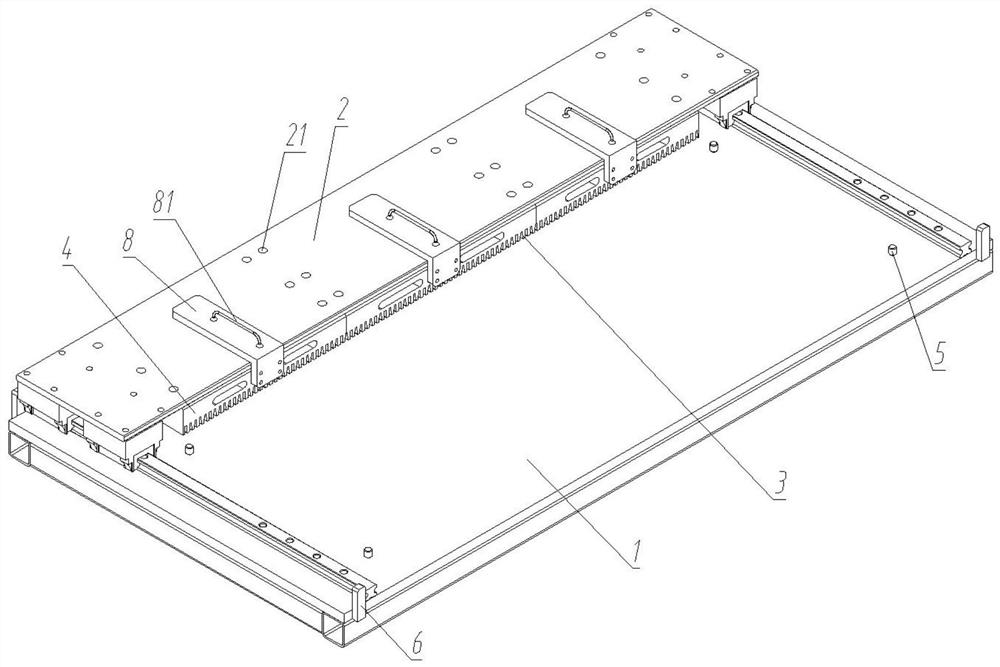
图3为本发明的工装的整体结构示意图;
图4为图3的主视图结构示意图;
图5为图4中的独立单元的三维结构示意图;
图6为本发明的工装在检测踏板时的三维结构示意图;
图7为图6中的B处放大图;
图8为图6的主视图结构示意图;
图9为图8中的D处放大图;
图10为本发明的工装中增加连接件时的整体结构示意图;
图11为图10中的独立单元和连接件的三维结构示意图;
图12为图11的后视图结构示意图;
图13为本发明的限位柱的三维结构示意图;
其中:1、底座;2、连接板;21、通孔;3、检测齿板;31、齿部;4、独立单元;41、螺纹孔;5、限位柱;6、限位块;7、踏板;71、齿形;72、安装孔;8、连接件;81、手柄。
具体实施方式
下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
如图3-9所示为本发明所述的一种用于检测踏板齿形直线度的工装,包括底座1、连接板2和检测齿板3。连接板2安装于底座1的上方,且与底座1沿第一方向滑动连接。连接板2与底座1的具体连接方式为,在底座1的顶面上的左右两侧安装有导轨,该导轨沿前后方向延伸,导轨上以滑动配合的方式安装有滑块,连接板2的两端安装在两侧的滑块上,从而连接板2能够沿前后方向来回移动。
如图1、2所示,为现有技术中的踏板7,该踏板7的踏板面上沿踏板7的宽度方向排列加工有齿形71。相邻的齿形71之间形成齿形槽。上述的检测齿板3的底面上沿第二方向排列加工有齿部31。每个齿部31均沿第一方向延伸。该齿部31与标准尺寸的踏板7的齿形槽相适配。检测齿板3以可拆卸的方式安装于连接板上,且齿部31与底座1的上表面之间形成设定间距。在本实施例中检测齿板3通过螺栓连接的方式安装于连接板2上。
如图8、9所示,将踏板7放置于底座1上,并调整好踏板7的位置,使得齿部31能够与踏板7上的齿形槽相对应。推动检测齿板3沿预定方向来回移动。若该齿部31充分游走在待检测的踏板7的齿形槽之间,就表明该踏板7的齿形71的直线度符合设计标准。反之,检测齿板3上的齿部31在待检测的踏板7的齿形槽之间移动时出现卡顿,则表明该踏板7的齿形71的直线度不符合设计标准,需要返工。
检测齿板3沿第二方向分割为至少两段独立单元4。优选为三段独立单元4。每段独立单元4均可以通过现有技术中的加工手段进行单独加工。每段独立单元4的设计尺寸以及加工精度以及实际需求而定。每组独立单元4与连接板3之间均具有装配状态。在装配状态下,独立单元4以可拆卸的方式安装于连接板3上,且独立单元4之间相互组合形成检测齿板3。
具体的,在上述装配状态,独立单元4沿第一方向插接于连接板3上,且独立单元4在第三方向(竖直方向)上通过锁紧件锁定于连接板3上。在插接配合后,独立单元4位于连接板3的下方。上述的锁紧件优选为螺栓,每组独立单元4的顶面上加工有螺纹孔41。连接板2上对应螺纹孔41加工有通孔21。在前述的装配状态,通孔21与螺纹孔41上下相对应。将螺栓插入通孔21和螺纹孔41中,以实现独立单元4锁紧在连接板2上。
本实施例中,对应每个独立单元4安装有连接件8。该连接件8安装于独立单元4的上方,且沿第一方向(前后方向)延伸。连接件8和独立单元4之间形成插接间隙。连接件8在第一方向上的第一端与独立单元4通过焊接或螺栓连接的方式相连接。连接件8在第一方向上的第二端形成自由端。在配合状态,独立单元4由连接件8的第二端方向插入到连接板8上,连接板8以间隙配合的方式进入到该插接间隙中,从而实现独立单元4安装到连接板2上。该连接件8上安装有手柄81,以便于提起并移动独立单元4。
预先通过连接件8将独立单元4插接到连接板2上,以使得独立单元4上的螺纹孔41与连接板2上的通孔21相对应,再通过锁紧件将独立单元4锁紧于连接板2上。上述操作方式无需多人配合即可将独立单元安装于连接板上,独立单元拆装便捷,有效满足独立单元的更换需求。
本实施例中的第三方向为竖直方向。前述的第一方向在一水平面内,在本实施例中的第一方向为前后方向。第二方向为在一水平面内垂直于第一方向的方向,本实施例的第二方向为左右方向。
如图3、6、7、13所示,为实现踏板7在底座1上的准确定位,在底座1上安装有用于限定踏板7位置的限位柱5。限位柱5对应踏板7上的安装孔72的位置分布于底座1上。本实施例中的限位柱6在底座1上布置有四组。限位柱5的上端外径小于踏板7上的安装孔72的孔径,将踏板7上的安装孔72套在对应位置的限位柱5的上端,从而实现踏板7的定位。该安装孔72与限位柱5的上端以间隙配合的方式连接。限位柱5的下端与底座1螺纹连接,从而根据实际情况可以更换限位柱5。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种用于检测踏板齿形直线度的工装
- 一种用于管路内壁直线度检测的工装