一种带有运输功能的翼身装配对合平台
文献发布时间:2023-06-19 10:10:17
技术领域
本发明涉及机翼装配对接技术领域,尤其涉及一种带有运输功能的翼身装配对合平台。
背景技术
目前,翼身对合装配主要是由托架对机身、机翼进行固定,操作任务主要由手工完成,装配过程具体如下:首先将机身放置在固定架上,再将左/右机翼分别放在一个可移动车上,人工肉眼观察翼身姿态和位置,反复调整机翼的高度和姿态,以实现翼身对接,在对接装配过程中,每个叉耳旁安排一个人进行观察,防止机翼与机身发生碰撞,损伤零部件,人工劳动强度大,且易损伤零部件。
发明内容
本发明所解决的技术问题在于提供一种带有运输功能的翼身装配对合平台,以解决上述背景技术中的问题。
本发明所解决的技术问题采用以下技术方案来实现:
一种带有运输功能的翼身装配对合平台,包括纵向导轨、横向导轨、带轴承的调节器、带螺纹的纵向调节器、下拖架、中拖架、上转架、车架、产品型面托架、带丝杆的支撑架及带螺纹的横向调节器,其中,所述车架下方安装有万向轮,所述车架上方横向安装有横向导轨、纵向安装有纵向导轨,所述纵向导轨上设置有带纵向滑块的纵向丝杆,所述纵向丝杆与带螺纹的纵向调节器连接,通过带螺纹的纵向调节器调整机翼的Y方向,所述下拖架安装在纵向滑块上,所述横向导轨上设置有带横向滑块的横向丝杆,所述横向丝杆与带螺纹的横向调节器连接,通过带螺纹的横向调节器调整机翼的X方向,所述中拖架安装在横向滑块上,所述上转架设置在中拖架的上方,且上转架与带轴承的调节器连接,通过带轴承的调节器调整机翼的Z方向;所述产品型面托架设置在上转架的上方,所述产品型面托架下方设置有四根结构相同的带丝杆的支撑架;同时所述带轴承的调节器底部安装在车架上。
在本发明中,所述车架为AGV小车,用于实现运输功能。
在本发明中,所述车架前端安装有牵引杆。
在本发明中,所述车架上设置有支撑脚。
在本发明中,所述车架上设置有快卸止动销。
在本发明中,带轴承的调节器包括轴承套、衬套、滚针轴承、轴承及调节主体,所述调节主体上部通过滚针轴承安装在轴承套内,所述调节主体底部通过轴承安装在车架上,且在滚针轴承之间设置有衬套。
在本发明中,所述翼身装配对合平台配置有激光跟踪仪,用于测量机身、机翼接头的孔位。
在本发明中,所述每个与机翼对接的机身接头上分别安装有机器视觉装置,如微型摄像头,以实时监测机身机翼接头。
在本发明中,工作时,首先将车架通过牵引杆牵引至预装配位置固定,而后将机翼放在装配对合平台上,并移动至机身旁后通过支撑脚固定车架;
依次通过配置的激光跟踪仪测量机身、机翼接头的孔位,确定相对位置,而后通过带螺纹的纵向调节器调整机翼的Y方向,通过带螺纹的横向调节器调整机翼的X方向,通过带轴承的调节器调整机翼的Z方向,以初步调整机翼的X、Y、Z方向,再同步调整其中两根带丝杆的支撑架,另外两根带丝杆的支撑架不动,以调整机翼的前后俯仰、左右俯仰,从而实现机翼姿态调整;
通过在每个与机翼对接的机身接头上安装机器视觉装置由有线电缆传输至上位机,便于实时监测机身机翼接头的端面间隙,而后进行微调;
对合时,首先检查机身、机翼对接接头及对接面处的表面质量并涂抹润滑脂;再将机翼运输至机身旁,而后对机翼进行初步调整直至与翼身接头接近;同时利用机器视觉装置对各个机身接头的端面间隙进行观测,以保证每个机身接头均有间隙;依次平行移动机翼,在移动过程中实时监测端面间隙,以保证每个端面均处于安全位置;最后利用激光跟踪仪对各机身接头的同轴度进行检测,待每个接头的同轴度都符合要求后安装固定。
有益效果:本发明在翼身对合时可以实现3个转动自由度和3个直线自由度的调姿,且本对合平台配备有“激光跟踪仪+机器视觉装置”检测系统,用于翼身对合时实时监测,调姿更方便,对合时监测检测更合理,可快速、高效地实现翼身的对合,有效降低操作人员的工作强度,提高产品的质量。
附图说明
图1为本发明的较佳实施例的正视图。
图2为本发明的较佳实施例的俯视图。
图3为图2中A-A处剖视图。
图4为本发明的较佳实施例的测视图。
图5为本发明的较佳实施例的翼身对接场景示意图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本发明。
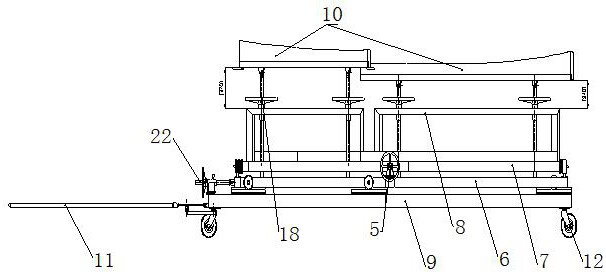
参见图1~5的一种带有运输功能的翼身装配对合平台,包括纵向导轨1、横向导轨2、带轴承的调节器3、支撑脚4、带螺纹的纵向调节器5、下拖架6、中拖架7、上转架8、车架9、产品型面托架10、牵引杆11、万向轮12、快卸止动销13、轴承套14、衬套15、滚针轴承16、轴承17、带丝杆的一号支撑架18、带丝杆的二号支撑架19、带丝杆的三号支撑架20、带丝杆的四号支撑架21及带螺纹的横向调节器22,其中,所述车架9前端安装有牵引杆11,所述万向轮12安装在车架9下方,并在车架9上设置有支撑脚4,所述车架9上方横向安装有横向导轨2、纵向安装有纵向导轨1,所述纵向导轨1上设置有带纵向滑块的纵向丝杆,所述纵向丝杆与带螺纹的纵向调节器5连接,通过带螺纹的纵向调节器5调整机翼的Y方向,所述下拖架6安装在纵向滑块上,所述横向导轨2上设置有带横向滑块的横向丝杆,所述横向丝杆与带螺纹的横向调节器22连接,通过带螺纹的横向调节器22调整机翼的X方向,所述中拖架7安装在横向滑块上,所述上转架8设置在中拖架7的上方,并与带轴承的调节器3连接,通过带轴承的调节器3调整机翼的Z方向;同时在车架9上设置有快卸止动销13;所述产品型面托架10设置在上转架8的上方,所述产品型面托架10下方设置有结构相同的带丝杆的一号支撑架18、带丝杆的二号支撑架19、带丝杆的三号支撑架20、带丝杆的四号支撑架21;所述带轴承的调节器3包括轴承套14、衬套15、滚针轴承16、轴承17及调节主体,所述调节主体上部通过滚针轴承16安装在轴承套14内,所述调节主体底部通过轴承17安装在车架9上,且在滚针轴承16之间设置有衬套15。
在本实施例中,所述翼身装配对合平台配置有激光跟踪仪,用于测量机身、机翼接头的孔位。
在本实施例中,所述每个与机翼对接的机身接头上分别安装有机器视觉装置,如微型摄像头,以实时监测机身机翼接头。
在本实施例中,机身机翼接头如图5所示,适合不同方向、不同轴线的翼身对接;
如图5所示,机身a、机翼b、前上接头c、前下接头d、横向接头e、后上接头f、后下接头g、微型摄像头h、上位机i,且微型摄像头h与机身a、机翼b处于A框,前上接头c、前下接头d处于B框,横向接头e处于C框,后上接头f、后下接头g处于D框;
工作时,首先将车架9通过牵引杆11牵引至预装配位置固定,而后将机翼b放在装配对合平台上,并移动至机身a旁后通过支撑脚4固定车架9;
依次通过配置的激光跟踪仪测量机身a、机翼b接头的孔位,确定相对位置,而后通过带螺纹的纵向调节器5调整机翼b的Y方向,通过带螺纹的横向调节器22调整机翼b的X方向,通过带轴承的调节器3调整机翼b的Z方向,以初步调整机翼b的X、Y、Z方向,再同步调整带丝杆的一号支撑架18、带丝杆的三号支撑架20,带丝杆的二号支撑架19、带丝杆的四号支撑架21不动,或同步调整带丝杆的二号支撑架19、带丝杆的四号支撑架21,一号支撑架18、带丝杆的三号支撑架20不动以调整机翼b的前后俯仰,通过同步调整带丝杆的一号支撑架18、带丝杆的二号支撑架19,带丝杆的三号支撑架20、带丝杆的四号支撑架21不动,或同步调整带丝杆的三号支撑架20、带丝杆的四号支撑架21,带丝杆的一号支撑架18、带丝杆的二号支撑架19不动以调整机翼b的左右俯仰(翻滚),从而实现机翼姿态调整;
通过在每个与机翼b对接的机身a接头上安装微型摄像头,由有线电缆将微型摄像头的监测数据传输至上位机i,便于实时监测机身机翼接头的端面间隙,而后进行微调;
对合时,以右侧为例,检查机身a、机翼b对接接头及对接面处的表面质量,清理接头上多余物,涂抹润滑脂;首先将机翼b运输至机身旁,而后对机翼b进行初步调整直至与翼身接头接近;再利用机器视觉装置对各个机身a接头的端面间隙进行观测,以保证每个机身a接头均有间隙;依次平行移动机翼b,在移动过程中实时监测端面间隙,以保证每个端面均处于安全位置;最后利用激光跟踪仪对各机身接头的同轴度进行检测,待每个接头的同轴度都符合要求后安装螺栓固定。
- 一种带有运输功能的翼身装配对合平台
- 一种液氢燃料超远程翼身融合布局运输飞机及运行方法