一种电子雷管的同步移位、管壳上料缩口机构
文献发布时间:2023-06-19 10:27:30
技术领域
本发明涉及雷管加工设备的技术领域,特别是一种电子雷管的同步移位、管壳上料缩口机构的技术领域。
背景技术
雷管在生产过程中,需要将导线与管壳进行固定连接,需要将导线上的电子部插口插入管壳中,并通过挤压管壳端部,使管壳和电子部固定连接,现有的加工设备需要通过手动操作,效率低,同时产品质量无法保证。
发明内容
本发明的目的就是解决现有技术中的问题,提出一种电子雷管的同步移位、管壳上料缩口机构,能够使设备将电子部件插入管壳中,并将电子部件插入管壳进行挤压固定,同时可以连续加工,效率高,能够大大降低企业生产成本。
为实现上述目的,本发明提出了一种电子雷管的同步移位、管壳上料缩口机构,包括载具、物料横向转移丝杆机构、拉线机械臂、装配机械臂、雷管电子部中转固定机构、管壳定位机构、固定加工座、挤压动力机构、管壳输送机构和管壳物料举升机构,所述固定加工座一侧设置有用于输容物料的载具,另一侧设置有用于横向转移雷管电子部的物料横向转移丝杆机构,所述物料横向转移丝杆机构上固设有拉线机械臂和装配机械臂,所述拉线机械臂侧部设置有用于固定雷管电子部的雷管电子部中转固定机构,所述装配机械臂侧部设置有用于固定管壳的管壳定位机构,所述固定加工座上设置有用于将雷管电子部和管壳挤压固定连接的挤压动力机构,所述固定加工座下部一侧设置有用于输送管壳的管壳输送机构,所述管壳输送机构端部固定加工座下方固设有用于将管壳从管壳输送机构顶入固定加工座的管壳物料举升机构。
作为优选,所述载具包括线材承载座和雷管电子部容纳槽,所述线材承载座设置在雷管电子部容纳槽边缘。
作为优选,所述拉线机械臂包括拉线前后滑移机构、雷管电子部旋转机构和拉线固定气缸抓手,所述雷管电子部旋转机构固设在拉线前后滑移机构上,所述拉线固定气缸抓手固设在雷管电子部旋转机构上;所述拉线前后滑移机构包括拉线前后滑移电机、拉线前后滑移丝杆和拉线前后滑移滑移座,所述拉线前后滑移电机的旋转轴与拉线前后滑移丝杆传动连接,所述拉线前后滑移丝杆穿过拉线前后滑移滑移座上的螺套。
作为优选,所述雷管电子部旋转机构包括雷管电子部旋转伸缩气缸和雷管电子部旋转齿轮,所述雷管电子部旋转伸缩气缸的伸缩轴上连接有齿条,所述齿条与雷管电子部旋转齿轮传动啮合,所述拉线固定气缸抓手固设在雷管电子部旋转齿轮的旋转轴上。
作为优选,所述装配机械臂包括装配升降机构、装配升降座、装配上气动抓手和装配下气动抓手,所述装配升降机构包括装配升降座、装配升降电机和装配升降丝杆,所述装配升降电机固设在装配升降座上,所述装配升降电机的旋转轴与装配升降丝杆传动连接,所述装配升降丝杆穿过装配升降座上的螺套,所述装配升降座上侧固设有装配上气动抓手,所述装配升降座下侧固设有装配下气动抓手。
作为优选,所述雷管电子部中转固定机构包括物料中转固定座和物料中转固定气动抓手,所述物料中转固定气动抓手固设在物料中转固定座上,所述管壳定位机构包括管壳定位座和管壳定位气动抓手,所述管壳定位气动抓手固设在管壳定位座上。
作为优选,所述固定加工座包括固定加工板和固定加工夹具,所述固定加工夹具竖直穿过、并固设在固定加工板上,所述固定加工夹具成上大下小的锥筒状,所述固定加工夹具上边缘呈环状设置有直径缩小间隙,所述固定加工夹具内侧设置有挤压孔。
作为优选,所述挤压动力机构包括挤压动力液压缸、挤压动力升降导杆、挤压动力升降座和行程传感器,所述挤压动力升降导杆一端与挤压动力液压缸的伸缩轴固定连接,所述挤压动力液压缸上设置有用于监测行程的行程传感器,所述挤压动力升降导杆另一端设置有挤压动力升降座,所述挤压动力升降座上设置有挤压孔,所述固定加工夹具穿过挤压孔。
作为优选,所述管壳输送机构包括管壳输送丝杆机构、管壳输送电机、管壳输送滑移座和管壳输送导向套,所述管壳输送电机的旋转轴与管壳输送丝杆机构传动连接,所述管壳输送丝杆机构上设置有管壳输送滑移座,所述管壳输送滑移座上竖直设置有管壳输送导向套,所述管壳输送导向套侧部和底部设置有顶料缺口。
作为优选,所述管壳物料举升机构包括管壳物料举升动力电机、管壳物料举升丝杆、管壳物料举升座体和管壳物料举升顶板,所述管壳物料举升动力电机与管壳物料举升丝杆传动连接,所述管壳物料举升丝杆穿过管壳物料举升座体上的螺套,所述管壳物料举升座体上固设有管壳物料举升顶板,所述管壳物料举升顶板与有顶料缺口相对。
本发明的有益效果:本发明通过将载具、物料横向转移丝杆机构、拉线机械臂、装配机械臂、雷管电子部中转固定机构、管壳定位机构、固定加工座、挤压动力机构、管壳输送机构和管壳物料举升机构应用在雷管组装设备中,通过载具输送连接有电子部件的导线,通过物料横向转移丝杆机构前后连续转移物料,通过拉线机械臂、装配机械臂分别完成电子部件的转向和电子部件插入管壳中,通过固定加工座和挤压动力机构将电子部件和管壳加压固定连接,通过管壳物料举升机构将待连接的管壳输入设备中,能够使设备将电子部件插入管壳中,并将电子部件插入管壳进行挤压固定,同时可以连续加工,效率高,能够大大降低企业生产成本。
附图说明
本发明上述的以及其他的特征、性质和优势将通过下面的结合附图和实施例的描述而变得更加明显,在附图中相同的附图标记始终表示相同的特征,其中:
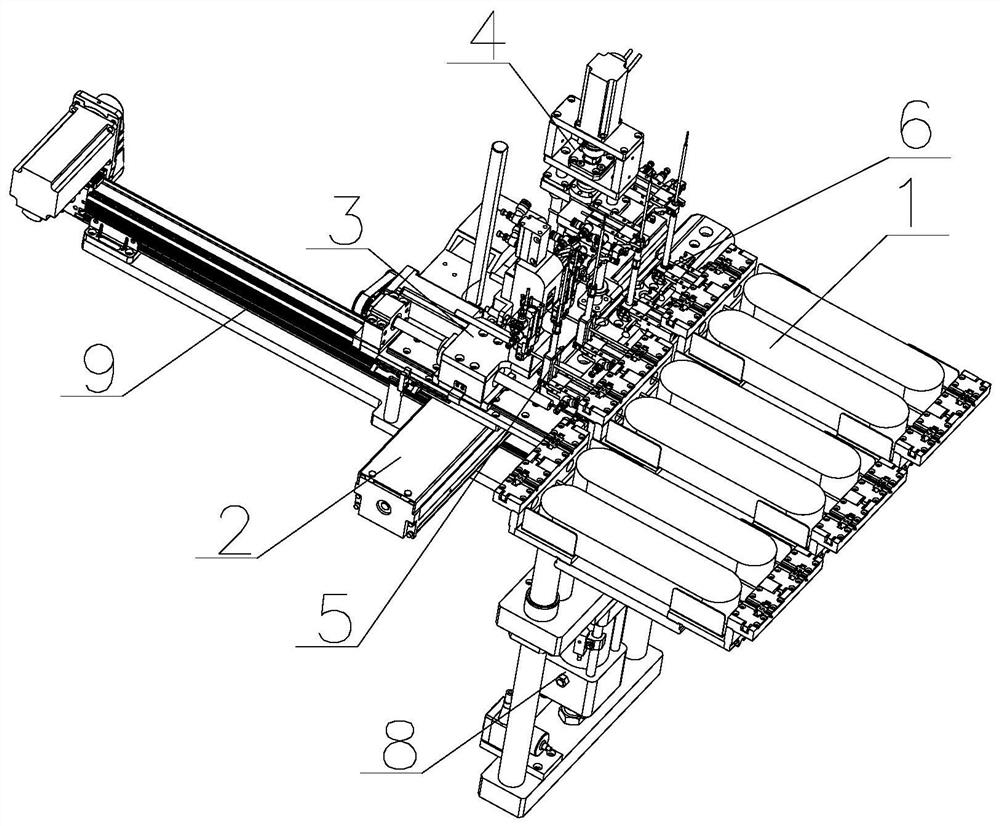
图1是本发明一种电子雷管的同步移位、管壳上料缩口机构的俯视角立体示意图;
图2是本发明一种电子雷管的同步移位、管壳上料缩口机构的仰视角立体示意图;
图3是本发明一种电子雷管的同步移位、管壳上料缩口机构的载具的立体示意图;
图4是物料横向转移丝杆机构、拉线机械臂和装配机械臂的装配图;
图5是拉线机械臂的立体示意图;
图6是装配机械臂的立体示意图;
图7是雷管电子部中转固定机构的立体示意图;
图8是管壳定位机构的立体示意图;
图9是挤压动力机构、管壳输送机构和管壳物料举升机构的前视角装配图;
图10是挤压动力机构、管壳输送机构和管壳物料举升机构的后视角装配图;
图11是固定加工夹具的立体示意图。
图中:1-载具、11-线材承载座、12-雷管电子部容纳槽、2-物料横向转移丝杆机构、3-拉线机械臂、31-拉线前后滑移机构、311-拉线前后滑移电机、312-拉线前后滑移丝杆、313-拉线前后滑移滑移座、32-雷管电子部旋转机构、321-雷管电子部旋转伸缩气缸、322-雷管电子部旋转齿轮、33-拉线固定气缸抓手、4-装配机械臂、41-装配升降机构、411-装配升降座、412-装配升降电机、413-装配升降丝杆、42-装配升降座、43-装配上气动抓手、44-装配下气动抓手、5-雷管电子部中转固定机构、51-物料中转固定座、52-物料中转固定气动抓手、6-管壳定位机构、61-管壳定位座、62-管壳定位气动抓手、7-固定加工座、71-固定加工板、72-固定加工夹具、721-直径缩小间隙、722-挤压孔、8-挤压动力机构、81-挤压动力液压缸、82-挤压动力升降导杆、83-挤压动力升降座、84-行程传感器、9-管壳输送机构、91-管壳输送丝杆机构、92-管壳输送电机、93-管壳输送滑移座、94-管壳输送导向套、10-管壳物料举升机构、101-管壳物料举升动力电机、102-管壳物料举升丝杆、103-管壳物料举升座体、104-管壳物料举升顶板。
具体实施方式
参阅图1和图2,本发明一种电子雷管的同步移位、管壳上料缩口机构,包括载具1、物料横向转移丝杆机构2、拉线机械臂3、装配机械臂4、雷管电子部中转固定机构5、管壳定位机构6、固定加工座7、挤压动力机构8、管壳输送机构9和管壳物料举升机构10,所述固定加工座7一侧设置有用于输容物料的载具1,另一侧设置有用于横向转移雷管电子部的物料横向转移丝杆机构2,所述物料横向转移丝杆机构2上固设有拉线机械臂3和装配机械臂4,所述拉线机械臂3侧部设置有用于固定雷管电子部的雷管电子部中转固定机构5,所述装配机械臂4侧部设置有用于固定管壳的管壳定位机构6,所述固定加工座7上设置有用于将雷管电子部和管壳挤压固定连接的挤压动力机构8,所述固定加工座7下部一侧设置有用于输送管壳的管壳输送机构9,所述管壳输送机构9端部固定加工座7下方固设有用于将管壳从管壳输送机构9顶入固定加工座7的管壳物料举升机构10。
参阅图3和图11,所述载具1包括线材承载座11和雷管电子部容纳槽12,所述线材承载座11设置在雷管电子部容纳槽12边缘。所述拉线机械臂3包括拉线前后滑移机构31、雷管电子部旋转机构32和拉线固定气缸抓手33,所述雷管电子部旋转机构32固设在拉线前后滑移机构31上,所述拉线固定气缸抓手33固设在雷管电子部旋转机构32上;所述拉线前后滑移机构31包括拉线前后滑移电机311、拉线前后滑移丝杆312和拉线前后滑移滑移座313,所述拉线前后滑移电机311的旋转轴与拉线前后滑移丝杆312传动连接,所述拉线前后滑移丝杆312穿过拉线前后滑移滑移座313上的螺套。所述雷管电子部旋转机构32包括雷管电子部旋转伸缩气缸321和雷管电子部旋转齿轮322,所述雷管电子部旋转伸缩气缸321的伸缩轴上连接有齿条,所述齿条与雷管电子部旋转齿轮322传动啮合,所述拉线固定气缸抓手33固设在雷管电子部旋转齿轮322的旋转轴上。所述装配机械臂4包括装配升降机构41、装配升降座42、装配上气动抓手43和装配下气动抓手44,所述装配升降机构41包括装配升降固定座411、装配升降电机412和装配升降丝杆413,所述装配升降电机412固设在装配升降固定座411上,所述装配升降电机412的旋转轴与装配升降丝杆413传动连接,所述装配升降丝杆413穿过装配升降座42上的螺套,所述装配升降座42上侧固设有装配上气动抓手43,所述装配升降座42下侧固设有装配下气动抓手44。所述雷管电子部中转固定机构5包括物料中转固定座51和物料中转固定气动抓手52,所述物料中转固定气动抓手52固设在物料中转固定座51上,所述管壳定位机构6包括管壳定位座61和管壳定位气动抓手62,所述管壳定位气动抓手62固设在管壳定位座61上。所述固定加工座7包括固定加工板71和固定加工夹具72,所述固定加工夹具72竖直穿过、并固设在固定加工板71上,所述固定加工夹具72成上大下小的锥筒状,所述固定加工夹具72上边缘呈环状设置有直径缩小间隙721,所述固定加工夹具72内侧设置有挤压孔722。所述挤压动力机构8包括挤压动力液压缸81、挤压动力升降导杆82、挤压动力升降座83和行程传感器84,所述挤压动力升降导杆82一端与挤压动力液压缸81的伸缩轴固定连接,所述挤压动力液压缸81上设置有用于监测行程的行程传感器84,所述挤压动力升降导杆82另一端设置有挤压动力升降座83,所述挤压动力升降座83上设置有挤压孔722,所述固定加工夹具72穿过挤压孔722。所述管壳输送机构9包括管壳输送丝杆机构91、管壳输送电机92、管壳输送滑移座93和管壳输送导向套94,所述管壳输送电机92的旋转轴与管壳输送丝杆机构91传动连接,所述管壳输送丝杆机构91上设置有管壳输送滑移座93,所述管壳输送滑移座93上竖直设置有管壳输送导向套94,所述管壳输送导向套94侧部和底部设置有顶料缺口。所述管壳物料举升机构10包括管壳物料举升动力电机101、管壳物料举升丝杆102、管壳物料举升座体103和管壳物料举升顶板104,所述管壳物料举升动力电机101与管壳物料举升丝杆102传动连接,所述管壳物料举升丝杆102穿过管壳物料举升座体103上的螺套,所述管壳物料举升座体103上固设有管壳物料举升顶板104,所述管壳物料举升顶板104与有顶料缺口相对
本发明工作过程:
本发明一种电子雷管的同步移位、管壳上料缩口机构在工作过程中,通过载具1输入连接有电子部件的导线,将电子部件装在雷管电子部容纳槽12内,通过物料横向转移丝杆机构2带动拉线机械臂3和装配机械臂4前后运动,通过拉线前后滑移电机311带动拉线前后滑移丝杆312转动,通过拉线前后滑移丝杆312带动拉线前后滑移滑移座313运动,通过拉线前后滑移滑移座313带动雷管电子部旋转机构32转动,通过雷管电子部旋转伸缩气缸321带动齿条上下运动,通过齿条带动雷管电子部旋转齿轮322转动,通过雷管电子部旋转齿轮322带动拉线固定气缸抓手33往复转动,通过拉线固定气缸抓手33固定抓取设置在雷管电子部容纳槽12的电子部件,并通过拉线前后滑移机构31将导线拉长,然后再往回一定距离,通过雷管电子部旋转齿轮322带动拉线固定气缸抓手33转动,实现电子部件的转向,使电子部件朝向,然后通过物料中转固定气动抓手52固定住电子部,通过拉线机械臂3在物料横向转移丝杆机构2的带动下向后移动,重复拉线过程,装配机械臂4与物料中转固定气动抓手52上的电子部相对时,通过装配升降电机412带动装配升降丝杆413转动,通过装配升降丝杆413带动装配升降座42升降,通过装配升降座42上的装配上气动抓手43和装配下气动抓手44抓取物料中转固定气动抓手52上的电子部,然后拉线机械臂3和装配机械臂4同步向前运动,拉线机械臂3继续重复上一个动作将电子部转向后放置在物料中转固定气动抓手52上,装配机械臂4上的装配升降电机412带动装配升降丝杆413转动,通过装配升降丝杆413带动装配升降座42下降,通过装配升降座42带动装配上气动抓手43和装配下气动抓手44下降,最终将雷管的电子部放置在固定加工板71上的固定加工夹具72中,管壳上料的过程是,通过管壳输送电机92带动管壳输送丝杆机构91转动,通过管壳输送丝杆机构91带动管壳输送滑移座93移动,通过管壳输送滑移座93带动管壳输送导向套94运动至固定加工夹具72正下方,通过管壳物料举升动力电机101带动管壳物料举升丝杆102转动,通过管壳物料举升丝杆102带动升降,通过管壳物料举升座体103带动管壳物料举升顶板104升降,通过管壳物料举升顶板104插入顶料缺口中,将管壳输送导向套94内的管壳顶入固定加工夹具72中,通过挤压动力液压缸81带动挤压动力升降导杆82升降,通过挤压动力升降导杆82带动挤压动力升降座83升降,通过挤压动力升降座83加压作用使固定加工夹具72上端的直径缩小,最终将管壳和电子部件挤压固定。
本发明一种电子雷管的同步移位、管壳上料缩口机构,通过将载具1、物料横向转移丝杆机构2、拉线机械臂3、装配机械臂4、雷管电子部中转固定机构5、管壳定位机构6、固定加工座7、挤压动力机构8、管壳输送机构9和管壳物料举升机构10应用在雷管组装设备中,通过载具1输送连接有电子部件的导线,通过物料横向转移丝杆机构2前后连续转移物料,通过拉线机械臂3、装配机械臂4分别完成电子部件的转向和电子部件插入管壳中,通过固定加工座7和挤压动力机构8将电子部件和管壳加压固定连接,通过管壳物料举升机构10将待连接的管壳输入设备中,能够使设备将电子部件插入管壳中,并将电子部件插入管壳进行挤压固定,同时可以连续加工,效率高,能够大大降低企业生产成本。
上述实施例是对本发明的说明,不是对本发明的限定,任何对本发明简单变换后的方案均属于本发明的保护范围。
- 一种电子雷管的同步移位、管壳上料缩口机构
- 一种电子雷管的同步移位、管壳上料缩口机构