适于低温工况的激光选区熔化成形高强不锈钢热处理方法
文献发布时间:2023-06-19 10:30:40
技术领域
本发明属于金属增材制造技术领域,特别涉及一种适于低温工况的激光选区熔化成形高强不锈钢热处理方法。
背景技术
本发明所涉及的03Cr11Ni9Co6Mo3高强不锈钢为Fe-Cr-Ni基马氏体时效不锈钢,具有优异的强度、塑韧性及耐蚀性,低温时良好的抗氧化性能,在新一代大、中型液体火箭发动机上阀壳体、涡轮泵壳体、叶轮等关键构件上获得大量应用。
激光选区熔化成形技术(Selective Laser Melting,SLM)具有“适应复杂构件成形、力学性能优异、研制周期快、适应小批量生产”等技术特点,适应航天产品研制“低成本、短周期”的发展趋势,已在航天液体动力系统的高可靠快速研制和升级换代中发挥着重要作用。
激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢具有高温度梯度、高凝固速度的特征,枝晶生长时形成细长的完全无侧向分枝的快速凝固胞状组织,物相组成主要为非稳态α'马氏体及残余奥氏体γ相,且存在一定的内应力及组织应力,激光选区熔化成形03Cr11Ni9Co6Mo3材料常温及低温综合力学性能不能达到产品工程化应用指标要求,须通过后续热处理方法进行去应力处理和组织改善。
发明内容
为了克服现有技术中的不足,本发明人进行了锐意研究,提供了一种适于低温工况的激光选区熔化成形高强不锈钢热处理方法,通过固溶处理、冷处理和时效处理,能够完全消除成形态组织内部残余应力,改善成形材料的非稳态组织,获得细密板条马氏体与弥散分布的碳化物强化析出相,保持高强度的同时与基体中残余奥氏体及逆转变奥氏体相保持良好的塑韧性匹配,调控材料达到优异的常温及低温综合力学性能,从而完成本发明。
本发明提供的技术方案如下:
一种适于低温工况的激光选区熔化成形高强不锈钢热处理方法,包括:
步骤(1),对成形态03Cr11Ni9Co6Mo3高强不锈钢进行固溶处理:在真空环境下,升温至730℃~820℃,保温1h~2h,回充气体冷却;
步骤(2),对固溶态03Cr11Ni9Co6Mo3高强不锈钢在设定时间内进行冷处理:在-70℃~-80℃的低温介质下保温不低于1h后,于空气中恢复至室温;
步骤(3),对固溶冷处理态03Cr11Ni9Co6Mo3高强不锈钢进行时效处理:在真空环境、温度为450℃~600℃的条件下保温2h~6h,回充气体冷却。
根据本发明提供的一种适于低温工况的激光选区熔化成形高强不锈钢热处理方法,具有以下有益效果:
(1)本发明提供的激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢热处理方法,以不大于100℃/h的速率升温至730℃~820℃的条件下保温1h~2h,并经惰性气体冷却后,消除成形组织存在的内应力,使合金元素在固溶过程中充分扩散,得到转化充分的均匀奥氏体基体组织;
(2)本发明提供的激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢热处理方法,在-70℃~-80℃的低温介质下保温1.5h~3h,在较高过冷度下提供较大相变驱动力,促使马氏体相变充分进行;同时在冷处理后一定时间内在不大于10
(3)本发明提供的激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢热处理方法,热处理后的激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢,常温时,Rm不低于1250N/mm
附图说明
图1为本发明实施例1提供的激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢成形态显微组织形貌图(×5000倍);
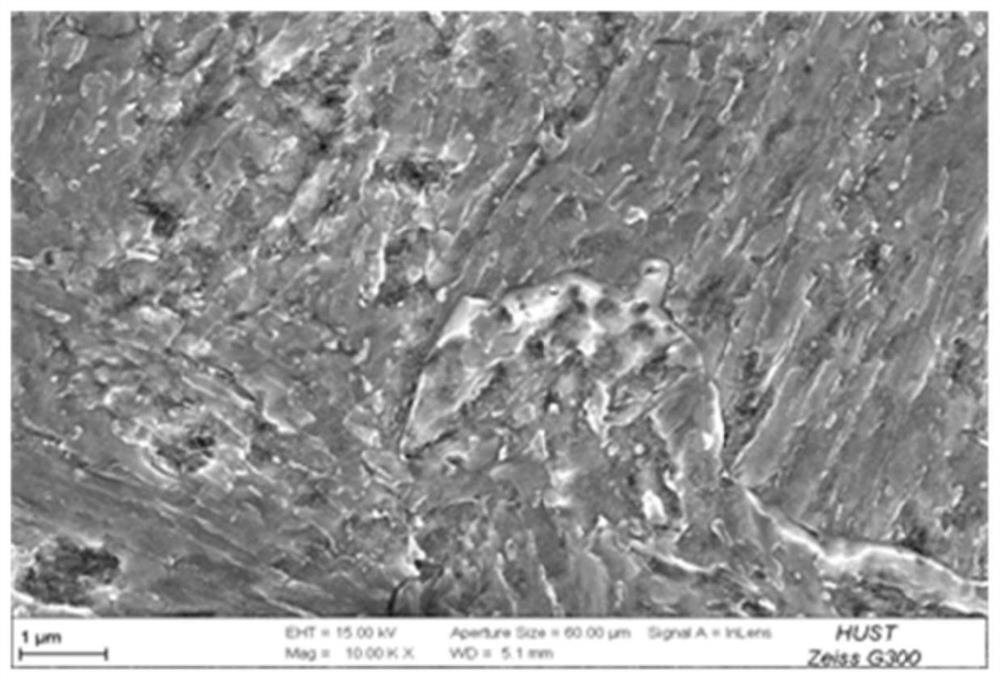
图2为本发明实施例1提供的激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢热处理后的显微组织形貌图(×10000倍);
图3为本发明实施例1提供的激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢热处理后力学性能试样断口形貌图(×50倍);
图4为本发明实施例3提供的激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢固溶处理后XRD图谱;
图5为本发明实施例4提供的激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢时效处理后试样金相组织图(×10000倍)。
具体实施方式
下面通过对本发明进行详细说明,本发明的特点和优点将随着这些说明而变得更为清楚、明确。
本发明提供了一种适于低温工况的激光选区熔化成形高强不锈钢热处理方法,包括如下步骤:
步骤(1),对成形态03Cr11Ni9Co6Mo3高强不锈钢进行固溶处理:在真空环境下,升温至730℃~820℃,保温1h~2h,回充气体冷却;
步骤(2),对固溶态03Cr11Ni9Co6Mo3高强不锈钢在设定时间内进行冷处理:在-70℃~-80℃的低温介质下保温不低于1h后,于空气中恢复至室温;
步骤(3),对固溶冷处理态03Cr11Ni9Co6Mo3高强不锈钢进行时效处理:在真空环境、温度为450℃~600℃的条件下保温2h~6h,回充气体冷却。
在本发明中,步骤(1)中,成形态03Cr11Ni9Co6Mo3高强不锈钢由03Cr11Ni9Co6Mo3高强不锈钢粉末通过激光选区熔化成形方法制得,成形后获得具有致密度大于99.99%的构件和外延生长的无侧向分枝的快速凝固胞状组织,物相中包含非稳态α'马氏体及残余奥氏体γ相,为后续热处理提供了良好的组织调控基础和相转变动力学基础,使得经热处理后的构件具有符合要求的综合力学性能。
在本发明中,步骤(1)中,本发明人结合成形态加工工艺,对固溶处理进行了摸索,给出了固溶处理方法。通过研究发现,在650℃~720℃范围内固溶时,随固溶温度的升高,热处理后逆转变奥氏体含量减少,这主要是由于固溶温度较低,以非扩散α'→γ相变形成缺陷密度较高的奥氏体,这些缺陷遗传到最终的马氏体内,高密度缺陷的马氏体降低逆转变奥氏体的形成温度,增加逆转变奥氏体的含量而非稳态α'马氏体较少。随着固溶温度的升高至730℃~820℃范围时,奥氏体发生再结晶及其晶粒长大,其缺陷密度降低使最终形成的马氏体缺陷密度也较低,因此相应的逆转变奥氏体的形成温度上升、减少形成的逆转变奥氏体数量,保留了充分数量的非稳态α'马氏体相。而随着固溶温度的继续升高至820℃以上时,由于SLM在快速冷却过程中形成的极细小组织和较大残余应力加快了03Cr11Ni9Co6Mo3高强不锈钢中的奥氏体转变,导致后续加热过程中奥氏体转变结束温度Ac3(约为670℃)远小于传统铸造的奥氏体转变结束温度(约为850℃)。因此,SLM成形所需的固溶温度远小于铸造所需的固溶温度。随着固溶温度的继续升高至820℃以上或延长730℃~820℃固溶保温时间大于2h时,晶粒会过度长大,进而限制强度的提升。
进一步地,对成形态03Cr11Ni9Co6Mo3高强不锈钢进行固溶处理为:在真空环境下,以不大于100℃/h的速率升温至750℃~800℃,保温1h~2h,回充气体冷却。
更进一步地,对成形态03Cr11Ni9Co6Mo3高强不锈钢进行固溶处理为:在真空环境下,以50℃/h~80℃/h的速率升温至750℃~780℃,保温1h~1.5h,回充气体冷却。
在本发明中,步骤(1)和(3)中,回充气体冷却采用氮气或氩气,回充气体压强不小于3×10
在本发明中,步骤(2)中,对固溶态03Cr11Ni9Co6Mo3高强不锈钢在设定时间内进行冷处理,是指在固溶处理后12h内进行,以避免奥氏体稳定化现象产生而减弱冷处理效果。
在本发明中,步骤(3)中,对固溶冷处理态03Cr11Ni9Co6Mo3高强不锈钢进行时效处理为:在真空环境、温度为480℃~550℃的条件下保温2h~4h,回充气体冷却。
本发明人对时效处理的方法进行了研究,发现在450℃~600℃范围内时效得到在大量低碳板条马氏体基体上弥散析出碳化物,作为基体强化相提高了材料的强度,且随时效温度的升高,与马氏体共格的逆转变奥氏体含量增加,这主要是由于随着时效温度的增加,非扩散α'→γ相变的驱动力增加,进而使得逆转变奥氏体的含量增加,提高材料的强度同时并赋予其在常温/低温下的良好塑韧性,而600℃以上时效时材料强度明显下降,时效强化作用减弱。随时效时间的升高时,逆转变奥氏体含量变化不大,但马氏体板条宽度明显增加粗化,这也是时效时间控制在2h~4h内的原因。
本发明提供的激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢热处理方法,以不大于100℃/h的速率升温至730℃~820℃的条件下保温1h~2h,并经惰性气体冷却后,消除成形组织存在的内应力,使合金元素在固溶过程中充分扩散,得到转化充分的均匀奥氏体基体组织;随后在-70℃~-80℃的低温介质下保温不低于1h,在较高过冷度下提供较大相变驱动力,促使马氏体相变充分进行;同时在冷处理后规定的时间内,在真空环境、温度为450℃~600℃的条件下保温2h~6h,经惰性气体冷却后得到在低碳板条马氏体基体上弥散析出碳化物作为基体强化相及与马氏体共格的逆转变奥氏体,提高材料的强度,并赋予其在常温/低温下的良好塑韧性,激光选区熔化成形03Cr11Ni9Co6Mo3高强不锈钢经过上述热处理后,常温时,抗拉强度Rm不低于1250N/mm
以激光选区熔化成形某型号发动机涡轮泵氧阀壳体为例。
(1)采用激光选区熔化工艺成形氧阀壳体。成形完成的03Cr11Ni9Co6Mo3高强不锈钢显微组织形貌如图1。
(2)在真空热处理炉内对成形氧阀壳体构件进行热处理,炉内压强不大于10
热处理后,该产品具有如图2所示的组织,该组织形态下材料兼具有良好的常温及低温力学性能。
(3)采用随炉试样测试的力学性能见表1,力学性能试样断口形貌如图3。
表1氧泵壳体力学性能
以激光选区熔化成形某型号发动机闭式叶轮为例。
(1)采用激光选区熔化工艺成形闭式叶轮。
(2)在真空热处理炉内对成形的闭式叶轮构件进行热处理,炉内压强不大于10
热处理后,该组织形态下材料兼具有良好的常温及低温力学性能。
(3)采用随炉试样测试的力学性能见表2;
表2闭式叶轮力学性能
以激光选区熔化成形同炉批03Cr11Ni9Co6Mo3高强不锈钢试样为例,经不同固溶处理获得的试样相组成如图4,力学性能如表3。可见,随固溶温度的升高,在750℃以上固溶处理时奥氏体X射线衍射强度不明显,残余奥氏体含量较少,验证了上述温度选择依据的正确性。可以看出,750℃~800℃,特别是750℃~780℃固溶温度区间内,试样强度及力学性能均较优。
表3不同固溶处理条件下的显微硬度和拉伸性能
以激光选区熔化成形同炉批03Cr11Ni9Co6Mo3高强不锈钢试样为例,经不同时效处理参数后获得的试样组织如图5,可见,时效时间大于6h后,低碳马氏体板条明显粗化,宽度达到400nm以上,力学性能如表4,强度相比低时效时间制度明显减小。
表4不同固溶处理条件下的显微硬度和拉伸性能
以上结合具体实施方式和范例性实例对本发明进行了详细说明,不过这些说明并不能理解为对本发明的限制。本领域技术人员理解,在不偏离本发明精神和范围的情况下,可以对本发明技术方案及其实施方式进行多种等价替换、修饰或改进,这些均落入本发明的范围内。本发明的保护范围以所附权利要求为准。
本发明说明书中未作详细描述的内容属本领域技术人员的公知技术。
- 适于低温工况的激光选区熔化成形高强不锈钢热处理方法
- 一种激光选区熔化成形06Cr19Ni10奥氏体不锈钢的热处理方法