用于制造压制绞合线的方法、用于制造电动马达的方法以及压制绞合线的应用
文献发布时间:2023-06-19 10:32:14
技术领域
本发明涉及一种根据权利要求1所述的用于制造压制绞合线(或成形绞合线)的方法、一种根据权利要求10所述的用于制造电动马达的方法、一种根据权利要求11所述的压制绞合线的应用以及一种根据权利要求12所述的压制绞合线。
背景技术
压制绞合线是被压制且由此获得特定横截面形状(大多为矩形横截面形状)的绞合线,即扭绞或者非扭绞的线材簇。
压制绞合线可以作为分割导体,用在电机(特别是定子)中。分割导体是被置入或者拉入例如定子槽中的导体部段。两根压制绞合线的突出端部随即可以直接连接成半线圈。半线圈同样通过定子的相对侧上的对应连接得以连接。在此,可以实现各种不同的绕组模式,例如集中绕组或者特别引起兴趣的波形绕组。波形绕组指的是最终(三根)连续的导体条围绕定子槽蜿蜒。在三相电机中,这例如根据US9035526B2或者DE10113831B4已知。
优选地,可以考虑绝缘线材,特别是漆包线用作用于压制绞合线的线材。
在端部部段(压制绞合线头)中,为了进一步的接触连通,单根线材电气地且机械地相互连接。这例如通过超声波焊接或者电极焊接实现,其中为此大多会使用套管。存在于压制绞合线头中的线材的绝缘漆始终会部分燃烧,部分被挤出。
两根压制绞合线的连接可以直接实现,例如通过焊接两个压制绞合线头。为了该目的,特别地通过套管套住压制绞合线头,进行压缩或者焊接。这样做的原因有两个,一是为了为焊接创造限定的连接面,二是为了将压制绞合线头中的线材端彼此电气地且机械地相连。例如在EP3051669A1中给出其示例。
缺点是制造压制绞合线或者说压制绞合线坯料的生产设备(例如绞线设备)的高度复杂性。
发明内容
本发明由此出发,并且其目的在于,提出一种改进的用于制造压制绞合线的方法,特别地提出一种克服了前述缺点的方法,优选地提出一种用于制造压制绞合线的方法,其使得压制绞合线头中的单根线材彼此间的以及必要时与套管的、安全的、电气和机械连接成为可能。
上述目的通过一种根据权利要求1所述的方法得以实现。本发明的其它特征和细节得自从属权利要求、说明书和附图。在此,结合方法描述的特征和细节当然也适用于所描述的装置,反之亦然,从而关于本公开,始终相互参考或者说可以参考单个发明方面。
通常由线轴供应的绝缘线材首先在成型装置中成型成至少一个半环状物、环状物或者螺旋状物。可以仅使用唯一的线材。省去了大量线材的同步。进一步地,可以放弃昂贵的绞线设备。原则上,也可以省去裁切或者说切断压制绞合线端部的工作步骤。因为无论如何,还是应将端头中的线材部段彼此电气地连接,所以位于头部中的吊绳状物不是妨碍性的,而甚至是有利的。在成型之后,可以扭绞并且对应地压制螺旋状物或者至少一个环状物或者说半环状物。优选地,在压制装置中实现压制,其中在压制过程中,扭绞的线材束被压缩成具有限定的外轮廓的压制绞合线。随后可以通过根据现有技术已知的方法,必要时在使用套管的情况下,实现头部区域中的压制绞合线的单根线材的电气和机械连接。
特别地,根据从属权利要求的特征,得出所提出的发明的其它有利设计方案。不同权利要求的主题或者说特征原则上可以任意彼此组合。
在本发明的一种有利设计方案中,可以预设,在被配置为绕组支架的成型装置中进行成型。绕组支架通常具有两个或者四个平行布置的销,并且可选地被配置有转动轴或者没有配置转动轴。根据绞盘的类型,可以在此卷绕或者推开线材,并且将其塑造成型。这种设计方案特别适合于将线材成型成至少一个环状物或者螺旋状物,其中形状主要取决于销的间距和设计,但是原则上应接近具有优选地倒圆角的矩形,特别地因为这一形成物应在接下来的工艺步骤中被扭绞成长形的压制绞合线。就这一点而言,对于螺旋状物,也对于环状物,都基本上产生两个长边和两个短边。也可以考虑仅包括一个销的设计方案,其主要适合于在此将线材成型成半环状物。在这种情况下,对应地产生两个长边和连接两个长边的一个短边。
还被认为不利的是,围绕单根线材安置的绝缘层会妨碍压制绞合线头中的单根线材的连接过程,并且由于漆残留物,同样会妨碍两个压制绞合线头的相互连接过程,特别是由于产生烟雾、绝缘漆残留物从压制绞合线头中溢出、由于压制绞合线头中的绝缘漆残留物的量和分布不明确造成的不安全的连接等。
特别地,提出了为了单个生产(批量生产)和连续生产(作为无端线材),对单根线材的绝缘漆进行限于局部的蒸发。在此,难以解决的是多个单根线材的同步,使得多个单根线材的局部剥线的分段齐平地上下重叠放置。
在本发明的一种有利设计方案中,使用剥线装置实现线材或者说半环状物、环状物或者螺旋状物的部分剥线,其中在成型之后并且在扭绞之前,特别地在绕组支架的销之间的长边或者短边上进行部分剥线,或者在成型之前,特别地在直线进给或者基本上直线进给的绝缘线材上进行部分剥线。在第一变体的框架内,在待扭绞的至少一个半环状物、环状物或者螺旋状物的形状已经固定时,进行部分剥线。就这一点而言,能够以简单的方式方法确保已剥线的区域在正确的位置处,即在单根线材应彼此电连接并且必要时与套管连接的位置处。然而,替代地,也可以在成型之前,特别地在直线进给或者基本上直线进给的绝缘线材上进行部分剥线。
优选地,特别地通过磨削和/或喷砂而机械地和/或研磨地,和/或特别地通过使用冷脆、激光升华、感应加热而化学地和/或热力地实现部分剥线。这个选择不是决定性的。然而,前述方法以特别有利的方式适合于工业用途。
在本发明的另一有利设计方案中,可以预设,使用扭绞装置,实现至少一个半环状物、环状物或者螺旋状物的扭绞,其中扭绞装置包括特别是用于至少一个半环状物、环状物或者螺旋状物的第一远端的第一夹具,以及特别是用于至少一个半环状物、环状物或者螺旋状物的第二远端的第二夹具,其中夹具特别地围绕或者大致围绕至少一个半环状物、环状物或者螺旋状物的纵向轴线旋转。
在本发明的另一有利设计方案中,可以预设,第一夹具由第一销形成,并且第二夹具由第二销或者钳式工具形成。扭绞装置的这种设计方案优选地适合于扭绞半环状物。特别地,半环状物的开放部分可以被钳式工具抓取,而闭合部分可以由销抓取。
在本发明的另一有利设计方案中,可以预设,扭绞装置被集成在成型装置中,确切地说在成型装置中实施扭绞。这一措施有利于工艺优化,从而可以避免传递至少一个半环状物、环状物或者螺旋状物。关于这一点,例如可以预设,成型装置(特别是绕组支架)装备有对应的机械装置,使得可以偏转销,从而可以扭绞总归接纳在销上的至少一个半环状物、环状物或者螺旋状物。
在本发明的另一有利设计方案中,可以预设,绝缘线材和/或线材束至少分段地施加有粘结漆。粘结漆可以将单根线材相对于彼此机械地固定。这特别地涉及在交流电流经时会出现的振动。
在本发明的另一有利设计方案中,在没有套管的情况下,实现端头中的线材部段的机械和电气连接。
本发明的另一目的在于提出一种改进的用于制造电动马达的方法。
根据本发明,该目的通过根据权利要求10所述的方法得以实现。由于在此使用的压制绞合线是按照根据本发明的方法制造的,因此,在此实现的优点也可用于构建电动马达。
本发明的另一目的在于指明根据本发明制造的压制绞合线的一种有利的应用。
根据本发明,该目的通过根据权利要求11所述的应用得以实现。优选地,根据本发明制造的压制绞合线可以用在电动马达的转子或者说定子中。
本发明的另一目的在于提出一种改进的压制绞合线。
根据本发明,该目的通过具有权利要求12的表征特征的压制绞合线得以实现。
附图说明
根据以下参考附图对优选实施方案进行的描述,本发明的其它特征和优点将变得清晰明了。在附图中:
图1示出了按照根据本发明的方法制造的压制绞合线;
图2以侧视图示出了例如用于汽车的电动马达(特别是电动牵引马达)的定子,其中包括通过根据本发明的方法制造的压制绞合线;
图3以正视图示出了例如用于汽车的电动马达(特别是电动牵引马达)的定子,其中包括通过根据本发明的方法制造的压制绞合线;
图4.1示出了在包括两个销的绕组支架上将绝缘线材成型成螺旋状物;
图4.1a示出了根据图4.1的绕组支架的俯视图;
图4.2示出了在根据图4.1/4.1a的绕组支架上进行线材的部分剥线;
图4.3示出了在绕组支架/扭绞装置上扭绞线材;
图5.1示出了在包括四个销的绕组支架上将绝缘线材成型成螺旋状物;
图5.1a示出了根据图5.1的绕组支架的俯视图;
图5.2示出了在根据图5.1/5.1a的绕组支架上进行螺旋状物的部分剥线;
图5.3/5.4示出了将螺旋状物从四销绕组支架转移到双销绕组支架上;
图5.5示出了在绕组支架/扭绞装置上扭绞螺旋状物;
图6.1示出了绝缘线材的部分剥线,这发生在在绕组支架上进行成型之前,即在包括两个销的绕组支架上将部分剥线的线材成型成螺旋状物;
图6.1a示出了根据图6.1的绕组支架的俯视图;
图6.2示出了在绕组支架/扭绞装置上扭绞螺旋状物;
图7示出了包括一个销和一个半环状物的绕组支架(俯视图/侧视图);
图8示出了包括两个销和一个环状物的绕组支架(俯视图/侧视图);
图9示出了扭绞装置,其包括销、钳式工具和半环状物;
图10.1至图10.5示出了在压机中压制扭绞的线材束;
图11示出了压制绞合线的端头的电极焊接,用以电气地并且机械地连接位于此处的线材部段。
具体实施方式
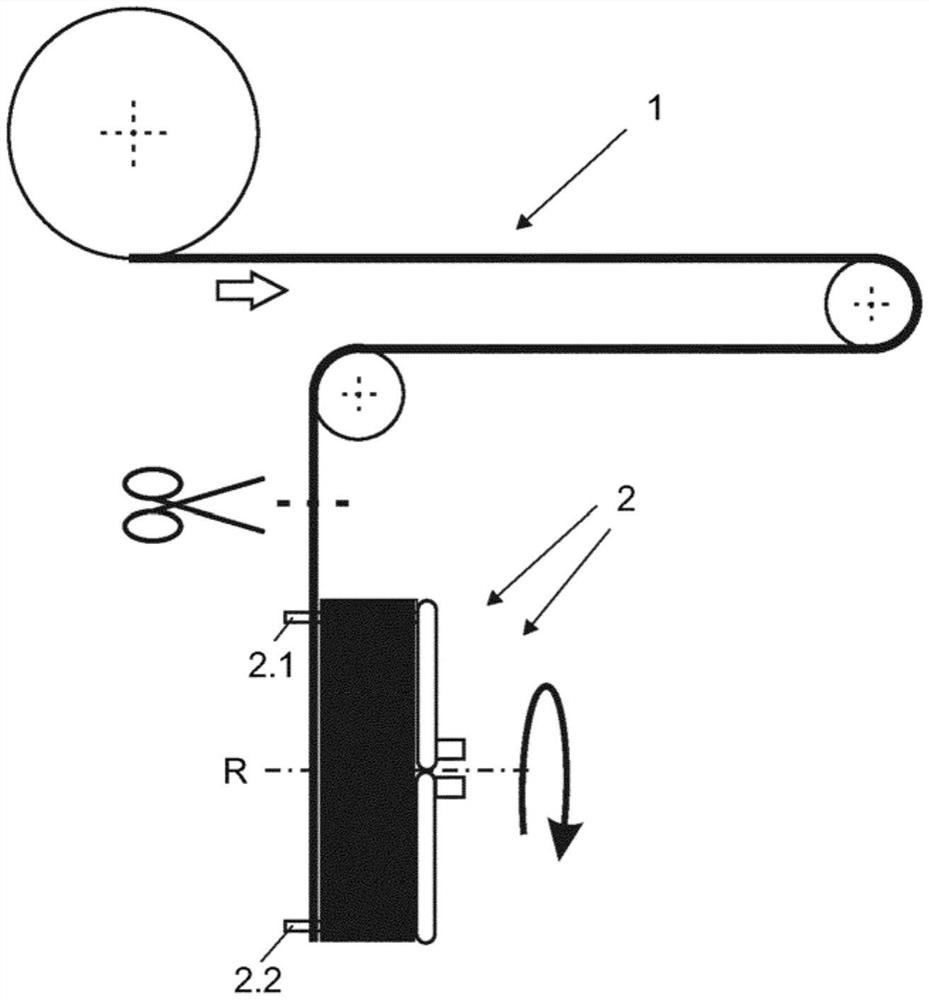
根据本发明的用于制造压制绞合线的方法的起点是绝缘线材1,优选是漆包绝缘的线材。在此指的是导电的线材,其优选地由铜、铝或者说铜合金和/或铝合金制成。该绝缘线材也还可以包括另一包覆层,例如以粘结漆的形式。绝缘线材通常位于线轴上,线材从线轴上展开并且作为直线进给或者基本上直线进给的线材供应至制造过程。这意味着,线材从线轴上展开,并且在成型过程中才被成型成半环状物、环状物或者螺旋状物的预定外形。
该制造过程的结果是压制绞合线F。压制绞合线包括第一端头和第二端头。压制绞合线的端头(更确切地说,位于此处的线材部段)电气地且机械地相互连接,其中这可以借助于套管H1或者说H2实现。在端头之间布置有线材束D。线材束由多根线材构成,这些线材通常相互扭绞并且作为线材束,优选地由主绝缘层包围。另外,对压制绞合线进行压制,其优选地具有矩形或者梯形的横截面。
根据本发明的用于制造压制绞合线的方法至少包括以下工艺步骤:
-在成型装置2上,将绝缘线材成型成至少一个半环状物、环状物或者螺旋状物,
-可选地,使用剥线装置3,对至少一个半环状物、环状物或者螺旋状物进行部分剥线,
-使用扭绞装置4,将部分剥线的至少一个半环状物、环状物或者螺旋状物扭绞成线材束,
-使用压制装置5,压制线材束。
螺旋状物应理解为具有多个线匝的螺旋状结构。端部通常没有相互连接。然而,原则上可以连接螺旋状物的端部。螺旋状物不必一定被配置为圆形的,确切地说,螺旋状物的外形近似于带有圆角的矩形。就这一点而言,可以提及螺旋状物的两个长边2a和两个短边2b。
环状物应理解为线匝数为1的闭合线材结构,即端部相互连接。环状物不必一定被配置为圆形的,确切地说,环状物的外形近似于带有圆角的矩形。就这一点而言,可以提及环状物的两个长边2a和两个短边2b。
半环状物指的应是一侧开放的U形结构。线材没有形成完整的线匝,并且端部没有相互连接。就这一点而言,可以提及半环状物的两个长边2a和一个短边2b。
下面阐述单个方法步骤:
在成型装置2中实现成型。可以考虑所谓的绕组支架用作成型装置。
在最简单的实施方案中,绕组支架包括一个销2.1,绝缘线材在一定程度上被放置在这个销上并且成型成半环状物。多根线材可以依次被放置在销上,并且对应地成型成多个半环状物。得到的半环状物可以并排和/或上下重叠放置在销上。
在另一实施方案中,绕组支架可以包括两个销2.1、2.2。两个销被定向为彼此平行或者基本上彼此平行并且彼此间隔。可以将绝缘线材的一个或多个环状物推到绕组支架上。环状物可以并排和/或上下重叠放置在销上。
在另一实施方案中,绕组支架可以包括两个销2.1、2.2和一个转动轴R。转动轴优选地被布置在销之间并且平行于销。在此,主要指的是绝缘线材可以在其上卷绕成螺旋状物的一类绞盘。可以并排和/或上下重叠地布置螺旋状物的线材。
在另一实施方案中,绕组支架可以包括四个销2.1至2.4。四个销被定向为彼此平行或者基本上彼此平行并且彼此间隔。在俯视图中,四个销优选地形成四边形或者正方形的角。可以将绝缘线材的一个或多个环状物推到绕组支架上。环状物可以并排和/或上下重叠放置在销上。
在另一实施方案中,绕组支架可以包括四个销2.1至2.4和一个转动轴R。四个销被定向为彼此平行或者基本上彼此平行并且彼此间隔。在俯视图中,四个销优选地形成四边形或者正方形的角。转动轴优选地被布置在销之间,在一定程度上被布置在长方形或者正方形的中心并且平行于销。在此,主要指的是绝缘线材可以在其上卷绕成螺旋状物的一类绞盘。可以并排和/或上下重叠地布置螺旋状物的线材。
原则上,也可以考虑包括三个或更多个销的变体。
成型过程的结果是:绝缘线材被成型成至少一个半环状物、环状物或者螺旋状物。
使用剥线装置3,实现至少一个半环状物、环状物或者螺旋状物的部分剥线。可以特别地通过磨削和/或喷砂而机械地和/或研磨地实现绝缘的至少一个半环状物、环状物或者螺旋状物的部分剥线。也可以考虑特别地通过使用冷脆、激光升华、感应加热等实现的化学的和/或热力的方法。原则上,这里可以考虑任何能够移除线材的绝缘体的方法。术语“部分剥线”指的是,清除了绝缘线材的在纵向方向上延伸的部段上的绝缘材料,其中“清除”应指的是技术相关的范畴。如果绝缘线材还涂覆有诸如粘结漆等其它成分,则同样移除这些成分。基本上,关键在于暴露线材的导电的表面。
绝缘线材1原则上还被保持在相应的成型装置2中,使得原则上,可以考虑在至少一个半环状物、环状物或者螺旋状物的裸露的(或者换句话说,不与销接触的)那些部段上进行剥线。在此,根据成型装置,得出应该或者说能够进行剥线的优选部段。
在绕组支架包括一个销的情况下,可以考虑半环状物的直接紧邻销的且位于半环状物的端部侧的区域。
在绕组支架包括两个销的情况下,可以考虑螺旋状物或者说环状物的直接紧邻销的区域。在一定程度上,对长边2a的端部进行剥线。
在绕组支架包括四个销的情况下,可以考虑螺旋状物或者说环状物的位于两个销之间的区域,当销例如形成长方形的角时,该区域优选地位于螺旋状物或者说环状物的更短的部段上。在一定程度上,对短边进行剥线。
剥线过程的结果是:螺旋状物或者说环状物或者半环状物包括部分剥线的线材。
通过扭绞装置4,实现螺旋状物或者说环状物或者半环状物的扭绞。扭绞装置主要包括用于螺旋状物或者说环状物或者半环状物的第一远端的第一夹具4.1,以及用于螺旋状物或者说环状物或者半环状物的第二远端的第二夹具4.2。夹具大致围绕螺旋状物或者说螺旋状物或者说环状物或者半环状物的纵向轴线旋转,从而扭绞线材。
在扭绞装置的第一实施方案中,第一夹具由销形成,而第二夹具由钳式工具形成。这种扭绞装置优选地适合于扭绞半环状物。钳式工具抓取半环状物的自由端,而销抓取半环状物的短边。就这一点而言,扭绞装置的第一销也可以是成型装置的第一销。在这种情况下,成型装置可以装备有额外的机械装置,其使得销和钳式工具相对彼此的旋转成为可能。
在扭绞装置的一种优选实施方案中,第一夹具由第一销形成,而第二夹具由第二销形成。这种扭绞装置优选地适合于扭绞螺旋状物或者说环状物。这些销抓取相应的螺旋状物远端或者说环状物远端,即短边。就这一点而言,扭绞装置的第一销也可以是成型装置的第一销,或者说扭绞装置的第二销也可以是成型装置的第二销。在这种情况下,成型装置可以装备有额外的机械装置,其使得这些销相对彼此的旋转成为可能。
如果成型装置装备有四个销,则卷绕在其上的环状物或者说螺旋状物可以被传递到包括两个销的扭绞装置上。随即,优选地通过该扭绞装置实现扭绞。对此,可以参考上文中进行的阐述。
扭绞过程的结果是已扭绞的线材束。
在压制装置5中,特别是压机中,实现压制。
在压制过程中,扭绞的线材束被压缩成压制绞合线F。通过之前的方法步骤确保了,扭绞的线材束的相应远端已经被剥线。如果端部还包含部分绝缘的线材,则可以将其切断,但这并非必要的。
压制过程的结果是压制绞合线F。
可以随后在进一步的工艺步骤中,将压制绞合线的端部部段电气地且机械地彼此相连。图11示出了包括两个焊接电极E的电极焊接法,其中端头的线材部段电气地且机械地相互连接。在头部部段已被剥线的情况下,套管并非绝对必要的。
在上文中概述的过程中,优选地预设了,在剥线之前进行成型。在方法的一种替代设计方案中,可以预设,在成型之前进行剥线(特别地参见图6和图7)。关于其它方面,基本上可以参阅上文中已经概述的特征。
在此,首先使用剥线装置,对优选地由线轴供应的绝缘线材进行部分剥线,以便随后使用成型装置将其成型成至少一个半环状物、环状物或者螺旋状物。优选地,可以考虑可转动的双销绕组支架用作成型装置。优选地实现从剥线到绕组支架的同步,使得已剥线的线材区域位于销的范围内。如果成型装置还被配置为扭绞装置,则得到的至少一个环状物或者螺旋状物可以停留在销上并且直接进行扭绞。
此处的结果也是已扭绞的线材束,其可以被供应至接下来的方法步骤,特别是压制过程。
优选地,以如下方式实施由绝缘线材制造压制绞合线的制造过程(特别地参见图4和图10)。
包括转动轴R的双销绕组支架作为成型装置,绝缘线材在其上被卷绕成螺旋状物。螺旋状物的线材优选地全部并排放置。
通过作为剥线装置的激光器,清除螺旋状物的直接紧邻销的部段上的绝缘体。
成型装置同样包括扭绞装置,从而可以直接扭绞卷绕在销之间的线材,即螺旋状物。
线材束连同套管被一起放置到压制装置中并且进行压缩。
其结果是产生压制绞合线,其横截面形状由压机的形状决定。随后,通过电极焊接,将压制绞合线的端部部段电气地且机械地相互连接。在线材束的在该区域中剥线的端部之间对应地产生电接触。
能够以如下方式实施一种更优选的用于由绝缘线材制造压制绞合线的制造过程(特别地参见图5和图10)。
包括转动轴R的四销绕组支架作为成型装置,绝缘线材在其上被卷绕成螺旋状物。螺旋状物的线材优选地全部并排放置。
通过作为剥线装置的激光器,清除螺旋状物的直接位于两个销之间的部段上的绝缘体。在一定程度上,清除短边上的绝缘体。
螺旋状物被从四销绕组支架传递到双销扭绞装置上。
在双销扭绞装置中,螺旋状物被扭绞成线材束。
线材束被放置到压制装置中并且进行压缩。随后,通过电极焊接,将压制绞合线的端部部段电气地且机械地相互连接。
附加但并非穷举的方法步骤例如可以是施用粘结漆或者围绕压制绞合线四周施加主绝缘层,例如通过挤压。
粘结漆的作用是将单根线材相对于彼此机械地固定。这特别地涉及在交流电流经时会出现的振动。在加热和/或压缩时,粘结漆变得粘稠,并将单个线材层相互粘合在一起,为此参见例如DE102015201711A1。代替双层结构(绝缘体+粘结漆),也可以使用本领域技术人员已知的复合材料。部分地移除粘结漆也应属于生产步骤“部分剥线”。
也可以制造更高阶的压制绞合线。这意味着,将绞合线与绞合线扭绞成新的(更高阶的)绞合线。这可以在方法步骤“扭绞”中完成。
优选地,成型装置、剥线装置和/或扭绞装置被组合在一个装置中。因此,特别是销可以具有不同的功能(卷绕、扭绞等)。当然,也可以单独配置这些装置。
这些实施方案一般不局限于包括套管的压制绞合线的制造。这些实施方案也可以应用于不带套管的压制绞合线。
如前文中已经阐述的,根据本发明制造的压制绞合线有利地适合于制造电动马达,特别是其定子S。对应地,对于电动马达,特别是其定子的制造,可以利用根据本发明的压制绞合线制造方法的优点。对此,在图1至图3中示例性地显示了电动马达的定子S。
就这一点而言,得出了根据本发明制造的压制绞合线在电动马达的定子S中的应用。
上述类型的方法或者说应用被用在特别是车辆中的电动马达的生产中。
附图标记列表
在附图中使用了以下附图标记:
E 焊接电极
F 压制绞合线
H1 套管/端头
H2 套管/端头
D 线材束
S 定子
R 转动轴
1 绝缘线材
1’ 部分剥线的线材
2 成型装置,特别是绕组支架
2.1 第一销
2.2 第二销
2.3 第三销
2.4 第四销
2a 长边
2b 短边
3 剥线装置,特别是激光器
4 扭绞装置
4.1 第一夹具
4.2 第二夹具
5 压制装置,特别是压机。
- 用于制造压制绞合线的方法、用于制造电动马达的方法以及压制绞合线的应用
- 用于压制绞合线的热处理的方法以及用于制造电动机的方法和用于制造机动车辆的方法