一种冲压成型的金属制品的预处理工艺
文献发布时间:2023-06-19 10:40:10
技术领域
本申请涉及一种预处理工艺,具体是一种冲压成型的金属制品的预处理工艺。
背景技术
金属制品行业包括结构性金属制品制造、金属工具制造、集装箱及金属包装容器制造、不锈钢及类似日用金属制品制造等,随着社会的进步和科技的发展,金属制品在工业、农业以及人们的生活各个领域的运用越来越广泛,也给社会创造越来越大的价值。
金属制品行业在发展过程中也遇到一些困难,例如技术单一,技术水平偏低,缺乏先进的设备,人才短缺等,制约了金属制品行业的发展,为此,可以采取提高企业技术水平,引进先进技术设备,培养适用人才等提高中国金属制品业的发展。
传统的金属制品预处理工艺简单,处理后的金属制品抗物理、化学性能较为一般,容易使得金属制品生锈,降低了金属制品的使用寿命,同时不便于操作。因此,针对上述问题提出一种冲压成型的金属制品的预处理工艺。
发明内容
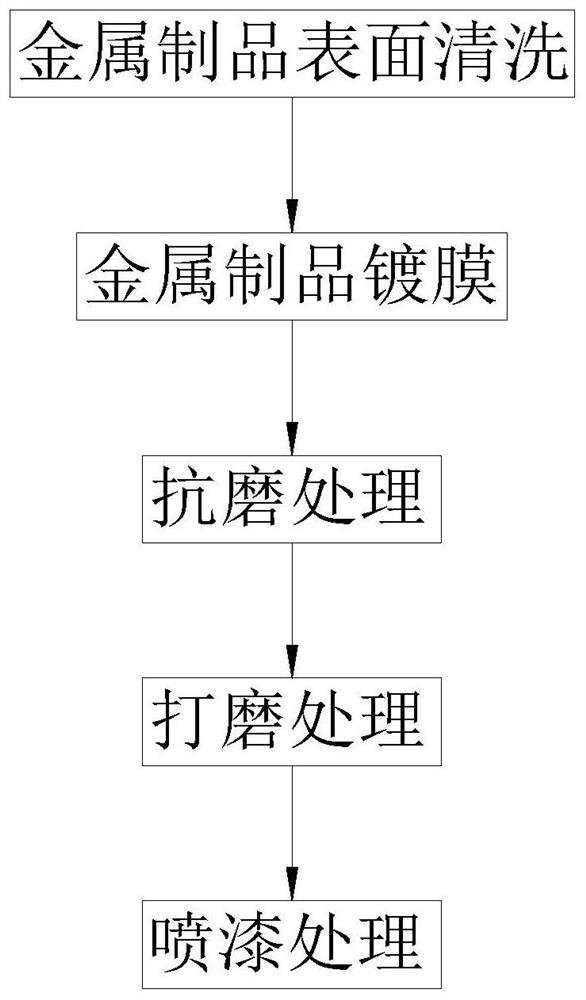
一种冲压成型的金属制品的预处理工艺,包括如下步骤:
S1.金属制品表面清洗,将金属制品放置在清洗设备内部,并在清洗液的内部添加有机溶剂和表面活性剂,进而对金属制品表面清洗干净,在对金属制品进行烘烤,烘烤的温度控制在100-110℃之间,时间控制在15-20min,干燥完成后再将金属制品冷却至常温;
S2.金属制品镀膜,将上述步骤中的金属制品采用氟氧化进行镀膜,利用弧光放电增强并激活在阳极上发生的反应,从而在金属制品表面形成优质的强化陶瓷膜,用专用的微弧氧化电源在工件上施加电压,使工件表面的金属与电解质溶液相互作用,在工件表面形成微弧放电,在高温、电场等因素的作用下,金属表面形成陶瓷膜;膜层有较高的电阻,不影响金属制品的尺寸精度;
S3.抗磨处理,将上述步骤中的金属制品表面均匀涂抹有抗磨剂,再将其放置在烘箱内部,将烘箱的温度控制在100-120℃之间,烘烤至1-1.5h,继而再将金属制品冷却至常温;
S4.打磨处理,将上述骤中的金属制品表面进行打磨处理,取出金属制品表面的毛刺部分,使得金属制品的表面保持光滑,同时可增强金属制品表面的附着能力;
S5.喷漆处理,将上述骤中的金属制品进行固定,通过喷枪可将防护漆均匀喷射在金属制品的表面,进而再将金属制品放置在烘箱的内部,将烘箱的温度控制在60-80℃之间,烘烤至30-40min,继而再将金属制品冷却至常温,以此来对金属制品进行预处理。
进一步地,所述步骤S1中的清洗设备采用的是超声波清洗器,超声波清洗器是将功率超声频源的声能转换成机械振动,使清洗槽内液体中的微气泡能够在声波的作用下从而保持振动,进而对金属制品进行清洗。
进一步地,所述步骤S1中的有机溶剂采用的是醋酸甲酯,有机溶剂在常温常压下呈液态,具有较大的挥发性,在溶解过程中,溶质与溶剂的性质均无改变。
进一步地,所述步骤S1中的表面活性剂具有吸附性,且能够增加润湿性、乳化性以及起泡性。
进一步地,所述步骤S2中的金属制品采用氟氧化法处理,且化学转化后的金属制品表面要在24h内涂上底漆。
进一步地,所述步骤S2中的底漆采用的是磷化底漆,可增强其附着能力。
进一步地,所述步骤S3中的烘箱采用的是DZF-6020工业烘箱,且工业烘箱的温度可调。
进一步地,所述步骤S3中的抗磨剂均匀喷射在金属制品表面,同时对其进行高温烘干处理。
进一步地,所述步骤S4中的金属制品通过打磨设备进行打磨,且打磨设备能够将金属制品表面进行处理,便于后期涂漆处理。
进一步地,所述步骤S5中的喷枪在喷射漆面时需对油漆进行同步搅拌,增强漆面的均匀性。
本申请的有益效果是:本申请提供了一种便于操作且抗物理、化学性能强的冲压成型的金属制品的预处理工艺。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
图1为本申请一种实施例的工艺流程图。
具体实施方式
为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分的实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
需要说明的是,本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本申请的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
在本申请中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本申请及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本申请中的具体含义。
此外,术语“安装”、“设置”、“设有”、“连接”、“相连”、“套接”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本申请。
实施例一
一种冲压成型的金属制品的预处理工艺,包括如下步骤:
S1.金属制品表面清洗,将金属制品放置在清洗设备内部,并在清洗液的内部添加有机溶剂和表面活性剂,进而对金属制品表面清洗干净,在对金属制品进行烘烤,烘烤的温度控制在100之间,时间控制在20min,干燥完成后再将金属制品冷却至常温;
S2.金属制品镀膜,将上述步骤中的金属制品采用氟氧化进行镀膜,利用弧光放电增强并激活在阳极上发生的反应,从而在金属制品表面形成优质的强化陶瓷膜,用专用的微弧氧化电源在工件上施加电压,使工件表面的金属与电解质溶液相互作用,在工件表面形成微弧放电,在高温、电场等因素的作用下,金属表面形成陶瓷膜;膜层有较高的电阻,不影响金属制品的尺寸精度;
S3.抗磨处理,将上述步骤中的金属制品表面均匀涂抹有抗磨剂,再将其放置在烘箱内部,将烘箱的温度控制在100之间,烘烤至1.5h,继而再将金属制品冷却至常温;
S4.打磨处理,将上述骤中的金属制品表面进行打磨处理,取出金属制品表面的毛刺部分,使得金属制品的表面保持光滑,同时可增强金属制品表面的附着能力;
S5.喷漆处理,将上述骤中的金属制品进行固定,通过喷枪可将防护漆均匀喷射在金属制品的表面,进而再将金属制品放置在烘箱的内部,将烘箱的温度控制在60℃之间,烘烤至40min,继而再将金属制品冷却至常温,以此来对金属制品进行预处理。
进一步地,所述步骤S1中的清洗设备采用的是超声波清洗器,超声波清洗器是将功率超声频源的声能转换成机械振动,使清洗槽内液体中的微气泡能够在声波的作用下从而保持振动,进而对金属制品进行清洗。
进一步地,所述步骤S1中的有机溶剂采用的是醋酸甲酯,有机溶剂在常温常压下呈液态,具有较大的挥发性,在溶解过程中,溶质与溶剂的性质均无改变。
进一步地,所述步骤S1中的表面活性剂具有吸附性,且能够增加润湿性、乳化性以及起泡性。
进一步地,所述步骤S2中的金属制品采用氟氧化法处理,且化学转化后的金属制品表面要在24h内涂上底漆。
进一步地,所述步骤S2中的底漆采用的是磷化底漆,可增强其附着能力。
进一步地,所述步骤S3中的烘箱采用的是DZF-6020工业烘箱,且工业烘箱的温度可调。
进一步地,所述步骤S3中的抗磨剂均匀喷射在金属制品表面,同时对其进行高温烘干处理。
进一步地,所述步骤S4中的金属制品通过打磨设备进行打磨,且打磨设备能够将金属制品表面进行处理,便于后期涂漆处理。
进一步地,所述步骤S5中的喷枪在喷射漆面时需对油漆进行同步搅拌,增强漆面的均匀性。
实施例二
一种冲压成型的金属制品的预处理工艺,包括如下步骤:
S1.金属制品表面清洗,将金属制品放置在清洗设备内部,并在清洗液的内部添加有机溶剂和表面活性剂,进而对金属制品表面清洗干净,在对金属制品进行烘烤,烘烤的温度控制在110℃之间,时间控制在15min,干燥完成后再将金属制品冷却至常温;
S2.金属制品镀膜,将上述步骤中的金属制品采用氟氧化进行镀膜,利用弧光放电增强并激活在阳极上发生的反应,从而在金属制品表面形成优质的强化陶瓷膜,用专用的微弧氧化电源在工件上施加电压,使工件表面的金属与电解质溶液相互作用,在工件表面形成微弧放电,在高温、电场等因素的作用下,金属表面形成陶瓷膜;膜层有较高的电阻,不影响金属制品的尺寸精度;
S3.抗磨处理,将上述步骤中的金属制品表面均匀涂抹有抗磨剂,再将其放置在烘箱内部,将烘箱的温度控制在120℃之间,烘烤至1h,继而再将金属制品冷却至常温;
S4.打磨处理,将上述骤中的金属制品表面进行打磨处理,取出金属制品表面的毛刺部分,使得金属制品的表面保持光滑,同时可增强金属制品表面的附着能力;
S5.喷漆处理,将上述骤中的金属制品进行固定,通过喷枪可将防护漆均匀喷射在金属制品的表面,进而再将金属制品放置在烘箱的内部,将烘箱的温度控制在80℃之间,烘烤至30min,继而再将金属制品冷却至常温,以此来对金属制品进行预处理。
进一步地,所述步骤S1中的清洗设备采用的是超声波清洗器,超声波清洗器是将功率超声频源的声能转换成机械振动,使清洗槽内液体中的微气泡能够在声波的作用下从而保持振动,进而对金属制品进行清洗。
进一步地,所述步骤S1中的有机溶剂采用的是醋酸甲酯,有机溶剂在常温常压下呈液态,具有较大的挥发性,在溶解过程中,溶质与溶剂的性质均无改变。
进一步地,所述步骤S1中的表面活性剂具有吸附性,且能够增加润湿性、乳化性以及起泡性。
进一步地,所述步骤S2中的金属制品采用氟氧化法处理,且化学转化后的金属制品表面要在24h内涂上底漆。
进一步地,所述步骤S2中的底漆采用的是磷化底漆,可增强其附着能力。
进一步地,所述步骤S3中的烘箱采用的是DZF-6020工业烘箱,且工业烘箱的温度可调。
进一步地,所述步骤S3中的抗磨剂均匀喷射在金属制品表面,同时对其进行高温烘干处理。
进一步地,所述步骤S4中的金属制品通过打磨设备进行打磨,且打磨设备能够将金属制品表面进行处理,便于后期涂漆处理。
进一步地,所述步骤S5中的喷枪在喷射漆面时需对油漆进行同步搅拌,增强漆面的均匀性。
本申请的有益之处在于:本申请的金属制品预处理工艺需要对金属制品进行镀膜以及抗磨处理,通过氟氧化法可将强化陶瓷膜附着在金属制品表面,同时将抗磨剂均匀涂覆在金属制品表面,增强了金属制品的抗性,延长了金属制品的使用寿命。
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
- 一种冲压成型的金属制品的预处理工艺
- 一种热冲压成型的金属制品预处理工艺