一种十字上件设备
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及汽车白车身生产线领域,具体而言,涉及一种十字上件设备。
背景技术
随着社会的发展和人们生活水平的提高,我国的汽车产量每年都在以较大幅度增长,汽车生产流水线每年也在不断地增加,投入也在逐年加大。
目前,汽车前挡板装配一般是通过工人手工安装调试,其安装调试过程一般为:先将前挡板安装在前纵梁(不紧固);然后将前挡板装配到整车上;最后调试前挡板与前纵梁的安装位置,以保证前挡板与前纵梁的面差,并调整前挡板与前纵梁的间隙。
由于在调试前挡板与前纵梁的安装位置时,需要不断拆卸前挡板与前纵梁进行调整,所以工人装配工时长且装配精度不高。因此,前挡板与前纵梁的装配是关键和难题。
人工装配是最原始的装配方法,存在以下缺点:前挡板的装配位置不精确、一致性差、最终车辆外观质量差、人工操作强度大等。
为了满足生产品管的需要,设计一种十字上件设备以解决此问题。
发明内容
本发明针对现有技术的缺点,提供了一种十字上件设备,解决了上述技术存在的缺陷。
为了实现上述目的,本发明采用了如下技术方案:
一种十字上件设备,其特征在于:包括驱动底座和安装在驱动底座上的十字上件机构;所述驱动底座包括安装底座和位于安装底座下部一侧的支撑架;所述安装底座的顶部安装有导轨,导轨的一侧设置有驱动机构;所述导轨上滑动安装有安装座,安装座上安装十字上件机构;所述十字上件机构包括安装在安装座上的上件板,上件板上有四个呈十字排列的副安装板,副安装板上安装有第一压臂机构、第二压臂机构、第三压臂机构和一个定位销机构;所述第一压臂机构、第二压臂机构、第三压臂机构和驱动机构共同连接有PLC。
优化的方案,所述驱动机构包括安装在安装底座上端一侧且对应导轨的气缸,气缸对用的阀岛组件安装在安装底座上;所述气缸的活塞杆传动连接有驱动杆,驱动杆安装在导轨内且与导轨平行设计;所述驱动杆的外侧端部连接有安装座。
优化的方案,所述安装座的两侧设置有两个传感器安装座。
优化的方案,所述第一压臂机构包括安装在副安装板上的第一安装板,第一安装板的外侧面上安装有第一竖向气缸;所述第一竖向气缸的活塞杆传动连接有第一活动座,第一活动座上安装有第一支架,第一支架上安装有面向上件板的第一压臂;所述第一压臂上安装有第一压块,第一压块下方的副安装板上安装有第一支撑块。
优化的方案,所述第二压臂机构包括安装在副安装板上的第二安装板,第二安装板的外侧面上安装有第二竖向气缸;所述第二竖向气缸的活塞杆传动连接有第二活动座,第二活动座上安装有第二支架,第二支架上安装有面向上件板的第二压臂;所述第二压臂上安装有第二压块,第二压块下方的副安装板上安装有第二支撑块。
优化的方案,所述第三压臂机构包括安装在副安装板上的第三安装板,第三安装板的外侧面上安装有第三竖向气缸;所述第三竖向气缸的活塞杆传动连接有第三活动座,第三活动座上安装有第三支架,第三支架上安装有面向上件板的第三压臂;所述第三压臂上安装有第三压块,第三压块下方的副安装板上安装有第三支撑块。
优化的方案,所述定位销机构包括安装在副安装板上的定位销支架,定位销支架上安装有竖向的定位销;所述定位销支架上安装有第一传感器支架,第一传感器支架安装有第一传感器。
优化的方案,所述第二压臂机构与第三压臂机构之间的上件板上安装有第二传感器支架,第二传感器支架上安装有第二传感器。
优化的方案,所述阀岛组件安装在阀岛保护盒内。
优化的方案,所述导轨上安装有防尘罩。
由于采用了上述技术,与现有技术相比较,本发明的有益效果是:
本发明在气缸的控制下实现X方向、Y方向的位置调整,并且三个压臂机构和一个定位销机构实现前挡板的固定,使得前门板实现上件作业,且全程是机械操作,自动化程度高,无需人工装配,减少员工劳动量,操作简单快捷,可以大幅提升生产线节拍。
附图说明
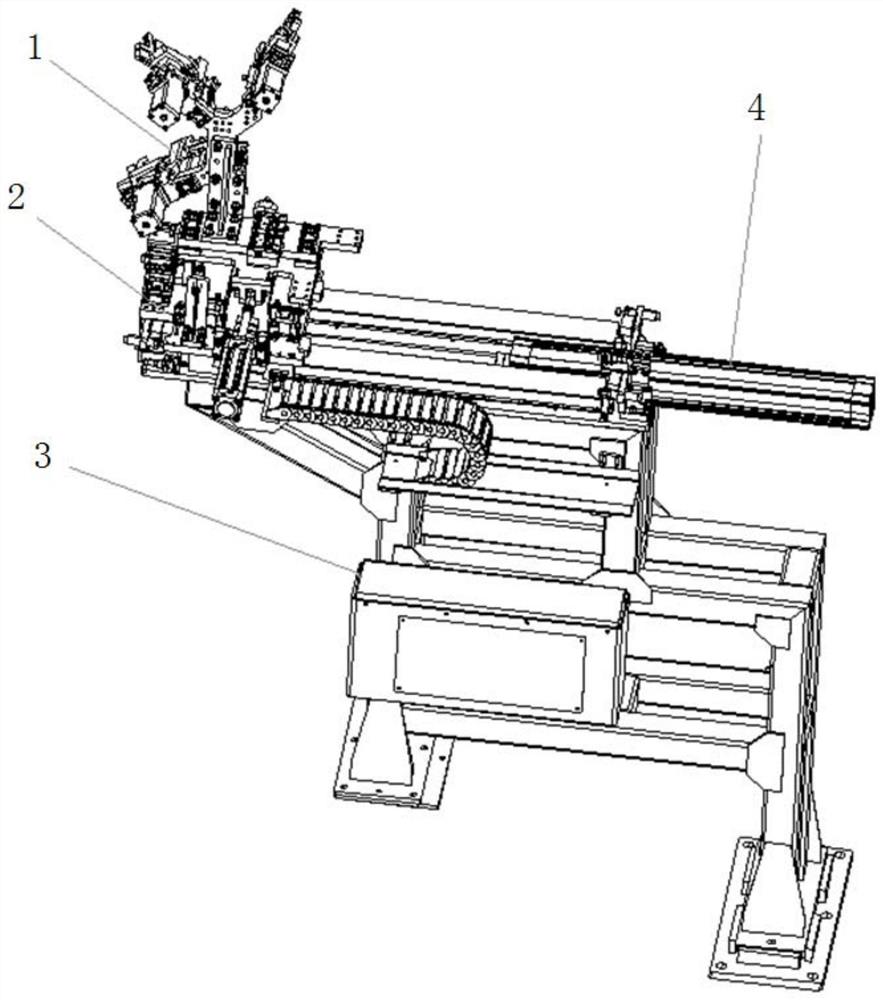
图1为本发明一种实施例的整体结构示意图;
图2为图1中十字上件机构的结构示意图;
图3为图1中驱动底座的结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
如图1-3所示,一种十字上件设备,包括驱动底座2和安装在驱动底座上的十字上件机构1。
所述驱动底座2包括安装底座34和位于安装底座34下部一侧的支撑架35。支撑架35通过螺栓安装在安装底座34上。所述安装底座的顶部安装有导轨32,导轨32上安装有防尘罩33。导轨32的一侧设置有驱动机构。动机构包括安装在安装底座上端一侧且对应导轨的气缸4,气缸4对用的阀岛组件安装在安装底座34上。阀岛组件安装在阀岛保护盒3内。所述气缸4的活塞杆传动连接有驱动杆31,驱动杆31安装在导轨32内且与导轨32平行设计。所述驱动杆31的外侧端部连接有安装座30。安装座30的两侧设置有两个传感器安装座29。安装座30上安装十字上件机构。
所述十字上件机构包括安装在安装座上的上件板5,上件板5上有四个呈十字排列的副安装板7,副安装板7上安装有第一压臂机构、第二压臂机构、第三压臂机构和一个定位销机构。所述第一压臂机构、第二压臂机构、第三压臂机构和驱动机构共同连接有PLC。PLC为现有的一种控制器,可以实现各个工作单元的动作的控制。
所述第一压臂机构包括安装在副安装板上的第一安装板,第一安装板的外侧面上安装有第一竖向气缸10。所述第一竖向气缸10的活塞杆传动连接有第一活动座12,第一活动座12上安装有第一支架11,第一支架11上安装有面向上件板的第一压臂14;所述第一压臂14上安装有第一压块13,第一压块13下方的副安装板上安装有第一支撑块9。
所述第二压臂机构包括安装在副安装板上的第二安装板,第二安装板的外侧面上安装有第二竖向气缸。所述第二竖向气缸的活塞杆传动连接有第二活动座19,第二活动座19上安装有第二支架20,第二支架20上安装有面向上件板的第二压臂18。所述第二压臂18上安装有第二压块,第二压块下方的副安装板上安装有第二支撑块17。
所述第三压臂机构包括安装在副安装板上的第三安装板,第三安装板的外侧面上安装有第三竖向气缸28。所述第三竖向气缸28的活塞杆传动连接有第三活动座26,第三活动座26上安装有第三支架27,第三支架27上安装有面向上件板5的第三压臂22。所述第三压臂22上安装有第三压块23,第三压块23下方的副安装板上安装有第三支撑块25。在本实施例中,第二压臂机构与第三压臂机构之间的上件板上安装有第二传感器支架,第二传感器支架上安装有第二传感器21。
所述定位销机构包括安装在副安装板上的定位销支架6,定位销支架6上安装有竖向的定位销7。所述定位销支架上安装有第一传感器支架15,第一传感器支架15安装有第一传感器16。
上述所说的传感器,都是红外传感器,作用实现检测前挡板的位置,并将信号传递给PLC。
工作的时候,气缸控制安装座在导轨上沿X方向运动,安装座上的三个压臂机构和定位销机构运动到合适的位置,前挡板通过定位销定位,传感器检测,检测后位置正确,三组压块和支撑块配合实现前挡板的夹持,并在气缸的驱动下达到合适的位置,进行装配。
本发明在气缸的控制下实现X方向、Y方向的位置调整,并且三个压臂机构和一个定位销机构实现前挡板的固定,使得前门板实现上件作业,且全程是机械操作,自动化程度高,无需人工装配,减少员工劳动量,操作简单快捷,可以大幅提升生产线节拍。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种十字上件设备
- 一种十字槽盘头自攻钉组合件加工设备