一种自张紧翼肋、机翼及蒙皮铺设方法
文献发布时间:2023-06-19 10:55:46
技术领域
本发明属于无人机技术领域,更具体地,涉及一种自张紧翼肋、机翼及蒙皮铺设方法。
背景技术
轻质无人机采用薄膜蒙皮,蒙皮的铺设质量影响无人机的气动性能。传统的蒙皮铺设方法为拉紧薄膜蒙皮两端,将薄膜蒙皮直接粘接在翼肋上,采用这种方法难以控制蒙皮铺设质量。因此,需要设计一种新的翼肋结构及对应的蒙皮铺设方法,以改善蒙皮铺设质量。
发明内容
本发明的目的是提供一种自张紧翼肋、机翼及蒙皮铺设方法,能够改善蒙皮铺设质量。
为了实现上述目的,本发明提供一种自张紧翼肋,包括翼肋主体和多根撑杆,所述翼肋主体的截面为Ω型;
所述翼肋主体包括翼肋上翼面和翼肋下翼面,所述翼肋上翼面与所述翼肋下翼面的前端光滑连接、后端相贴合;所述撑杆的两端分别连接于所述翼肋上翼面和所述翼肋下翼面。
优选地,多根所述撑杆依次设置于所述翼肋上翼面和所述翼肋下翼面之间,且形成折线结构。
优选地,所述翼肋主体的Ω型截面包括U型段和一对翻边,一对所述翻边设于所述U型段的开口端的两侧;
所述翼肋主体的Ω型截面还包括加强段,所述加强段为条形,一端连接于所述U型段的封闭端,另一端向远离所述U型段的方向延伸。
优选地,还包括一对前梁粘接部和一对后梁粘接部,一对所述前梁粘接部分别设于所述翼肋上翼面和所述翼肋下翼面上,且靠近所述翼肋上翼面和所述翼肋下翼面的所述前端,一对所述后梁粘接部分别设于所述翼肋上翼面和所述翼肋下翼面,且靠近所述翼肋上翼面和所述翼肋下翼面的所述后端,一对所述前梁粘接部和一对所述后梁粘接部分别连接于所述加强段的所述另一端。
优选地,所述前梁粘接部和所述后梁粘接部均为板型结构。
优选地,所述翼肋主体由厚度为0.3-1.3mm的碳纤维制成。
本发明还提供一种机翼,包括上述的自张紧翼肋和至少一块蒙皮。
优选地,多个所述自张紧翼肋沿机翼长度方向平行设置,并与机翼的梁或长桁相连接。
优选地,所述蒙皮铺设于相邻的所述自张紧翼肋之间,且连接于所述翼肋主体的Ω型截面的开口端。
本发明还提供一种上述的机翼的蒙皮铺设方法,所述方法包括:
将多个所述自张紧翼肋平行设置;
对于每个自张紧翼肋,将串珠设于所述翼肋主体的Ω型截面的开口端内,从而撑开所述翼肋主体的Ω型截面;
分别将每块蒙皮粘接于相邻的所述翼肋主体的Ω型截面的开口端;
将T型压块插入所述翼肋主体的Ω型截面的开口端,从而将所述蒙皮与所述翼肋主体的粘接处进行压紧;
当所述蒙皮与所述翼肋主体的粘接处完全固化后,依次取出所述T型压块和所述串珠,使所述翼肋主体自动收紧,从而使所述蒙皮自动张紧。
本发明涉及的自张紧翼肋,其有益效果在于,翼肋主体的截面为Ω型,铺设蒙皮时具有自张紧的调节功能,能够改善蒙皮的铺设质量。
本发明的其它特征和优点将在随后具体实施方式部分予以详细说明。
附图说明
通过结合附图对本发明示例性实施方式进行更详细的描述,本发明的上述以及其它目的、特征和优势将变得更加明显,其中,在本发明示例性实施方式中,相同的参考标号通常代表相同部件。
图1示出了根据本发明的一个实施例的自张紧翼肋的结构示意图;
图2示出了根据本发明的一个实施例的自张紧翼肋的另一角度结构示意图;
图3示出了根据本发明的一个实施例的自张紧翼肋的翼肋主体的截面示意图;
图4示出了根据本发明的一个实施例的自张紧翼肋的翼肋主体和前梁粘接部的截面示意图;
图5示出了根据本发明的一个实施例的机翼的未铺设蒙皮时的自张紧翼肋的截面状态示意图;
图6示出了根据本发明的一个实施例的机翼的未铺设蒙皮时串珠撑开翼肋主体的截面状态示意图;
图7示出了根据本发明的一个实施例的机翼的铺设蒙皮时的自张紧翼肋的截面状态示意图;
图8示出了根据本发明的一个实施例的机翼的T型压块压紧蒙皮时的截面状态示意图;
图9示出了根据本发明的一个实施例的机翼的蒙皮铺设后的截面状态示意图;
图10示出了根据本发明的一个实施例的机翼的蒙皮铺设后的结构示意图。
附图标记说明:
1、翼肋主体,11、翼肋上翼面,12、翼肋下翼面,13、U型段,14、翻边,15、加强段,2、撑杆,3、前梁粘接部,4、后梁粘接部,5、串珠,6、T型压块,7、蒙皮。
具体实施方式
下面将更详细地描述本发明的优选实施方式。虽然以下描述了本发明的优选实施方式,然而应该理解,可以以各种形式实现本发明而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本发明更加透彻和完整,并且能够将本发明的范围完整地传达给本领域的技术人员。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
为解决现有技术存在的问题,本发明提供了一种自张紧翼肋,包括翼肋主体和多根撑杆,翼肋主体的截面为Ω型;
翼肋主体包括翼肋上翼面和翼肋下翼面,翼肋上翼面与翼肋下翼面的前端光滑连接、后端相贴合;撑杆的两端分别连接于翼肋上翼面和翼肋下翼面。
本发明提供的自张紧翼肋,翼肋主体的截面设为Ω型,铺设蒙皮时具有自张紧的调节功能,能够改善蒙皮的铺设质量。
优选地,多根撑杆依次设置于翼肋上翼面和翼肋下翼面之间,且形成折线结构。撑杆用于增强翼肋的刚度,根据实际需求确定其位置、布置方式以及数量,翼肋主体的形状由机翼的翼型决定。可选地,撑杆可采用碳纤维材料,通过搓管工艺单独成型后,与翼肋主体进行粘接,简化生产流程,并可以灵活更换。
优选地,翼肋主体的Ω型截面包括U型段和一对翻边,一对翻边设于U型段的开口端的两侧;
翼肋主体的Ω型截面还包括加强段,加强段为条形,一端连接于U型段的封闭端,另一端向远离U型段的方向延伸。
翻边与U型段的连接处为圆弧过渡连接,即翻边与U型段之间形成圆角,以提高刚度,翻边与U型段形成带收口的Ω型结构,且Ω型结构的开口端朝外设置,该结构能够提供张紧力,其中Ω型截面的收口角度和截面高度为主要变量,
设Ω型截面的收口角度为α,截面高度为H,则当收口角度α越大、截面高度H越大时,翼肋对薄膜蒙皮提供的张紧力越大,反之,当收口角度α越小、截面高度H越小时,翼肋对薄膜蒙皮提供的张紧力越小。根据实际情况所需的张紧力的大小,可以灵活调整收口角度α和截面高度H,从而确定翼肋的形状。
优选地,翼肋主体的Ω型截面收口角度α为2°~15°。未受外力作用时的翼肋主体的Ω型截面收口角度α为初始值,收口角度α的初始值可以根据实际情况而定。
加强段为条形结构,设于U型段的封闭端,能够增加翼肋截面的惯性矩,从而增加翼肋的刚度。Ω型截面的翼肋主体可以适用于所有翼型。
优选地,还包括一对前梁粘接部和一对后梁粘接部,一对前梁粘接部分别设于翼肋上翼面和翼肋下翼面上,且靠近翼肋上翼面和翼肋下翼面的前端,一对后梁粘接部分别设于翼肋上翼面和翼肋下翼面,且靠近翼肋上翼面和翼肋下翼面的后端,一对前梁粘接部和一对后梁粘接部分别连接于加强段的另一端。
前梁粘接部和后梁粘接部用于安装机翼的梁或长桁,其具体位置和尺寸形状由飞机的整体布局确定。
优选地,前梁粘接部和后梁粘接部均为板型结构。可选地,前梁粘接部和后梁粘接部可以为平板结构,表面连接于加强段的末端,也可以以加强段的末端为中心向两侧弯折。前梁粘接部和后梁粘接部采用碳纤维制成,可以与翼肋主体一体成型。
优选地,翼肋主体由厚度为0.3-1.3mm的碳纤维制成,以在满足使用要求的基础上,降低翼肋的重量。
本发明还提供一种机翼,包括上述的自张紧翼肋和至少一块蒙皮。
优选地,多个自张紧翼肋沿机翼长度方向平行设置,并与机翼的梁或长桁相连接。自张紧翼肋通过前梁粘接部和后梁粘接部安装在机翼的梁或长桁上。
优选地,蒙皮铺设于相邻的自张紧翼肋之间,且连接于翼肋主体的Ω型截面的开口端。蒙皮设置于自张紧翼肋的上下两侧,通过铺设粘接的方式表面平整的连接于翼肋主体。
本发明还提供一种上述的机翼的蒙皮铺设方法,包括:
将多个自张紧翼肋平行设置;
对于每个自张紧翼肋,将串珠设于翼肋主体的Ω型截面的开口端内,从而撑开翼肋主体的Ω型截面;串珠为成串结构,沿翼肋主体的周长方向设置,以完全撑开翼肋主体的Ω型截面;
分别将每块蒙皮粘接于相邻的翼肋主体的Ω型截面的开口端;蒙皮铺设粘接时需保持表面平整;
将T型压块插入翼肋主体的Ω型截面的开口端,从而将蒙皮与翼肋主体的粘接处进行压紧;T型压块对蒙皮施加压力,以保证粘接强度,T型压块包括竖向部和横向部,竖向部与横向部之间通过圆角过渡,以匹配翼肋主体的Ω型截面的翻边与U型段处的圆角;
当蒙皮与翼肋主体的粘接处完全固化后,依次取出T型压块和串珠,使翼肋主体自动收紧,从而使蒙皮自动张紧。
多个自张紧翼肋平行设置在机翼的梁或长桁上,并通过前梁粘接部和后梁粘接部与梁或长桁粘接固定。
串珠的作用是撑开翼肋主体的截面,因此,根据需要串珠也可以用可弯曲的杆或管类部件替代。当T型压块和串珠取出后,翼肋主体的Ω型截面在自身刚度的作用下,Ω型截面的一对翻边会相向运动而内收,使粘接于相邻的翼肋主体上的蒙皮拉伸,从而起到张紧蒙皮的作用,提高蒙皮的铺设质量。
实施例
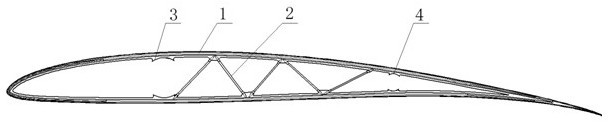
如图1至图10所示,本发明提供了一种自张紧翼肋,包括翼肋主体1和多根撑杆2,翼肋主体1的截面为Ω型;
翼肋主体1包括翼肋上翼面11和翼肋下翼面12,翼肋上翼面11与翼肋下翼面12的前端光滑连接、后端相贴合;撑杆2的两端分别连接于翼肋上翼面11和翼肋下翼面12。
在本实施例中,多根撑杆2依次设置于翼肋上翼面11和翼肋下翼面12之间,且形成折线结构。撑杆2采用碳纤维材料,通过搓管工艺单独成型后,与翼肋主体1进行粘接。
翼肋主体1的Ω型截面包括U型段13和一对翻边14,一对翻边14设于U型段13的开口端的两侧;翼肋主体1的Ω型截面还包括加强段15,加强段15为条形,一端连接于U型段13的封闭端,另一端向远离U型段13的方向延伸。翻边14与U型段13的连接处为圆弧过渡连接,即翻边14与U型段13之间形成圆角,以提高刚度,翻边14与U型段13形成带收口的Ω型结构,且Ω型结构的开口端朝外设置,该结构能够提供张紧力,其中Ω型截面的收口角度和截面高度为主要变量,设Ω型截面的收口角度为α,截面高度为H,则当收口角度α越大、截面高度H越大时,翼肋对薄膜蒙皮提供的张紧力越大,反之,当收口角度α越小、截面高度H越小时,翼肋对薄膜蒙皮提供的张紧力越小。
翼肋主体的Ω型截面收口角度α为2°~15°。
加强段15为条形结构,设于U型段13的封闭端,能够增加翼肋截面的惯性矩,从而增加翼肋的刚度。
自张紧翼肋还包括一对前梁粘接部3和一对后梁粘接部4,一对前梁粘接部3分别设于翼肋上翼面11和翼肋下翼面12上,且靠近翼肋上翼面11和翼肋下翼面12的前端,一对后梁粘接部4分别设于翼肋上翼面11和翼肋下翼面12,且靠近翼肋上翼面11和翼肋下翼面12的后端,一对前梁粘接部3和一对后梁粘接部4分别连接于加强段15的另一端。前梁粘接部3和后梁粘接部4用于安装机翼的梁或长桁。
前梁粘接部3和后梁粘接部4均为板型结构。前梁粘接部3和后梁粘接部4为平板结构,表面连接于加强段15的末端。前梁粘接部3和后梁粘接部4采用碳纤维制成,与翼肋主体1一体成型。翼肋主体1由厚度为0.3-1.3mm的碳纤维制成。
本发明还提供一种机翼,包括上述的自张紧翼肋和至少一块蒙皮7。
在本实施例中,多个自张紧翼肋沿机翼长度方向平行设置,并与机翼的梁或长桁相连接。自张紧翼肋通过前梁粘接部3和后梁粘接部4安装在机翼的梁或长桁上。
蒙皮7铺设于相邻的自张紧翼肋之间,且连接于翼肋主体1的Ω型截面的开口端。蒙皮7设置于自张紧翼肋的上下两侧,通过铺设粘接的方式表面平整的连接于翼肋主体1。
本发明还提供一种上述的机翼的蒙皮铺设方法,包括:
将多个自张紧翼肋平行设置;
对于每个自张紧翼肋,将串珠5设于翼肋主体1的Ω型截面的开口端内,从而撑开翼肋主体1的Ω型截面;串珠5为成串结构,沿翼肋主体1的周长方向设置,以完全撑开翼肋主体1的Ω型截面;
分别将每块蒙皮7粘接于相邻的翼肋主体1的Ω型截面的开口端;蒙皮7铺设粘接时需保持表面平整;
将T型压块6插入翼肋主体1的Ω型截面的开口端,从而将蒙皮7与翼肋主体1的粘接处进行压紧;T型压块6对蒙皮7施加压力,以保证粘接强度,T型压块6包括竖向部和横向部,竖向部与横向部之间通过圆角过渡,以匹配翼肋主体1的Ω型截面的翻边14与U型段13处的圆角;
当蒙皮7与翼肋主体1的粘接处完全固化后,依次取出T型压块6和串珠5,使翼肋主体1自动收紧。当T型压块6和串珠5取出后,翼肋主体1的Ω型截面在自身刚度的作用下,Ω型截面的一对翻边14会相向运动而内收,从而使蒙皮7自动张紧,起到张紧蒙皮7的作用,提高蒙皮7的铺设质量。
多个自张紧翼肋平行设置在机翼的梁或长桁上,并通过前梁粘接部3和后梁粘接部4与梁或长桁粘接固定。
以上已经描述了本发明的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。
- 一种自张紧翼肋、机翼及蒙皮铺设方法
- 一种自张紧翼肋、机翼及蒙皮铺设方法