一种游牧式建筑预制PC构件生产线及方法
文献发布时间:2023-06-19 11:00:24
技术领域
本发明涉及一种游牧式建筑预制PC构件生产线及方法,属于建筑技术领域。
背景技术
装配式建筑物是指在工厂生产加工建筑主要预制墙体,再运送到工地现场,拼装成高品质的商务楼、住房等建筑物。相较于现浇建筑物,装配式建筑物可以减少现浇支模的时间和资源投入,减少现浇养护周期,因此装配式建筑具有周期短、资源消耗少,绿色环保,建造成本低,减少建筑垃圾和建筑污水,降低建筑噪音等优点。
通常,预制件工厂和建筑工地现场相距较远,预制构件需要远途运输,远途运输存在以下问题:
(1)预制构件体积庞大,搬运困难,运输成本较高;
(2)运输过程中受颠簸冲、晃动等因素影响,容易造成构件开裂、断开等损坏,不仅造成经济损失,而且构件产生裂纹后再装配成建筑物,将存在较大的安全隐患;
(3)为了便于装运,通常预制构件的尺寸不能加工太大,需要搬运到建筑工地现场进行二次拼装成墙面,再进行建筑物安装,多次拼装需要投入较多的人力和时间,加长施工周期。
发明内容
鉴于此,本发明的目的是提供一种游牧式建筑预制PC构件生产线及方法,可以克服现有技术的不足。
本发明的目的是通过以下技术方案实现的:
一种游牧式建筑预制PC构件生产线,它设置在建筑工地现场,包括布料区和蒸养区,布料区平铺有震动台及设置在震动台上的模台组件,在模台组件上方设有布料装置;蒸养区平铺有多个可折叠蒸氧房;还包括中转机构,中转机构用于模台组件的运转及码垛。
在前述布料区平铺有一个以上震动台及多件与之配合使用的模台组件;所述布料装置设置在震动台正上方;
或者在布料区平铺有临时轨道,在临时轨道上滑动连接有多个震动台,在每个震动台上设有与之对应的模台组件,实现连续移动循环布料。
前述震动台包括震动架,在震动架底部中间位置布设有多组震动电机,顶部设有用于放置模台组件的支撑台面;所述震动电机为变频无级调速电机。
前述模台组件包括模台支架,模台支架底部四角处设有支脚,支脚顶端留有支撑台;模台支架顶面设有模台,在模台上设有用叠合板拼装构成的模具框架,所述模具框架通过压装结构固连在模台上。
前述相邻的两个模台组件通过连接螺钉组件固连在一起,拼接成大模台结构。
前述模台为矩形不锈钢模板,模台的各个侧面均为精加工面,在各个侧面上设有保护套。
前述布料装置包括承载架,所述承载架上设有料斗,所述料斗的圆形出料口上设有料口大小调节机构。
一种游牧式建筑预制PC构件的生产方法,其包括以下步骤:
步骤1、在建筑工地现场布置布料区和蒸养区,
根据施工周期、预制PC构件的预计生产量,布置布料区和蒸养区规模;
步骤2、在布料区设置布料装置、布料装置下方布设震动台及模台组件,蒸养区布设可折叠蒸氧房,并且准备一台以上叉车;
步骤3、采用布料装置下料至模台组件内,同时通过震动台将其震密实,布料完成后用叉车将模台组件运至蒸养区码垛起来,进行恒温蒸养;
步骤4、将蒸养完成的预制PC构件进行脱模工作。
前述步骤2中,根据预制PC构件规格,将模台组件拼接组装成大模台,在大模台上用叠合板拼装大型模具框架,采用压装结构压住大型模具框架四角,使大型模具框架压紧固定在大模台上。
前述步骤3中,根据大型模具框架的尺寸规格调节好布料装置的下料量;将大模台放置在震动台上,根据布料装置的下料量、大型模具框架的尺寸规格调节震动频率,保证混凝土震动密实。
与现有技术比较,本发明公开的一种游牧式建筑预制PC构件生产线及方法,它设置在建筑工地现场的地下室、建筑物的第一层或第二层,包括布料区和蒸养区,布料区平铺有震动台及设置在震动台上的模台组件,在模台组件上方设有布料装置;蒸养区平铺有多个可折叠蒸氧房;还包括中转机构,中转机构用于模台组件的运转及码垛。本设计合理利用建筑工地进行现场生产预制PC构件,施工效率高,工期短,有效解决了现有预制构件需要远途运输,带来的搬运困难,运输成本较高、运输容易造成构件开裂、断开等损坏、存在较大的安全隐患等问题。
本发明的有益效果是:
1、利用建筑工地进行现场预制,可以跟随建筑物施工进程进行合理安排预制周期,利于平行施工,施工周期可控,生产效率高;
2、合理利用建筑工地资源,节约场地建设成本,有利于绿色施工;
3、避免预制构件远途运输带来的成本投入,预制构件现场预制完成即可进行建筑物组装,预制构件不易损坏,有效保证了建筑物安全性和可靠性;
4、由于预制构件不需要远途运输,预制构建的尺寸不受运输要求限制,可以采用拼装好的大模台一次加工成型,便于后续组装,安装效率高;
5、采用可以调节下料量的布料装置结合变频无级调速震动台,保证预制构件生产质量。
本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步的详细描述,其中:
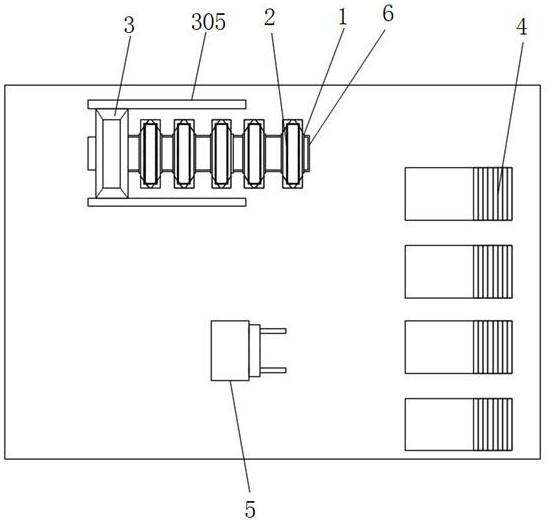
图1为本发明的平面布置示意图。
图2为图1中震动台1和模台组件2组装示意图。
图3为图2中震动台1的结构示意图。
图4为图2中模台组件2的结构示意图。
图5为图4中A部分局部放大示意图。
图6为模台组件2拼装后的正面结构示意图。
图7为模台组件2拼装后的底面结构示意图。
图8为模台组件2拼装后部位的结构示意图。
图9图8中C部分局部放大示意图。
图10为压装结构206的结构示意图。
图11为图10中B-B截面结构示意图。
图12为布料装置3的结构示意图。
图13为图12中料斗301部分的结构示意图。
图14为图13中D部分局部放大示意图。
具体实施方式
以下将参照附图,对本发明的优选实施例进行详细的描述。应当理解,优选实施例仅为了说明本发明,而不是为了限制本发明的保护范围。
如图1-图14所示,一种游牧式建筑预制PC构件生产线,它设置在建筑工地现场,包括布料区和蒸养区,布料区平铺有震动台1及设置在震动台1上的模台组件2,在模台组件2上方设有布料装置3;蒸养区平铺有多个可折叠蒸氧房4;
还包括中转机构5,中转机构5用于模台组件的运转及码垛。
所述中转机构5为移动叉车。
在布料区平铺有一个以上震动台1及多件与之配合使用的模台组件2;所述布料装置3设置在震动台1正上方。
或者在布料区平铺有临时轨道6,在临时轨道6上滑动连接有多个震动台1,在每个震动台1上设有与之对应的模台组件2,实现连续移动循环布料,生产效率更高。
所述震动台1包括震动架101,在震动架101底部中间位置布设有多组震动电机102,顶部设有用于放置模台组件2的支撑台面103。
所述震动电机102为变频无级调速电机。
所述模台组件2包括模台支架201,模台支架201底部四角处设有支脚202,支脚202顶端留有支撑台203;模台支架201顶面设有模台204,在模台204上设有用叠合板拼装构成的模具框架205,所述模具框架205通过压装结构206固连在模台204上。
相邻的两个模台组件2可以通过连接螺钉组件207固连在一起,拼接成大模台结构。
所述模台204为矩形不锈钢模板,模台204的各个侧面均为精加工面,在各个侧面上设有保护套208。
具体地,在模台组件2的各个侧面底部设有连接座,连接座上开设有相匹配的连接孔,相邻的两个模台组件2通过穿装在连接孔内的连接螺钉组件207拼装在一起。或者,所述连接孔设置在模台支架201底部的支脚202上,安装时将两个模台组件2对接在一起,取下对接侧面的保护套208,此时两个模台组件2相对侧的支脚202对接在一起,通过连接螺钉组件207即可进行二者拼装。
在相邻的两个模台组件2的各个侧面底部中间位置设有匹配安装的销套结构209,所述销套结构209为一组或两组设置,使两个模台组件2拼接时中间位置通过销套结构209-销轴210定位,并且可以加强两个模台组件2拼接部位的强度。
在相邻两个模台组件2的拼接部位设有防水胶层211,防止混凝土浇筑时漏浆。
所述模台的各个侧面的加工精度不大于0.002mm、光洁度不大于R0.1,平面度不大于0.015mm。
所述保护套208为橡胶套,在橡胶套上设有与模台204厚度相匹配的卡槽,使橡胶套卡扣在模台侧边上,将模台204侧面包裹起来。
或者所述保护套208不锈钢条,不锈钢条上设有与模台厚度相匹配的安装槽,在安装槽内壁覆设有胶垫,在模台204侧面两端设有销孔,使不锈钢条卡扣在在模台204侧边上,并用销钉固连。
所述压装结构206为四件设置在模具框架205的四角处,使模具框架205压紧固定在模台204上。
所述压装结构206包括压杆2061,压杆2061上滑动连接有一对滑块2062,在滑块2062底部设有拉杆2063,拉杆2063底端螺接有锁紧螺母2064;在模台204的各个侧面的保护套208及模台支架201侧面钢梁上开设有多个限位切槽1.1,所述拉杆2063穿过限位切槽1.1,并用锁紧螺母2064锁紧,使压装结构206固定在模台204上。不仅可以保证拉杆2063安装牢靠,不易移动,而且便于调节拉杆2063的固定位置,适用于固定不同规格的模具框架205。
所述拉杆2063通过万向接头2065与滑块2062相连,更加便于调节拉杆2061的固定位置,并且拉杆2061可以灵活转动,拆装更加方便。
所述压杆2061为第一方管,所述滑块2062为套装在第一方管外的第二方管,方管结构增加了压杆2061与模具框架205的接触面积,固定更加牢靠。
在第一方管两端设有限位端头2066。
所述拉杆2062为螺杆。
在所述模台支架201底部设有叉车支撑矩管212。
所述布料装置3包括承载架305,承载架305上设有料斗301,料斗301的圆形出料口302上设有料口大小调节机构303,料口大小调节机构303包括上下叠置在一起的上夹板3031、下夹板3032和调节板3033,调节板3033位于上、下夹板间,上、下夹板上分别设有与出料口302连通的圆孔,调节板3033上设有一端侧方开口的椭圆孔,圆孔与椭圆孔封闭端连通,一水平设置的q型活动板3034凸起可从开口滑入椭圆孔中,q型活动板3034的柄部中段通过铰接轴铰接在上、下夹板间,q型活动板3034的柄部自由端连接有驱动q型活动板3034的柄部中段绕铰接轴转动的驱动机构一;在转动q型活动板3034柄部自由端时,q型活动板3034的柄部中段绕铰接轴转动,进而使q型活动板3034的凸起调节调节板上椭圆孔的大小实现出料口的调节。
上、下夹板上一侧分别连接有L型安装架3035,L型安装架3035的开口与椭圆孔开口朝向一致,驱动机构一包括调节杆3036,调节杆3036中部铰接在两L型安装架3035远离调节板的自由端间,位于L型安装架3035的开口内的调节杆3036端沿其长度方向竖直设有调节槽,q型活动板3034的柄部自由端活动连接在调节槽内,具体的调节槽内沿其长度方向滑动设有一第二铰接轴,q型活动板3034的自由端上设有供第二铰接轴穿过的铰接孔,转动调节杆,q型活动板3034的柄部中段绕铰接轴转动。
承载架305包括水平设置的方形框架,框架下四角上分别设有支腿,左侧的两支腿和右侧的两支腿分别设置在两支撑杆上,两支撑杆的两端下侧分别设有纵向导向轮,左侧的两纵向导向轮和右侧的两纵向导向轮分别置于左侧的一纵向导轨和右侧的一纵向导轨上,纵向导向轮由驱动机构二驱动其滚动,驱动机构二为电机,电机转动,纵向滚轮沿纵向导轨滚动,进而实现料斗沿纵向方向移动。
料斗301通过四根固定杆固定在位于方形框架上的“日”字型框架306四角上,“日”字型框架306两端下侧分别设有两横向导向轮,方形框架的前后两杆上沿其长度方向分别设有横向导轨307,日”字型框架307两端的横向导向轮分别置于两横向导轨上,横向导向轮由驱动机构三驱动其滚动,驱动机构三为电机,电机转动,横向滚轮沿横向导轨滚动,进而实现料斗沿横向方向移动。
料斗301上部为一侧向外倾斜的四棱柱型、中部和下部均为棱锥形,不仅盛料多,还可保证出料顺畅。
料斗下部内侧相邻两斜面间分别设有三角形斜板,能进一步保证出料顺畅。
优选的,方形框架和“日”字型框架306均由工字钢焊接而成,工字钢的槽内相对侧壁间垂直连接有加强板308。
基于上述生产线的建筑预制PC构件生产方法,包括以下步骤:
步骤1、在建筑工地现场布置布料区和蒸养区,
根据施工周期、预制PC构件的预计生产量,布置布料区和蒸养区规模;
步骤2、在布料区设置布料装置3、布料装置3下方布设震动台1及模台组件2,蒸养区布设可折叠蒸氧房4,并且准备一台以上叉车5;
步骤3、采用布料装置3下料至模台组件2内,同时通过震动台1将其震密实,布料完成后用叉车5将模台组件2运至蒸养区码垛起来,进行蒸养;
步骤4、将蒸养完成的预制PC构件进行脱模工作。
步骤1中,所述的游牧式建筑预制PC构件生产线设置在建筑工地现场的地下室、建筑物的第一层或第二层。
所述布料装置3、可折叠蒸氧房4及码垛的模台组件2高度低于地下室或建筑物第一层的层高。
步骤2中,根据预制PC构件规格,将模台组件2拼接组装成大模台,在大模台上用叠合板拼装大型模具框架,采用压装结构206压住大型模具框架四角,使大型模具框架压紧固定在大模台上。
步骤3中,根据大型模具框架的尺寸规格调节好布料装置3的下料量;
将大模台放置在震动台1上,根据布料装置3的下料量、大型模具框架的尺寸规格调节震动频率,保证混凝土震动密实。
采用叉车5进行大模台堆码,堆码高度建筑工地现场的层高设置,将可折叠蒸氧房展开形成蒸氧室,采用蒸汽发生器进行恒温蒸养。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式保密的限制,任何未脱离本发明技术方案内容、依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种游牧式建筑预制PC构件生产线及方法
- 一种装配式建筑预制构件生产线及生产方法