一种轮毂智能合成焊接机
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及轮毂生产制造技术领域,特别涉及一种轮毂智能合成焊接机。
背景技术
轮毂是轮胎内廓支撑轮胎的圆桶形的、中心装在轴上的金属部件,由轮辋和辐板构成,其中辐板焊接在轮辋上与车轴轮毂实施安装连接,支撑轮辋。现有的轮毂焊接,劳动强度大,焊接设备结构复杂,成本高,而且焊接之后还需要进行校正、热处理等工序,怎加了整个过程的复杂性。
发明内容
本发明为了弥补现有技术的不足,提供了一种轮毂智能合成焊接机。
本发明是通过如下技术方案实现的:
一种轮毂智能合成焊接机,包括焊机,所述焊机包括架体,所述架体的底部安装有丝杆升降机,所述丝杆升降机的输出端安装有能转动的轮毂座,所述架体上安装有可伸缩的第一电极组件,还安装有加压装置,所述加压装置底部安装有与第一电极组件配合的第二电极组件。
所述第一电极组件包括平安装在架体上的第一液压缸,所述第一液压缸的输出端固定有电极座,所述电极座上安装有通过液压马达驱动的电极。
所述第一电极组件有两个,呈镜像安装在架体的两端。
所述加压装置包括固定在架体顶部的第二液压缸,所述第二液压缸的输出端与加压箱固定连接。
所述第二电极组件包括安装在加压箱内部安装有两件滑块,所述滑块底部安装有加压柱,所述加压柱的底部安装有第二电极,所述加压箱底部设有供加压柱活动的长圆孔,两根所述压柱之间铰接有加压油缸。
还包括为焊机提供液压动力的液压泵站。
还包括配电箱,所述配电箱与液压泵站、焊机电连接。
还包括控制器,所述控制器与配电箱、液压泵站、焊机电连接。
所述架体的两端均安装有固定座,所述第一液压缸安装在固定座上。
所述加压箱顶部安装有导向柱,所述导向柱与安装在架体上的导向筒滑动配合。
本发明具有以下技术优势:
本发明采用电阻焊的原理,热影响区域小,产生的形变和应力也小,焊接后也基本不需要其他的后续处理步骤;也不需要焊丝、焊接用气体,降低了成本;设备结构简单,易操作和维护,加工效率高,只需要物料转动半圈即可完成焊接。
附图说明
下面结合附图对本发明作进一步的说明。
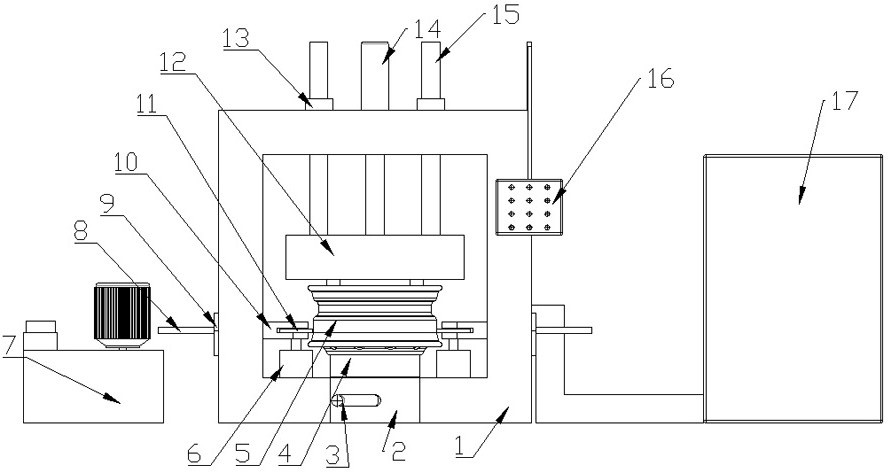
附图1为本发明的结构示意图。
附图2为焊机的结构示意图。
附图3为焊机的俯视示意图。
附图4为焊机的剖视示意图。
图中,1-架体,2-丝杆升降机,3-把手,4-轮毂座,5-轮辋,6-液压马达,7-液压泵站,8-第一液压缸,9-固定座,10-电极座,11-第一电极,12-加压箱,13-导向筒,14-第二液压缸,15-导向柱,16-控制器,17-配电箱,18-第二电极,19-加压柱,20-加压油缸,21-活动轨,22-滑块,23-长圆孔,24-辐板。
具体实施方式
以下仅为本发明的具体实施方式,但是本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可以轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
本发明中所述的“前”、“后”、“内”、“外”等描述方向关系的词语仅为了实施例的描述方便,不视为对本发明的限定。所述“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。所述固定连接方式包括但不限于焊接、螺接、卡接、过盈配合、一体成型。
附图1至附图4为本发明的一种具体实施例。该实施例提供了一种轮毂智能合成焊接机,包括焊机、液压泵站7、配电箱17和控制器16,配电箱为控制器16、液压泵站7、焊机提供电力,控制器控制液压泵站7和焊机动作,液压泵站7为焊机上的液压部件提供动力。
焊机包括架体1,架体1的底部安装有丝杆升降机2,该丝杆升降机2通过把手3调节输出端的高度;丝杆升降机2的输出端安装有轮毂座4,且轮毂座4与丝杆升降机2的输出端转动配合。轮毂座4用于放置待焊接的轮辋5和辐板24。
架体1的两端均固定安装有固定座9,固定座9上安装有可以伸缩的第一电极组件,两个第一电极组件之间成镜像关系安装在架体1的左右两端。第一电极组件包括安装于固定座9上的第一液压缸8,如附图1所示第一液压缸8呈水平状安装,其输出端固定有电极座10,电极座10上设有凹槽,凹槽内安装有通过液压马达6驱动的圆形的第一电极11,即第一电极11安装在凹槽内并由液压马达6驱动。
架体1上还安装有加压装置,包括固定在架体1顶部的第二液压缸14,第二液压缸14的输出端穿过架体1后与加压箱12固定连接,还包括固定安装在加压箱12顶部的两根导向柱15,导向柱15与固定安装在架体1上的导向筒13滑动配合;这两跟导向柱15关于第二液压缸14呈轴对称安装。
加压箱12底部安装有第二电极组件,该第二电极组件与第一电极组件配合将轮辋和辐板压紧进行焊接,具体的,设在加压箱12内的活动轨21,活动轨21上安装有两件滑块22,箱体的底部设有与滑块22相对应的长圆孔23,即长圆孔23有两个,对称设置,每件滑块22与长圆孔23相对应,滑块22底部安装有加压柱19,加压柱19的底部安装有与第一电极相对应的第二电极18,该第二电极18和第一电极11一样,均为水平安装,绕铅直轴转动。在两条加压柱19之间交接有加压油缸20,即加压油缸20的两端分别于两条加压柱19铰接。
使用时,先将辐板24放置在轮毂座4上,然后将轮辋5套在辐板24上,根据物料的尺寸和焊接位置的高低,通过把手3调节轮毂座4的高度,然后启动第一液压缸8、第二液压缸14和加压油缸20,通过加压装置和两个第一电极组件将辐板24和轮辋5压紧,然后接通电源,启动液压马达6,此时液压马达6带动第一电极11转动,第一电极11带动轮辋5和辐板24转动,当轮辋5和辐板24转动180度时焊接完成。取下成型的轮毂进行下一次焊接即可。
- 一种轮毂智能合成焊接机
- 一种轮毂智能合成焊接机